C919零组件制造全面展开:3D打印技术有望普遍使用(3)
3D打印C919钛合金风挡
王华明,北京航空航天大学材料学院材料加工工程系主任、材料加工工程学科责任教授、“长江学者特聘教授”。开辟“快速凝固激光材料制备与成形”研究新领域,建成先进的“激光材料加工制造技术实验室”,在先进材料快速凝固激光制备加工与成形制造领域取得多项原创性成果并在航空发动机及飞机上得到应用。2000年来主持“国家自然科学基金重点项目”、“国家863计划课题”“教育部跨世纪优秀人才计划基金”、“总装武器装重点基金”、“国防基础科研重点项目”等科研项目10余项,发表论文被SCI及EI收录137篇次、授权与申请发明专利7项、获得“北京市教学成果一等奖”及“国家教学成果二等奖”。2013年入选国家“万人计划”第一批科技创新领军人才。
高性能金属构件激光成形技术是以合金粉末为原料,通过激光熔化逐层堆积(生长),从零件数模一步完成高性能大型复杂构件的“近净成形”。这一技术1992年在美国首先提出并迅速发展。由于高性能金属构件激光成形技术对大型钛合金高性能结构件的短周期、低成本成形制造具有突出优势,在航空航天等装备研制和生产中具有广阔的应用前景,受到政府和业界的高度关注。
在王华明教授看来,从传统的大型钛合金结构件制造方法,如整体锻造、切削技术,到这种新型的激光直接制造技术,实现了加工技术由“减法”到“加法”的质的飞跃。采用整体锻造等传统方法制造大型钛合金结构件,是一个做“减法”的过程。零件的加工除去量非常大。例如,美国的F-22飞机中尺寸最大的Ti6Al4V钛合金整体加强框,所需毛坯模锻件重达 2796千克, 而实际成形零件重量不足144千克, 材料的利用率不到4. 90%,这势必造成大量的原材料损耗。与此同时,在铸造毛坯模锻件的过程中会消耗大量的能源,也降低了加工制造的效率。并且传统方法对制造技术及装备的要求高,通常需要大规格锻坯加工及大型锻造模具制造、万吨级以上的重型液压锻造装备,制造工艺相当复杂,生产周期长、制造成本高。
相较于传统的大型钛合金结构件整体锻造,激光直接制造是一种做“加法”的加工技术,主要用高功率的激光束对粉末丝材进行熔化,往上堆积,实现材料逐层添加,直接根据构件的CAD模型一次加工成形。激光直接制造得到的零件微观组织很细,力学性能很好,也可以实现多种材料铸造。综合来讲,这种技术的优势主要表现为:无需大型锻造工业装备、大型锻造模具及锻坯制备加工;机械加工余量小、材料利用率高、生产周期短;加工过程实现结构件“近净成形”,只需一步完成;加工设计灵活度高,可以实现特殊功能零部件的“原位”铸造;所制备的零件具有优异的综合力学性能,等等。这样就大大降低了制造成本,提高了制造效率与加工质量。
(责任编辑:admin)

 3D打印黄金吊坠让人们铭记
3D打印黄金吊坠让人们铭记 令人惊艳的3D打印喷气飞行
令人惊艳的3D打印喷气飞行 全球PK 3D打印PPSU,SOLVA
全球PK 3D打印PPSU,SOLVA 看3D打印自动化单元如何在
看3D打印自动化单元如何在 大型高精度电子结构件产品
大型高精度电子结构件产品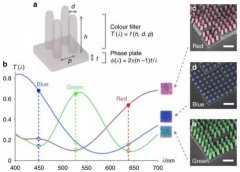 新型防伪技术:同一束光照
新型防伪技术:同一束光照 用于细胞3D打印的
用于细胞3D打印的

