�����Ͻ����������еĿɴ�ӡ��ͼ������(2)
ʱ�䣺2022-12-27 09:22 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
3.1.1 ����Ni-5wt.%Nbͼ�ı߽粻ȷ����
����Ԫģ���а�����������������������Ӳ�������Ϊ���۵ġ�Ϊ��ȷ����Щ�����е���һ����Ԥ��Ŀɴ�ӡ��ͼӰ��������ǽ���ȷ���Դӹؼ������������Դ������ɴ�ӡ�Ե�ͼ�����Ĵ�ӡ����߽磬��ͼ6��ʾ��Χ��ÿ���߽����Ӱ����
��������Ա߽��Ӱ��˳�����У�����Һ��絼��KLӰ�����KVӰ����С���Ƚ�ÿ����ͼ�ڵ���Ա߽���ʱ�����Խ���һЩ��Ȥ�Ĺ۲졣���磬������ȱʧ�߽���ȣ�KS����߽������Խ�ǿ��Ӱ�졣����Խ���ΪKs������صij��ȶ����ǿ��Ȼ���Ⱦ��и�ǿ��Ӱ�졣�෴��as = l����Ӱ������ȱʧ�߽磬����ζ��������Ӱ���۳س��ȡ�av����ҪӰ���Ƕ����ױ߽��Ӱ�죬�������������γɹ����н�������������ʵķ�����ʵ��һ�¡�
�ڱȽϲ�ͬ����֮��ı߽粻ȷ����ʱ��KL��Ȼ�����б߽�Ӱ������ҵ��ǣ�KL���������ٵĵ絼��ֵ�������������з��ֵIJ�ͬ����Ԫģ��֮�����ܴ�����Դ���ձ�ȱ��Һ̬�����Ͻ��ʵ��絼�ʲ������Լ�����Ԫģ���в�������Ϊ���ӣ�������۳��ڵĶ������ȡ������絼��ֵKV��KVz��Ӱ���С����Ϊ��ȷ���Դ����ṩ������ֵ��Χ��Խ�խ�Ľ����

ͼ7 Ni�CNb�Ͻ���15%���ż�ֵʱԤ��õ��Ŀɴ�ӡͼ
���˴�ģ�����봫���IJ�ȷ�����⣬����������ֵ��ֵ������صIJ�ȷ���ԡ�Ϊ��������Щ��ȷ���ԶԿɴ�ӡ��Ԥ���������̬��Ӱ�죬����ֵ �� 15% ������ӳ�䣬�õ�ͼ7�п�����6������ͼ��
3.2 CoCrFeMnNi���غϽ�Ŀɴ�ӡ��ͼ
����Ԥ��Ni5wt% Nb�Ͻ�Ŀɴ�ӡ��ͼ����ͬ����Ӧ���ڵ�ԭ��CoCrFeMnNi���غϽ�ϵͳ����ͼ8�п��Կ������õ��Ŀɴ�ӡ��ͼ����Щͼ�������Ni-5wt % Nbͼ������ͬ��һ�����˽ṹ����������ļ�����Գߴ���ȫ��ͬ��������ȷ������AM�ĺ���Э��ʱ��һ��ͻ���˺Ͻ���ղ����ռ�֮���ǿ��ϡ�

ͼ8 CoCrFeMnNi���غϽ����ÿɴ�ӡͼ�õ���Ԥ����۳���ò
ͼ8-0 ������Ϊ 0.25 J/mm��ʱ��ԭλ�Ͻ���۳����õ���PFͼ
ͼ8-1�����õ���IPFͼ��ƽ������
��Ni-5wt% Nb�Ͻ��෴����hea���о�����ôȫ�棬���ڼӹ��ռ����խ�����о���ɴ�ӡ�ԡ���Ȼû����ô��ĵ���۲�ֵ����ͨ��ʵ��ȷ��ָʾÿ����ӡ�����λ�ã���������Ԫͼ�У����������Ԥ�����Թ��ߡ�����Ni-5wt % Nbϵͳ�н��еIJ�ȷ���Է�������ȡ��ѵ������Թ����ڸ�ϵͳ��Һ��絼�ʵIJ�ȷ���ԡ�Ȼ��������ȱ���ںϱ߽��Ԥ����ʵ��ȷ������̬�dz��Ǻϣ���ͼ8����ʾΪ��ͬ��ɫ����״�ı�ǡ�

ͼ9 CoCrFeMnNi���غϽ��ڲ�������Ԫ��Eagar-Tsaiģ��Ԥ�����õ��ľ������
ͬ��������Ni-5wt.% Nb���������۵���ͬԭ������Ԫģ�͵�Ԥ����������Eagar-Tsaiģ�͡���Eagar-Tsaiģ���У��Բ������ܺ�����ѧ�ļ�����ڼ������۳سߴ������������տռ��о�ȷУ����һ��ͨ��ͼ9����ʾ������ģ�͵�Ԥ��-ʵ�ʱȽϵõ���һ��֤ʵ���۳ؿ������Ա��߹������۳���ȱ�Eagar-Tsaiģ��Ԥ�ⲻ�㡣���ȱȽϻ���ʾ������Ԫģ���ܹ�����ʵ��ȷ����80e90mm�����۳ؿ��ȼ��������������������Ԫģ��ͨ����������ת���Լ�������������������ж��ӱ�����ȹ��ɵ�������ȵ�������
3.3 ��ӡ�ԵıȽ�
������ÿ��ͼ�ڽ����ڲ��Ƚ��⣬���о������ֲ���֮��Ŀɴ�ӡ��ֱ�ӱȽ�Ҳ�����ṩ�м�ֵ�ļ��⡣��Ԥ���ʵ�������������ԣ���L-PBF�����£�Ni-5wt % Nb��CoCrFeMnNi HEA���и���Ŀɴ�ӡ���ɴ�ӡ�������״�ͷ���Ҳ���Ը������Dz��϶Լ���ʻ�ɨ���ٶȱ仯�������ԡ���Ni-5wt % Nb����£�����ĵ���ɴ�ӡ����ָʾ������������������ͬ�����ȣ�����HEA����£�ϸ���Ĵ�ӡ����ָʾ�Լ���ʵı�ɨ���ٶȸ��ߵ������ȡ����ǵ���һ�㣬��������֤�ݺͼ����ܣ����ǿ��Ժ����صó����ۣ�����������£�Ni-5wt % Nb�Ͻ��Ǹ��ɴ�ӡ�ĺϽ�

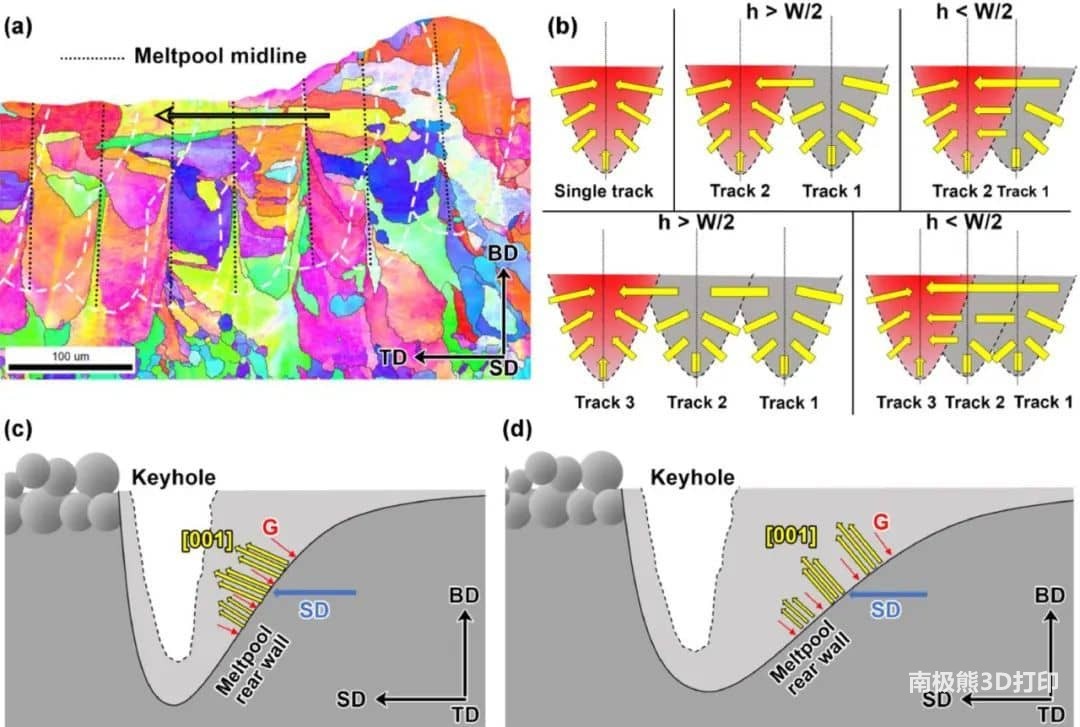
ͼ10 (a) �ȴ���ģʽ��(b) ��ģʽ��ʾ��ͼ����ɨ���ٶ�Ϊ 300 W & 600 mm/s�������µõ��ĵ���SEMͼ��ԭλ�Ͻ�ʾ��ͼ���
4.�ܽ�ͽ���
�������������Ԫģ�ͺͻ����۳سߴ�ķ����õ���L-PBF�ɴ�ӡ��ͼ��ʵ�����Ǻ����á����Խ�С���ģ������Ӧ�������ֽ�Ȼ��ͬ�ĺϽ�ϵͳ��һ���Ժ�ȷ�ԣ��������ر����÷��������ڶ��ֲ��ϡ������Ҫ����Ϊ���������ͨ��ʶ��ɹ��ļӹ�������ʹ��������ļ��㷽����������������Ͻ���ΪAMԭ�ϵ������ԣ��Ӷ�Ϊ�Ͻ�����ṩ�˺�����·�ߣ������˶�AM�����л����ɱ��Ե������ԡ�
���ǣ��ڿ�������ƿ����ʹ��Ԥ��ĺϽ�ɴ�ӡ��֮ǰ�������������ķ������н�һ����֤������ͨ����ȷ��Ԥ�ⲻȷ��������ߴ˿ɴ�ӡ�Կ�ܵ�Ԥ���������������ش����ض��Ͻ��ʵ���۳ز����������ͨ����ģ�͵��������������б�Ҷ˹У����ȷ�ض���Χ����Щ�߽�IJ�ȷ���� [43]���⽫����Ϊ��ͷ���ض�����ר�Ŷ��������ֵ�ֲ����ڿ��Ǽ���Ͻ����ʱ����ѡ�һ�����У���Ϊ���ݶ��壬�����Ż��ĺϽ��δ����ʵ����ԡ�Ȼ�������Ż�֮ǰ���õض��岻ȷ���Ի����ӳɹ��Ļ��ᡣ
���˸��õ����ⲻȷ����֮�⣬�ɴ�ӡ����߽��ȷ�Ի�����ͨ������������������ (�������ɱ�������������ģ) ����ߡ�Ȼ��������ģ�����Ե����ӽ����¼�����õ����ӣ����ܻ��ų����ڵ����Ż������е�ʹ�á����ǵ���һ�㣬�����������Ļ�������Ԫ����ģ�ʹ����˿��ٵ���̫ȷ��Eagar-Tsai������������嶯��ѧ�Ļ�������ȷ��ģ��֮��������м�������
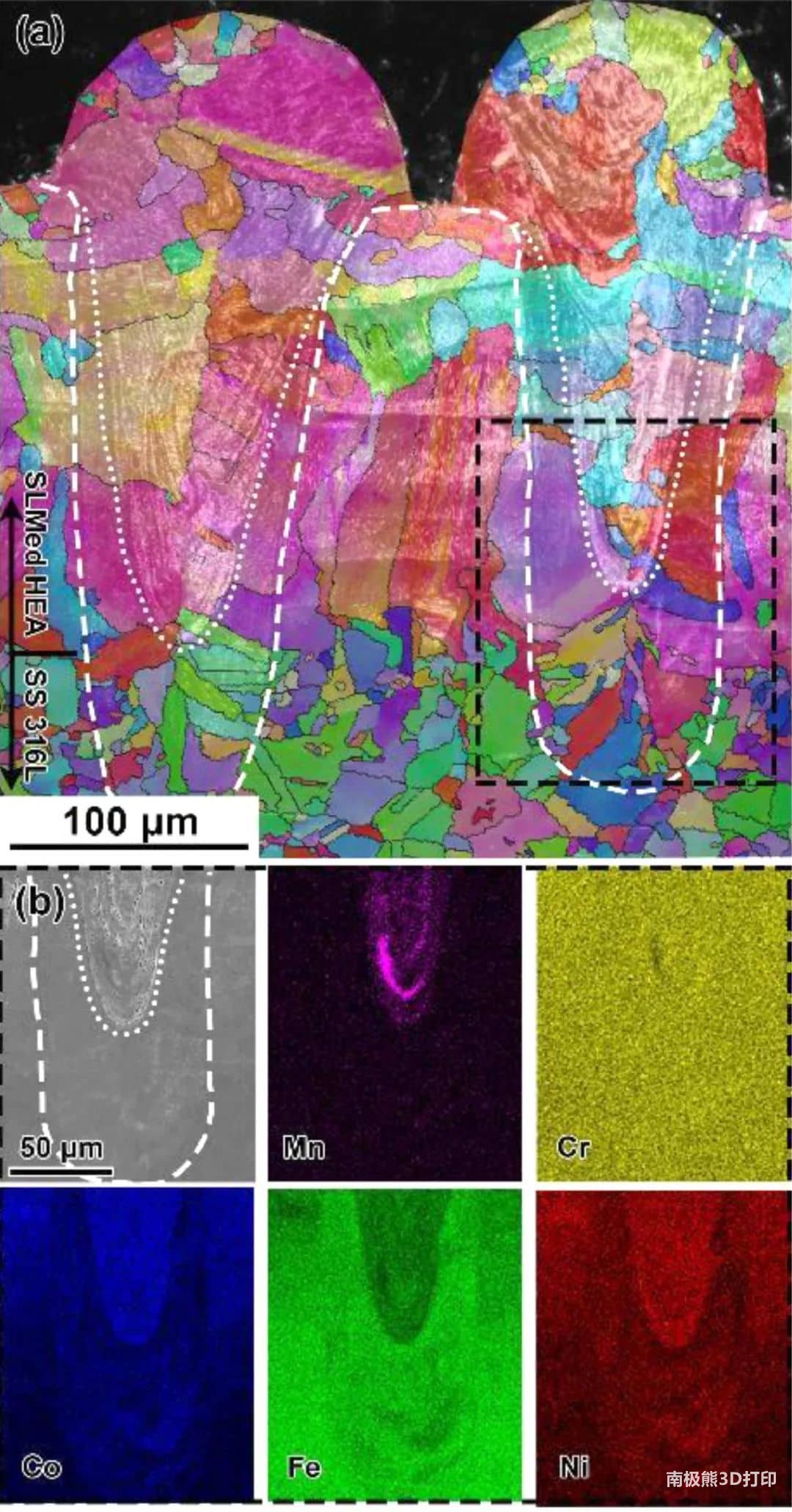
ͼ11 ��300 W & 600 mm/s,�������µõ��� (a) IPFͼ�� (b)EDS�����
ͨ������ͼ3��ͼ8�е���ɫ�ɴ�ӡ����ijߴ����״�Ķ���������Ϊ��ƶ��������Խ��Ͻ����ɺ����õĿɴ�ӡ��֮���ֱ�����ӽ�ϵ������Ż������С����磬����ͨ��ʹ���������Ż�������ȷ����ʹ�ɴ�ӡ����ijߴ���ĺϽ���ɵĵ�������������кϽ�Լӹ������ͻ��������仯��³���ԡ�����һ�ָ���ȷ�ķ�����������ɺ�����ص����������� (��������Ni-5wt��ʹ�õĻ�Ϲ���ģ�����ӡ�% Nb����)������Ż���չ��ϡ����Һ����ֵ���Դﵽ������֮�⣬����Ҫ�����á�
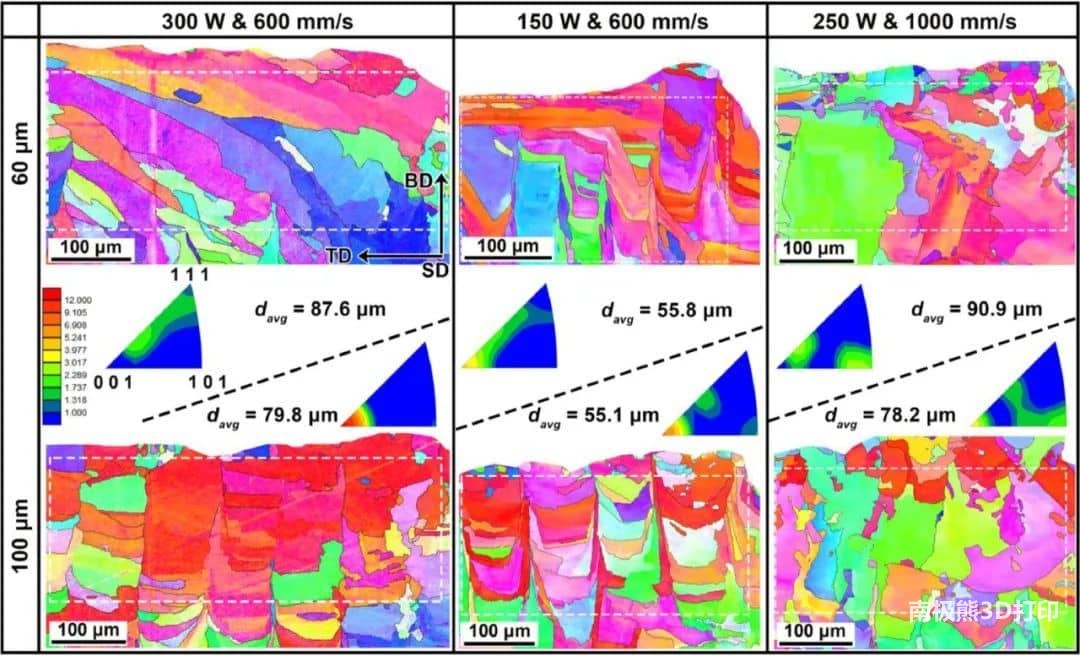
ͼ12 . (a) ��150 W & 600 mm/s ��ɨ����Ϊ 60 ��m�������µõ��ĵ�����Ʒ��IPFͼ. (b)��ͬɨ�����µ�ƽ�о���������ʾ��ͼ�� (c) ��P & v�� (d) �� P & v�Ľ��
������ָ�����ǣ�����ɴ�ӡ����ֻ���Ż��ӹ�������ܵĵ�һ����һ�������˿ɴ�ӡ���Ϳ���ͨ���Ż�������Ҫ�������� (��������ǰ����̬���������ݻ��ͺϽ�ɷֵ���������) ��ȷ�����������ض����ղ�������ѡ���⣬���ڿɴ�ӡ�������ڽ����Ż�ʱ����ͼ6��ʾ�Ա߽�λ���еIJ�ȷ���Խ�����������Ҫ�ģ����ҿ����ṩ��������Ч�IJ�ȷ����������ϰ�Ľ�һ�����룬�Ի����ض�����Ȥ���Ը����Ͻ�Ŀɴ�ӡ��ͼ�еķ����Ӱ����ִ�С�
������Դ��Assessing printability maps in additive manufacturing of metal alloys��Acta Materialia��Volume 176, 1 September 2019, Pages 199-210��https://doi.org/10.1016/j.actamat.2019.07.005
�ο����ϣ�
1.Predictive process mapping for laser powder bed fusion: A review of existing analytical solutions, Current Opinion in Solid State and Materials Science��Volume 26, Issue 6, December 2022, 101024,
https://doi.org/10.1016/j.cossms.2022.101024
2. In-situ alloyed CoCrFeMnNi high entropy alloy: Microstructural development in laser powder bed fusion��Journal of Materials Science & Technology��Volume 123, 1 October 2022, Pages 123-135��
https://doi.org/10.1016/j.jmst.2021.11.083��
(���α༭��admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У����������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ�ȵ�����
- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


