金属合金增材制造中的可打印性图的评估
时间:2022-12-27 09:22 来源:长三角G60激光联盟 作者:admin 阅读:次
导读:本文介绍材料学顶刊《Acta Materialia》:金属&合金增材制造中的可打印性图的评估的相关研究内容。
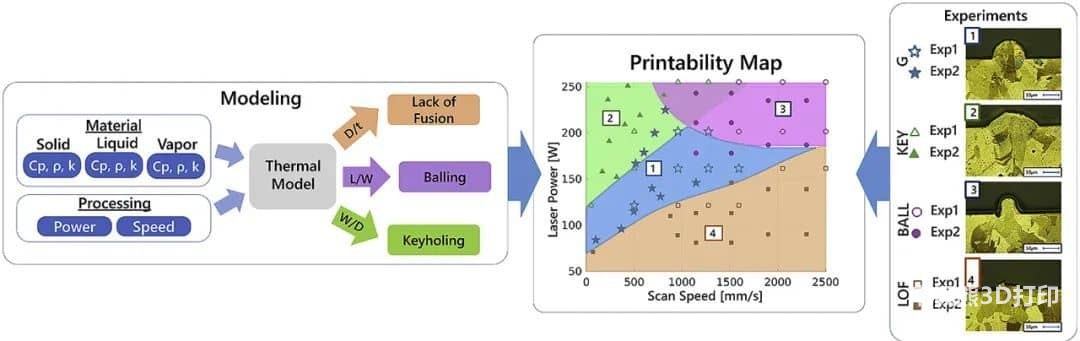
提出了一种方法来预测合金的可打印性,该方法取决于激光粉末床熔融增材制造。工艺空间中与锁孔形成、成球和未熔合相关的区域被认为是熔池几何形状的强函数,依次通过有限元热模型针对激光功率和扫描速度的各种组合进行计算,该模型结合了在形成钥匙孔时从表面加热到体积加热的新型基于汽化的过渡。从有限元模拟中建立的工艺图与Ni-5wt % Nb合金和等原子CoCrFeMnNi高熵合金的实验一致,并表明化学成分对合金可打印性的强烈影响。另一方面,由于这种方法过于简化,发现使用更简单的Eagar-Tsai模型产生的可打印性图与实验不一致。通过在模拟输出上训练的多元高斯过程替代模型的蒙特卡洛采样,可以量化可打印性图中的不确定性。使用所提出的方法生成的可打印性图可用于选择,并且可能用于增材制造的合金设计。
1.引言:
尽管已知基于金属的增材制造 (AM) 的独特功能及其在过去二十年中取得的进步,但要使其完全成熟,还需要弥合巨大的差距。一个主要的障碍是金属AM制造零件的高度可变性,这对关键AM组件的质量鉴定和认证 (Q & C) 提出了严峻的挑战。对Q & C工作的挑战只是因为金属AM只专注于少数几个主要的合金类别,主要集中在钛 (主要是Tie6Ale4V) 、镍 (IN625,IN718),不锈钢 和最初设计成使用AM技术制造的其他合金系统,例如形状记忆合金。
金属AM零件的质量和性能的高度可变性可以归因于使用不同的加工方案、能量源(激光、电子书、电弧等)、原材料等。即使在考虑单一AM技术时:如激光粉末床熔合(L-PBF) -- 来自不同机器的使用的可变性,加工条件的固有变异性,局部热历史的差异,零件的几何形状和原料的形式会产生重大影响。金属AM研究的早期阶段集中于识别机器特定的工艺条件,该工艺条件能够从常规合金原料生产出与铸造或锻造对应的零件相当的性能。金属AM的基本范例正在转向强调控制的范例: 不再需要仅仅匹配传统合金的性能。而是满足特定应用对关键AM组件进行Q & C的性能。因此,加工路线 (AM参数,预处理或后处理) 选择必须确保在可重复的基础上满足零件性能。
原位监测方法已经实现了相当程度的复杂性,这些方法已经超越了熔池动力学的实时测量,以监测能量向材料的传递。原位监测也已开始用作评估AM构建质量的一种方法。这种方法仍然存在相当大的挑战,因为与凝固过程相关的热历史的某些方面 (例如冷却速率,热梯度等) 仍然非常难以测量,尽管在中等凝固速率下的AM过程中已经取得了进展。
能够在实时检测到缺陷形成的开始时调整过程条件的闭环控制系统仍然具有很高的挑战性。然而,一些努力已经尝试使用较低分辨率,较低温度的成像技术作为监控AM过程的策略。这些技术可用于控制较长范围的物理现象 (例如残余应力),但是它们捕获的热梯度的时间和长度尺度太慢且数据量太大,无法提供足够的数据来控制极快的现象 (例如熔池不稳定性)。除了视觉成像外,声学信号分析还显示出检测钥匙孔和裂纹形成的一些潜力。监测技术的进一步发展最终将导致对AM工艺的更好控制,特别是考虑到大多数金属AM原料对AM工艺条件的变化具有相当大的敏感性。
从材料的角度来看,公认的发展程度较低,但可以说更有希望的前进道路是首先设计对AM加工条件变化不太敏感的合金。从这种以材料为中心的观点来看问题,不可避免地会导致对材料的 “可打印性” 的考虑,以及随后如何定义这种度量的问题。
在本文中,我们提出了一种可打印性度量,该度量定义为激光粉末床融合 (L-PBF) 金属AM工艺的工艺参数空间中的 (超) 体积。具体来说,我们试图识别与无主要缺陷的构建相关的激光功率与扫描速度空间中的区域,将我们的分析限制在单道上。我们通过首先使用COMSOL Multiphysics中的有限元方法对熔池尺寸进行预测,以与合金无关的方式,根据熔池的几何形状来定义该可行性区域®传热模块。热模型包括与相相关的热物理性质,用于近似传热和传质现象,例如熔化,凝固,汽化和小孔形成。通过将热物理性质的最佳估计值与高保真热模型相结合,我们预测了两种合金的可打印性图: Ni-5wt% Nb (NiNb) 合金作为IN718的二元代理,以及原型等原子CoCrFeMnNi高entroy合金 (HEA)。通过实验将预测的可打印性图与对过程空间的详尽探索进行比较。还研究了使用简化的热模型的影响以及热物理特性中不确定性的影响。
2.关于金属合金的可打印性
以简化的方式,可以考虑控制给定合金可以打印的程度的两种不同类型的因素: 合金本身的固有特征,例如凝固范围,竞争的二次固相的存在等会影响打印材料的微观结构形态或织构,而诸如工艺条件之类的外部因素会影响所制造零件的整体一致性。AM研究主要集中在寻找这些外在因素的有用组合,例如激光功率和速度,或线性能量密度,这是这两个参数的比率。内在/外在因素不仅受局部加工条件的影响,而且受合金的热力学和热物理特性的影响。可以根据其可打印性来识别合金工艺空间中的可行区域,这可以被认为是合金工艺组合对损害打印完整性的微观/宏观缺陷形成的抵抗力的全局指标。尽管最近在这方面进行了一些努力,但如何正确量化合金工艺组合的可打印性仍然存在问题。
例如,Mukerjee等人确定了不同的无量纲参数,这些参数用于估计合金工艺组合对热诱导零件变形的敏感性,由于不同蒸发引起的成分异质性,以及不完全的层间融合以及由于熔池不完全渗透到先前的层中而导致的孔隙率。这些可打印性指标是由材料特性 (如熔点、沸点、热扩散率、热容等) 、工艺条件 (如线性能量密度) 以及熔池特性 (宽度、深度、体积、面积),从而提供了一种评估工艺条件对特定合金配方的影响的方法。
Mukherjee等人使用其可打印性标准。研究了AM (IN718,SS316,Ti64)中使用的一些最常见的金属合金,发现其可打印性指标与诸如热变形等不同类型问题的存在之间存在一些相关性,对于三种不同的加工条件,孔隙率或缺乏成分控制 (由于不同的蒸发)。这种方法对于逐点评估可打印性很有用,但是它不能表征合金在激光功率和扫描速度的所有组合中的整体可打印性。因此,它不能考虑诸如过程可变性之类的问题。在一项相关的 (较早的) 工作中,Juechter等人研究了选择性电子束熔化 (SEBM) 的处理空间,其目标是识别扫描速度和线性能量密度的组合,该组合导致最小的孔隙率和由于差分蒸发而减少的成分变化。通过现场热监测和制造后表征的结合,Scime和Beuth 最近开发了一种将熔池缺陷映射到激光功率和扫描速度的方法,并将此类缺陷的发生率与熔池几何形状的主要特征相关联。
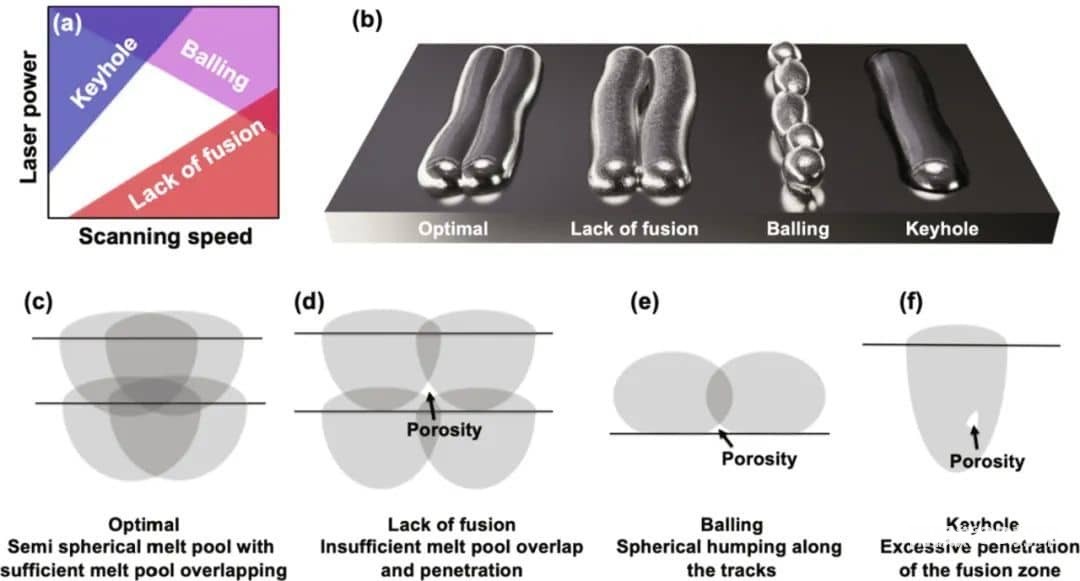
最终在AM期间凝固结构的质量取决于熔池的特性,因此可以合理地预期,基于熔池几何形状的标准可用于建立熔池相关缺陷的阈值,如未熔合、球化和锁孔形成,这是LPBF中一些最主要的缺陷模式。当入射能量不足以将基板熔化到相当大的深度时,就会发生熔合不足,这可能导致在构建部件内产生大的和/或非常尖锐的空隙。球形是由熔体池的毛细管驱动的不稳定性引起的凝固轨道的大小和形状的周期性振荡,这种振荡导致表面变化,从而影响后续层加工过程中的粉末扩散,并导致空隙形成。键槽是由于直接在激光下的强烈汽化产生的反冲压力而在熔池表面形成凹陷。起球的标准可以根据焊接和激光加工中使用的标准来构建。通过比较熔池深度和粉末层厚度,可以确定熔池缺乏阈值,而通过考虑熔池的长宽比,可以考虑关键孔形成的开始。
从可行的过程空间中消除超出上述标准的既定阈值的过程参数组合,并将剩余区域视为可打印区域或可打印性图。该剩余区域/体积的尺寸和形状可以用作设计适用于AM的合金的标准。在这种情况下,较大的预测成功构建区域表明某些感兴趣的合金对工艺参数的变化不敏感。这种方法可能非常重要,因为它暗示了在实验活动开始之前以及在每次昂贵的合成和表征迭代期间建立给定合金的可打印性图的可能性。
除了可打印区域的基于尺寸的设计度量之外,在离该可打印区域边界最远的点选择工艺条件 (即稳健设计) 提供了最大限度的保护,使其免受机器加工条件固有的可变性 。不是消除或减少可变性,而是将感兴趣的设计参数引导到可变性对构建的成功结果影响较小的区域。机器参数 (例如激光功率和扫描速度) 的可变性可以通过基于预测或测量的不确定性的恒定值偏移直接纳入边界。通过使用基于替代模型的不确定性量化来实现热物理特性中的不确定性。
在这项工作中,我们探索了通过将高保真热模型与两种不同合金系统的热物理性能值的最佳估计相结合而构建的基于熔池几何的标准的使用。选择Ni-5wt % 的Nb二元合金,因为它可以被认为是IN718的替代,特别是关于Nb偏析成树枝状区域。由于少量的Nb,预计该合金的热物理性质与Ni的热物理性质相对接近,因此预计这些性质的值的不确定性将较小。另一方面,选择了CoCrFeMnNi高熵合金,因为HEAs由于其相稳定性特性di.e.凝固时次级固相竞争的减少和扩散动力学的显着降低可能成为金属AM的非常重要的原料。



第二个实验 (图3和6中的Exp2) 打印在Ni-5wt % Nb的基板上,该基板本身被打印并且随后在1100 + C下均化1小时,然后风冷),以消除其AM微观结构,以便更容易看到单轨熔池。这些轨道的长度是10毫米的,轨道之间的间距为1毫米。使用电火花加工 (EDM) 对单个轨道的横截面进行线切割。将样品抛光至0.25毫米,然后在胶体二氧化硅中振动抛光。
3. 结果和讨论
在增材制造中,与其他制造技术一样,对加工材料的可行条件的理解是极其重要的。本节介绍并讨论从上述方法预测Ni-5wt的可打印性。%Nb和CoCrFeMnNi HEA,并将得到的图谱与作为本工作一部分进行的这些合金的工艺参数空间的系统实验研究进行了比较。重要的是要强调的是,过程参数空间的实验研究没有以任何方式用于拟合计算方法中使用的材料特性或模型参数或预测的可打印性图的后续构造。
通过将可打印性标准应用于本文开发的有限元模型的熔池尺寸预测,构造了下图中标记为有限元的地图。将相同的标准应用于Eagar-Tsai熔池尺寸预测以进行比较。通过上述标准标识的每个过程参数区域的代表性熔池形态的横截面图像也显示在每组地图旁边的这些图中。观察到的每个实验轨迹的形态都由不同颜色和形状的标记指示。
在对每种合金的预测和实验进行比较之后,分析了根据3.3.3中讨论的方法确定的有限元模型关键参数的边界不确定性图。每个图中的边界宽度的比较表明了每个热物理参数的相对重要性,并确定了有限元模型及其假设的潜在改进来源。
3.1 Ni-5wt % Nb合金的可打印性图
图3.预测Ni-5wt % Nb合金的熔池形态区域的可打印性图。使用基于FE的熔体池在不同加工条件下的几何特征预测来确定顶部可打印性图。根据上述标准,在预期的主要缺陷类型 (或不存在缺陷) 之后标记不同的区域。在低功率和 (通常) 高速下,很明显,主要缺陷是缺乏融合 (浅棕色/橙色)。在相对较低的扫描速度和高功率下,预测的主要缺陷是keyhosing (绿色)。另一方面,在处理空间的高扫描速度-高功率区域中,由于熔池基于毛细管的不稳定性,主要缺陷是成球 (洋红色)。因此,功率扫描速度空间中的所谓可打印区域 (蓝色) 是从功率扫描速度空间中减去这三个容易出现缺陷的区域而产生的。从图中可以明显看出,在这项工作中研究的Ni-5wt % Nb合金的预测和实际测量的可打印性图之间总体上存在可接受的一致性水平,其中大多数实验点都落在正确的预测区域内。但是,在钥匙孔和球形边界附近也有一些例外。实验观察到的锁孔和优质熔池结果之间有清晰的界限,但预测边界的斜率太水平。有限元模型也将两个实验观察到的球形条件错误地分类为可打印的。锁孔和球形边界附近的这些错误分类可能是由于缺乏自由表面流体流动模型,该模型可以更准确地预测激光穿透,粘度和表面张力效应,这在键槽和球形现象中很重要。
除了对Ni-5wt.% Nb可打印性图的模型和总体实验结果进行比较之外,我们还注意到,在Ni5wt.% Nb图中的钥匙孔和球形边界附近的两组实验观察值之间也存在较小的分歧。最明显的差异是在Exp1数据集 (空心标记,图3) 中观察到良好的单轨比具有球形形态的两条单轨更高的激光功率和相似的扫描速度 (P/200W,v/1275毫米 = s) (P/178W,exp2数据集中的v¼ 1154毫米 = s和p?178W,v¼ 1515毫米 = s) (固体标记,图3)。在增材制造中,与其他制造技术一样,对加工材料的可行条件的理解是极其重要的。本节介绍并讨论从上述方法预测Ni-5wt的可打印性。%Nb和CoCrFeMnNi HEA,并将得到的图谱与作为本工作一部分进行的这些合金的工艺参数空间的系统实验研究进行了比较。
与有限元热模型相反,Eagar-Tsai模型在这些可打印性标准下几乎没有预测能力。它大大高估了缺失区域的大小,并且无法完全识别钥匙孔和球形区域。这种基于Eagar-Tsai的可打印性图的无信息性是由于模型本身的两个关键简化假设: i) 恒定的热物理性质和ii) 在所有处理条件下的仅表面能量沉积。这些假设使模型无法捕获相变现象以及在键槽过程中向激光穿透的过渡。结果是无法预测对熔池稳定性和本文使用的可打印性标准如此关键的熔池长宽比的急剧变化。这也使得Eagar-Tsai模型很难在整个参数空间上同时校准到深度和宽度;
在图4中的预测-实际曲线中可以看到一个问题。在图4中可以观察到Eagar-Tsai (ET) 和相对于实验的有限元热模型的性能的进一步检验,这表明,对于这组材料参数,ET模型高估了熔池宽度,低估了熔池深度。由于该模型假定恒定的热物理性质 (r,Cp,k),因此对其中任何一个的更改将均匀地影响熔池的尺寸,并且对宽度进行校准将最终使深度预测进一步误入歧途。一次更改多种热物理特性可提供更大的灵活性,但效果仍然有限。相比之下,有限元模型具有与相相关的热物理特性,并包括其他传热考虑因素,例如从表面加热到体积加热的过渡,如方法论部分所述。这允许在更广泛的过程参数空间范围内进行更精确的预测,并导致更好的宽度预测和与深度测量的非常好的一致性,也可以在图4中看到。
虽然到目前为止给出的结果表明预测的可打印性区域和独立的实验确定的熔池几何图之间有很好的一致性,但可以通过将这些结果与Scime和Beuth [25] 的结果进行比较来进一步验证所提出的框架。Scime和Beuth的动机是开发一个框架,用于识别L-PBF处理的因科镍合金718中的熔池特征指示违法形成。他们使用原位热监测与制造后表征相结合,以建立工艺条件和熔池特性之间的关系 (通过机器学习)。值得注意的是,他们确定了与当前工作中使用的特性完全相同的特性 (球形,缺乏融合,锁孔形成),并独立得出了构建预测的可打印性图的结果。通过比较图3和5,可以看出,预测的Ni-5wt.% Nb可打印性图与由Scime和Beuth [25] 确定的可打印性图之间的一致性非常好,显示出相同的拓扑结构,甚至就可行的实际位置呈现合理的定量一致性,键槽,缺乏融合和球形区域。与来自不同研究小组和l-pbf系统 (EOS M290) 的实验结果达成的协议突出了本文计算方法的通用性。理想情况下,采用参考文献中描述的实验方法。[25] 可以与该框架的计算方法相结合,创建单个协同工作流程,以迭代优化可打印性。现有合金的实验过程表征将为该计算框架提供信息,然后将其用于搜索有希望的合金修改,以在设计过程的下一次迭代测试一下。

提出了一种方法来预测合金的可打印性,该方法取决于激光粉末床熔融增材制造。工艺空间中与锁孔形成、成球和未熔合相关的区域被认为是熔池几何形状的强函数,依次通过有限元热模型针对激光功率和扫描速度的各种组合进行计算,该模型结合了在形成钥匙孔时从表面加热到体积加热的新型基于汽化的过渡。从有限元模拟中建立的工艺图与Ni-5wt % Nb合金和等原子CoCrFeMnNi高熵合金的实验一致,并表明化学成分对合金可打印性的强烈影响。另一方面,由于这种方法过于简化,发现使用更简单的Eagar-Tsai模型产生的可打印性图与实验不一致。通过在模拟输出上训练的多元高斯过程替代模型的蒙特卡洛采样,可以量化可打印性图中的不确定性。使用所提出的方法生成的可打印性图可用于选择,并且可能用于增材制造的合金设计。
成果的Graphical abstract
1.引言:
尽管已知基于金属的增材制造 (AM) 的独特功能及其在过去二十年中取得的进步,但要使其完全成熟,还需要弥合巨大的差距。一个主要的障碍是金属AM制造零件的高度可变性,这对关键AM组件的质量鉴定和认证 (Q & C) 提出了严峻的挑战。对Q & C工作的挑战只是因为金属AM只专注于少数几个主要的合金类别,主要集中在钛 (主要是Tie6Ale4V) 、镍 (IN625,IN718),不锈钢 和最初设计成使用AM技术制造的其他合金系统,例如形状记忆合金。
金属AM零件的质量和性能的高度可变性可以归因于使用不同的加工方案、能量源(激光、电子书、电弧等)、原材料等。即使在考虑单一AM技术时:如激光粉末床熔合(L-PBF) -- 来自不同机器的使用的可变性,加工条件的固有变异性,局部热历史的差异,零件的几何形状和原料的形式会产生重大影响。金属AM研究的早期阶段集中于识别机器特定的工艺条件,该工艺条件能够从常规合金原料生产出与铸造或锻造对应的零件相当的性能。金属AM的基本范例正在转向强调控制的范例: 不再需要仅仅匹配传统合金的性能。而是满足特定应用对关键AM组件进行Q & C的性能。因此,加工路线 (AM参数,预处理或后处理) 选择必须确保在可重复的基础上满足零件性能。
原位监测方法已经实现了相当程度的复杂性,这些方法已经超越了熔池动力学的实时测量,以监测能量向材料的传递。原位监测也已开始用作评估AM构建质量的一种方法。这种方法仍然存在相当大的挑战,因为与凝固过程相关的热历史的某些方面 (例如冷却速率,热梯度等) 仍然非常难以测量,尽管在中等凝固速率下的AM过程中已经取得了进展。
能够在实时检测到缺陷形成的开始时调整过程条件的闭环控制系统仍然具有很高的挑战性。然而,一些努力已经尝试使用较低分辨率,较低温度的成像技术作为监控AM过程的策略。这些技术可用于控制较长范围的物理现象 (例如残余应力),但是它们捕获的热梯度的时间和长度尺度太慢且数据量太大,无法提供足够的数据来控制极快的现象 (例如熔池不稳定性)。除了视觉成像外,声学信号分析还显示出检测钥匙孔和裂纹形成的一些潜力。监测技术的进一步发展最终将导致对AM工艺的更好控制,特别是考虑到大多数金属AM原料对AM工艺条件的变化具有相当大的敏感性。
从材料的角度来看,公认的发展程度较低,但可以说更有希望的前进道路是首先设计对AM加工条件变化不太敏感的合金。从这种以材料为中心的观点来看问题,不可避免地会导致对材料的 “可打印性” 的考虑,以及随后如何定义这种度量的问题。
在本文中,我们提出了一种可打印性度量,该度量定义为激光粉末床融合 (L-PBF) 金属AM工艺的工艺参数空间中的 (超) 体积。具体来说,我们试图识别与无主要缺陷的构建相关的激光功率与扫描速度空间中的区域,将我们的分析限制在单道上。我们通过首先使用COMSOL Multiphysics中的有限元方法对熔池尺寸进行预测,以与合金无关的方式,根据熔池的几何形状来定义该可行性区域®传热模块。热模型包括与相相关的热物理性质,用于近似传热和传质现象,例如熔化,凝固,汽化和小孔形成。通过将热物理性质的最佳估计值与高保真热模型相结合,我们预测了两种合金的可打印性图: Ni-5wt% Nb (NiNb) 合金作为IN718的二元代理,以及原型等原子CoCrFeMnNi高entroy合金 (HEA)。通过实验将预测的可打印性图与对过程空间的详尽探索进行比较。还研究了使用简化的热模型的影响以及热物理特性中不确定性的影响。
2.关于金属合金的可打印性
以简化的方式,可以考虑控制给定合金可以打印的程度的两种不同类型的因素: 合金本身的固有特征,例如凝固范围,竞争的二次固相的存在等会影响打印材料的微观结构形态或织构,而诸如工艺条件之类的外部因素会影响所制造零件的整体一致性。AM研究主要集中在寻找这些外在因素的有用组合,例如激光功率和速度,或线性能量密度,这是这两个参数的比率。内在/外在因素不仅受局部加工条件的影响,而且受合金的热力学和热物理特性的影响。可以根据其可打印性来识别合金工艺空间中的可行区域,这可以被认为是合金工艺组合对损害打印完整性的微观/宏观缺陷形成的抵抗力的全局指标。尽管最近在这方面进行了一些努力,但如何正确量化合金工艺组合的可打印性仍然存在问题。
例如,Mukerjee等人确定了不同的无量纲参数,这些参数用于估计合金工艺组合对热诱导零件变形的敏感性,由于不同蒸发引起的成分异质性,以及不完全的层间融合以及由于熔池不完全渗透到先前的层中而导致的孔隙率。这些可打印性指标是由材料特性 (如熔点、沸点、热扩散率、热容等) 、工艺条件 (如线性能量密度) 以及熔池特性 (宽度、深度、体积、面积),从而提供了一种评估工艺条件对特定合金配方的影响的方法。
Mukherjee等人使用其可打印性标准。研究了AM (IN718,SS316,Ti64)中使用的一些最常见的金属合金,发现其可打印性指标与诸如热变形等不同类型问题的存在之间存在一些相关性,对于三种不同的加工条件,孔隙率或缺乏成分控制 (由于不同的蒸发)。这种方法对于逐点评估可打印性很有用,但是它不能表征合金在激光功率和扫描速度的所有组合中的整体可打印性。因此,它不能考虑诸如过程可变性之类的问题。在一项相关的 (较早的) 工作中,Juechter等人研究了选择性电子束熔化 (SEBM) 的处理空间,其目标是识别扫描速度和线性能量密度的组合,该组合导致最小的孔隙率和由于差分蒸发而减少的成分变化。通过现场热监测和制造后表征的结合,Scime和Beuth 最近开发了一种将熔池缺陷映射到激光功率和扫描速度的方法,并将此类缺陷的发生率与熔池几何形状的主要特征相关联。
最终在AM期间凝固结构的质量取决于熔池的特性,因此可以合理地预期,基于熔池几何形状的标准可用于建立熔池相关缺陷的阈值,如未熔合、球化和锁孔形成,这是LPBF中一些最主要的缺陷模式。当入射能量不足以将基板熔化到相当大的深度时,就会发生熔合不足,这可能导致在构建部件内产生大的和/或非常尖锐的空隙。球形是由熔体池的毛细管驱动的不稳定性引起的凝固轨道的大小和形状的周期性振荡,这种振荡导致表面变化,从而影响后续层加工过程中的粉末扩散,并导致空隙形成。键槽是由于直接在激光下的强烈汽化产生的反冲压力而在熔池表面形成凹陷。起球的标准可以根据焊接和激光加工中使用的标准来构建。通过比较熔池深度和粉末层厚度,可以确定熔池缺乏阈值,而通过考虑熔池的长宽比,可以考虑关键孔形成的开始。
从可行的过程空间中消除超出上述标准的既定阈值的过程参数组合,并将剩余区域视为可打印区域或可打印性图。该剩余区域/体积的尺寸和形状可以用作设计适用于AM的合金的标准。在这种情况下,较大的预测成功构建区域表明某些感兴趣的合金对工艺参数的变化不敏感。这种方法可能非常重要,因为它暗示了在实验活动开始之前以及在每次昂贵的合成和表征迭代期间建立给定合金的可打印性图的可能性。
除了可打印区域的基于尺寸的设计度量之外,在离该可打印区域边界最远的点选择工艺条件 (即稳健设计) 提供了最大限度的保护,使其免受机器加工条件固有的可变性 。不是消除或减少可变性,而是将感兴趣的设计参数引导到可变性对构建的成功结果影响较小的区域。机器参数 (例如激光功率和扫描速度) 的可变性可以通过基于预测或测量的不确定性的恒定值偏移直接纳入边界。通过使用基于替代模型的不确定性量化来实现热物理特性中的不确定性。
在这项工作中,我们探索了通过将高保真热模型与两种不同合金系统的热物理性能值的最佳估计相结合而构建的基于熔池几何的标准的使用。选择Ni-5wt % 的Nb二元合金,因为它可以被认为是IN718的替代,特别是关于Nb偏析成树枝状区域。由于少量的Nb,预计该合金的热物理性质与Ni的热物理性质相对接近,因此预计这些性质的值的不确定性将较小。另一方面,选择了CoCrFeMnNi高熵合金,因为HEAs由于其相稳定性特性di.e.凝固时次级固相竞争的减少和扩散动力学的显着降低可能成为金属AM的非常重要的原料。
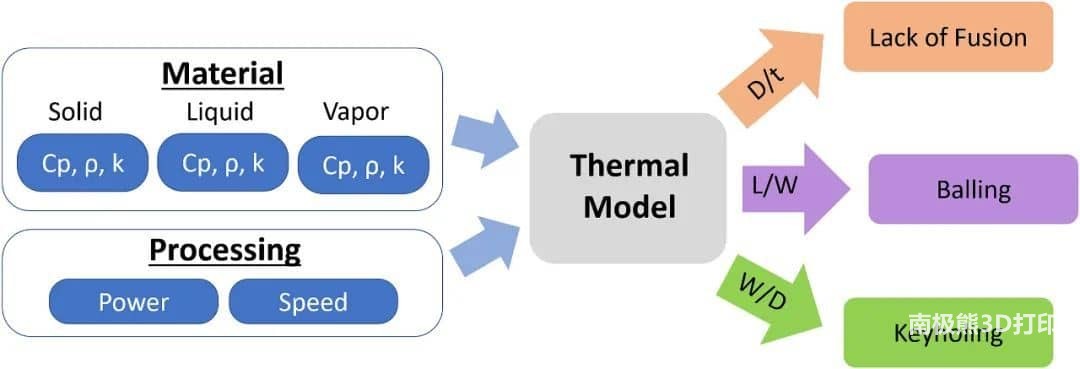
图1 本文中所用到的测试可打印性的总括图
图1-0 输入参数-打印、分析总图
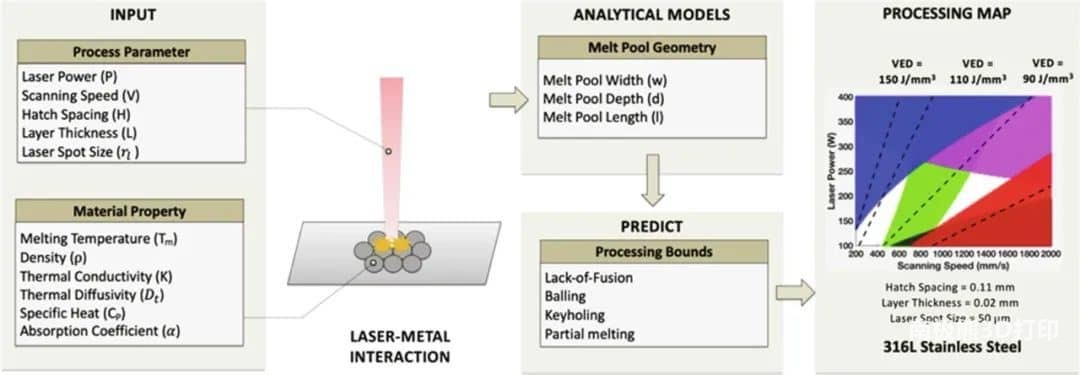
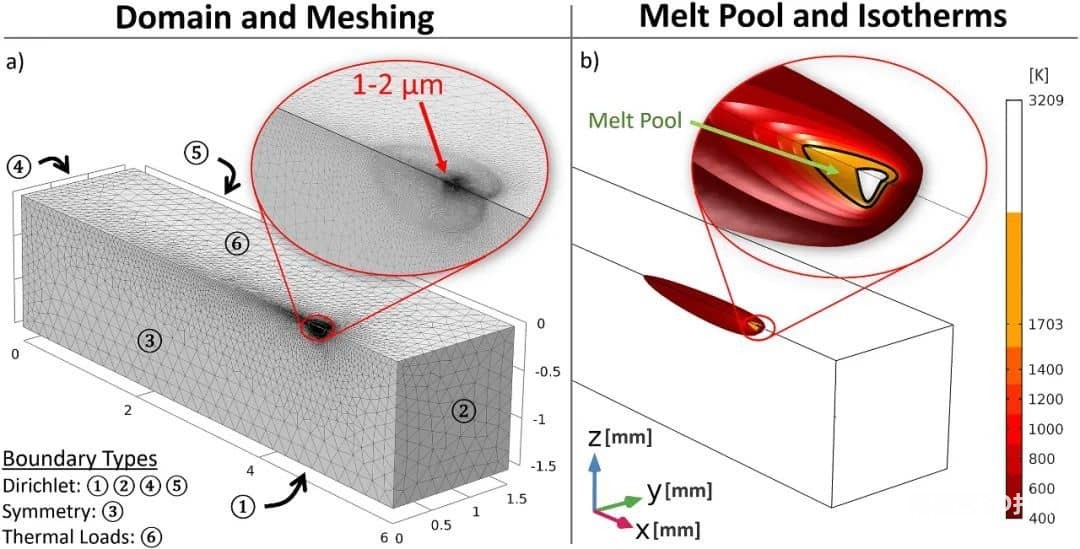
图2 使用有限元进行模拟的示意图
图2-0 不同手段用于熔池的测量分析: (a) 原位X射线影像技术;in situ
synchrotron x-ray imaging; (b)原为红外热成像技术 in situ infrared thermal imaging
at two different temperature ranges; (c) FEM为基础的模拟; (d) 光学金相分析技术
图3.预测Ni-5wt % Nb合金熔池形态区域的可打印性图。预测区域如下: 质量良好
(蓝色,G),键槽 (绿色,键),球 (紫色,球) 和缺乏融合
(橙色,LOF)。在整个过程参数空间中,通过遵循与预测区域相同的配色方案的不同形状的标记来指示实验观察到的形态。空心和填充标记分别指示数据是来自Exp1还是Exp2。在右侧可以看到每个区域的四个代表性熔池横截面。在这种情况下,由于恒定的材料特性和对相变效应的忽视,Eagar-Tsai的预测基本上没有信息。
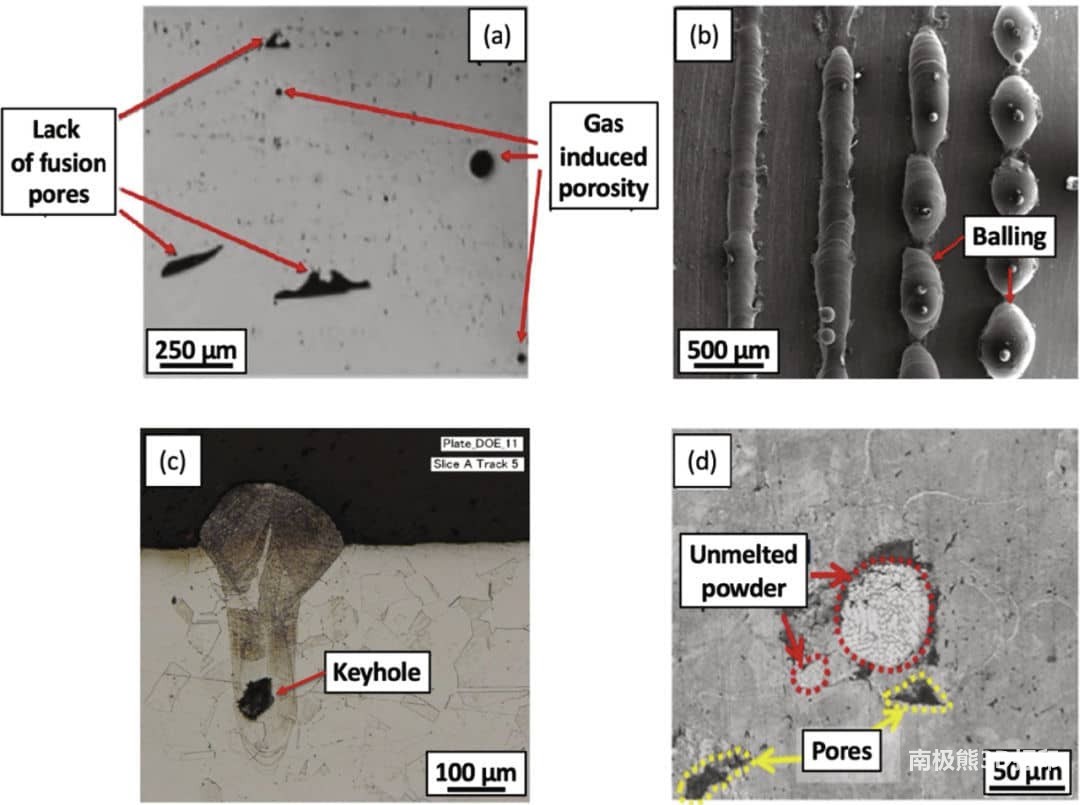
图3-0 不同参数下得到的横截面示意图
图3-1 不同参数下得到的缺陷结果: (a) 未熔合;(b) 球化;(c) 匙孔和(d) 未熔化的粉末颗粒
图4 使用有限元和Eagar-Tsai模型预测的得到的Ni-5wt.%Nb合金的熔池深度和宽度
第二个实验 (图3和6中的Exp2) 打印在Ni-5wt % Nb的基板上,该基板本身被打印并且随后在1100 + C下均化1小时,然后风冷),以消除其AM微观结构,以便更容易看到单轨熔池。这些轨道的长度是10毫米的,轨道之间的间距为1毫米。使用电火花加工 (EDM) 对单个轨道的横截面进行线切割。将样品抛光至0.25毫米,然后在胶体二氧化硅中振动抛光。
图5 In 718合金的实验所得到的熔池形貌图
3. 结果和讨论
在增材制造中,与其他制造技术一样,对加工材料的可行条件的理解是极其重要的。本节介绍并讨论从上述方法预测Ni-5wt的可打印性。%Nb和CoCrFeMnNi HEA,并将得到的图谱与作为本工作一部分进行的这些合金的工艺参数空间的系统实验研究进行了比较。重要的是要强调的是,过程参数空间的实验研究没有以任何方式用于拟合计算方法中使用的材料特性或模型参数或预测的可打印性图的后续构造。
通过将可打印性标准应用于本文开发的有限元模型的熔池尺寸预测,构造了下图中标记为有限元的地图。将相同的标准应用于Eagar-Tsai熔池尺寸预测以进行比较。通过上述标准标识的每个过程参数区域的代表性熔池形态的横截面图像也显示在每组地图旁边的这些图中。观察到的每个实验轨迹的形态都由不同颜色和形状的标记指示。
在对每种合金的预测和实验进行比较之后,分析了根据3.3.3中讨论的方法确定的有限元模型关键参数的边界不确定性图。每个图中的边界宽度的比较表明了每个热物理参数的相对重要性,并确定了有限元模型及其假设的潜在改进来源。
3.1 Ni-5wt % Nb合金的可打印性图
图3.预测Ni-5wt % Nb合金的熔池形态区域的可打印性图。使用基于FE的熔体池在不同加工条件下的几何特征预测来确定顶部可打印性图。根据上述标准,在预期的主要缺陷类型 (或不存在缺陷) 之后标记不同的区域。在低功率和 (通常) 高速下,很明显,主要缺陷是缺乏融合 (浅棕色/橙色)。在相对较低的扫描速度和高功率下,预测的主要缺陷是keyhosing (绿色)。另一方面,在处理空间的高扫描速度-高功率区域中,由于熔池基于毛细管的不稳定性,主要缺陷是成球 (洋红色)。因此,功率扫描速度空间中的所谓可打印区域 (蓝色) 是从功率扫描速度空间中减去这三个容易出现缺陷的区域而产生的。从图中可以明显看出,在这项工作中研究的Ni-5wt % Nb合金的预测和实际测量的可打印性图之间总体上存在可接受的一致性水平,其中大多数实验点都落在正确的预测区域内。但是,在钥匙孔和球形边界附近也有一些例外。实验观察到的锁孔和优质熔池结果之间有清晰的界限,但预测边界的斜率太水平。有限元模型也将两个实验观察到的球形条件错误地分类为可打印的。锁孔和球形边界附近的这些错误分类可能是由于缺乏自由表面流体流动模型,该模型可以更准确地预测激光穿透,粘度和表面张力效应,这在键槽和球形现象中很重要。
除了对Ni-5wt.% Nb可打印性图的模型和总体实验结果进行比较之外,我们还注意到,在Ni5wt.% Nb图中的钥匙孔和球形边界附近的两组实验观察值之间也存在较小的分歧。最明显的差异是在Exp1数据集 (空心标记,图3) 中观察到良好的单轨比具有球形形态的两条单轨更高的激光功率和相似的扫描速度 (P/200W,v/1275毫米 = s) (P/178W,exp2数据集中的v¼ 1154毫米 = s和p?178W,v¼ 1515毫米 = s) (固体标记,图3)。在增材制造中,与其他制造技术一样,对加工材料的可行条件的理解是极其重要的。本节介绍并讨论从上述方法预测Ni-5wt的可打印性。%Nb和CoCrFeMnNi HEA,并将得到的图谱与作为本工作一部分进行的这些合金的工艺参数空间的系统实验研究进行了比较。
与有限元热模型相反,Eagar-Tsai模型在这些可打印性标准下几乎没有预测能力。它大大高估了缺失区域的大小,并且无法完全识别钥匙孔和球形区域。这种基于Eagar-Tsai的可打印性图的无信息性是由于模型本身的两个关键简化假设: i) 恒定的热物理性质和ii) 在所有处理条件下的仅表面能量沉积。这些假设使模型无法捕获相变现象以及在键槽过程中向激光穿透的过渡。结果是无法预测对熔池稳定性和本文使用的可打印性标准如此关键的熔池长宽比的急剧变化。这也使得Eagar-Tsai模型很难在整个参数空间上同时校准到深度和宽度;
在图4中的预测-实际曲线中可以看到一个问题。在图4中可以观察到Eagar-Tsai (ET) 和相对于实验的有限元热模型的性能的进一步检验,这表明,对于这组材料参数,ET模型高估了熔池宽度,低估了熔池深度。由于该模型假定恒定的热物理性质 (r,Cp,k),因此对其中任何一个的更改将均匀地影响熔池的尺寸,并且对宽度进行校准将最终使深度预测进一步误入歧途。一次更改多种热物理特性可提供更大的灵活性,但效果仍然有限。相比之下,有限元模型具有与相相关的热物理特性,并包括其他传热考虑因素,例如从表面加热到体积加热的过渡,如方法论部分所述。这允许在更广泛的过程参数空间范围内进行更精确的预测,并导致更好的宽度预测和与深度测量的非常好的一致性,也可以在图4中看到。
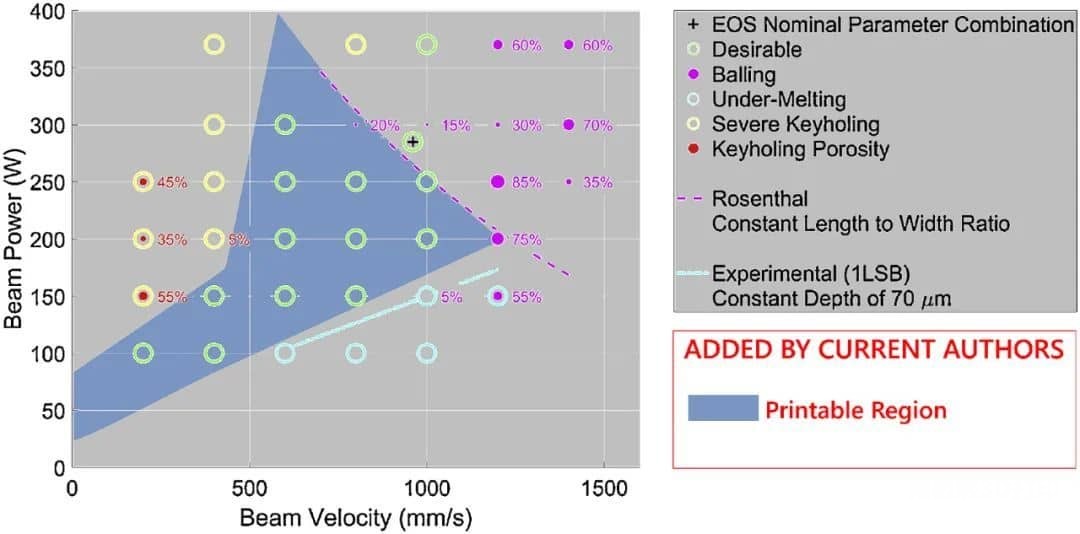
虽然到目前为止给出的结果表明预测的可打印性区域和独立的实验确定的熔池几何图之间有很好的一致性,但可以通过将这些结果与Scime和Beuth [25] 的结果进行比较来进一步验证所提出的框架。Scime和Beuth的动机是开发一个框架,用于识别L-PBF处理的因科镍合金718中的熔池特征指示违法形成。他们使用原位热监测与制造后表征相结合,以建立工艺条件和熔池特性之间的关系 (通过机器学习)。值得注意的是,他们确定了与当前工作中使用的特性完全相同的特性 (球形,缺乏融合,锁孔形成),并独立得出了构建预测的可打印性图的结果。通过比较图3和5,可以看出,预测的Ni-5wt.% Nb可打印性图与由Scime和Beuth [25] 确定的可打印性图之间的一致性非常好,显示出相同的拓扑结构,甚至就可行的实际位置呈现合理的定量一致性,键槽,缺乏融合和球形区域。与来自不同研究小组和l-pbf系统 (EOS M290) 的实验结果达成的协议突出了本文计算方法的通用性。理想情况下,采用参考文献中描述的实验方法。[25] 可以与该框架的计算方法相结合,创建单个协同工作流程,以迭代优化可打印性。现有合金的实验过程表征将为该计算框架提供信息,然后将其用于搜索有希望的合金修改,以在设计过程的下一次迭代测试一下。
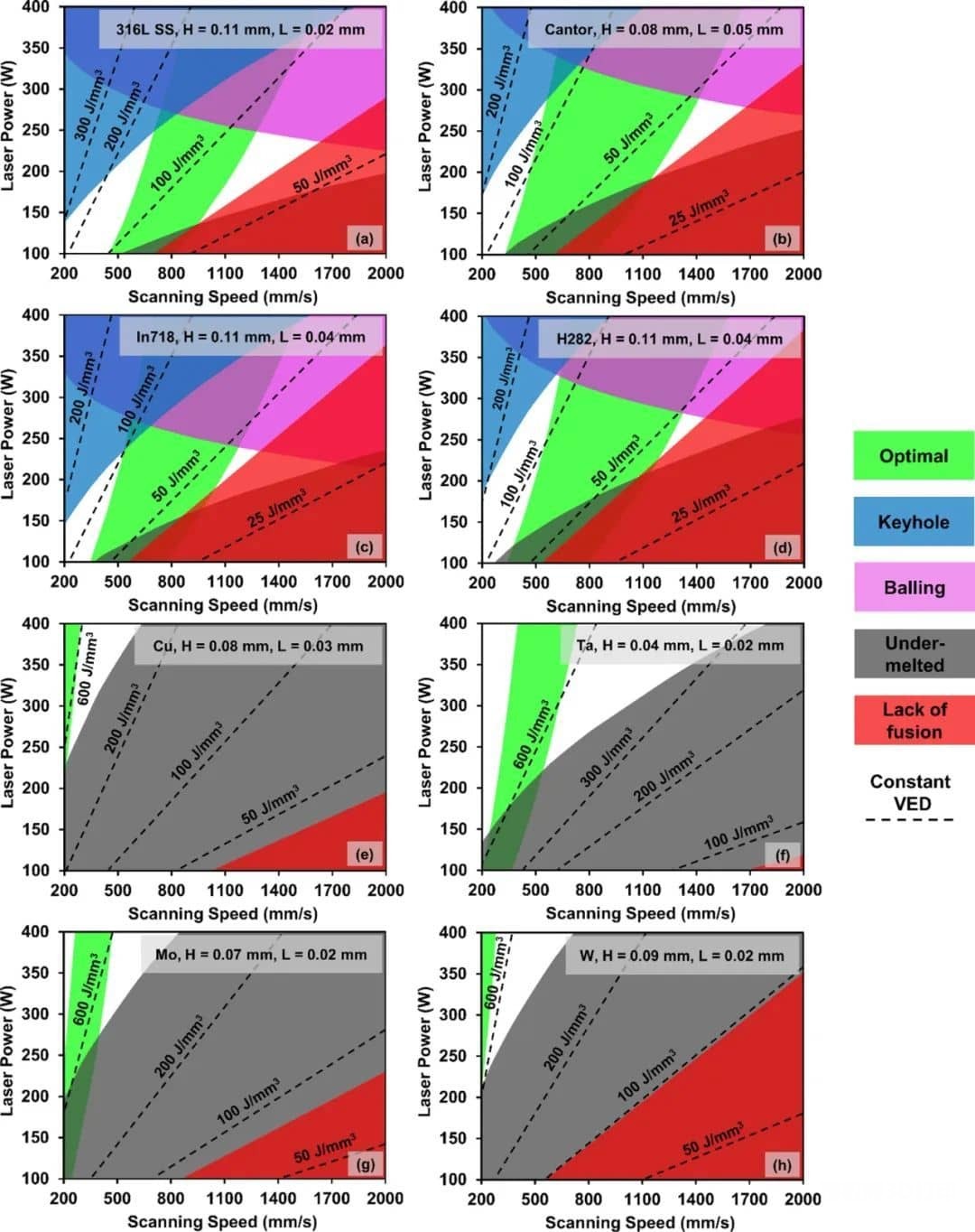
图6 Monte Carlo为基础的不确定扩展所得到的不确定的边界结果
图6-0 不同合金预测得到的结果:(a) 316L 不锈钢;(b) Cantor合金;(c)
Inconel 718合金;(d) Haynes 282合金;(e) 铜; (f) Ta-Mo,Tantalum (g)
Molybdenum,和(h) W(Tungsten)
(责任编辑:admin)

 Fabric8Labs推出AI芯片定
Fabric8Labs推出AI芯片定 Titomic又一合作,将与nuF
Titomic又一合作,将与nuF 荷兰公司将开设3D打印船舶
荷兰公司将开设3D打印船舶 Chicago Additive推出AMOS
Chicago Additive推出AMOS 590MHz带宽+超90%辐射效率
590MHz带宽+超90%辐射效率 威斯康星大学麦迪逊分校工
威斯康星大学麦迪逊分校工最新内容
 突破性生物3D打印
突破性生物3D打印 迪拜LEAP 71公司
迪拜LEAP 71公司 3D生物打印构建内
3D生物打印构建内 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强热点内容


