����������ǿ�������������ĩ�����ڶ�����������죨1��(2)
l ����ճ��ǿ������
�ڶ���Ͻṹ�Ľ��洦�γ�ȱ�ݵĻ��ƿɹ���������������ϵ�ʧ���Լ�LPBF������δ�Ż��Ĵ�ӡ���ղ�����ȫ���˽�LPBF���ն��ڿ��ƶ���Ͻṹ������������Ҫ��
�ṹ������Ӧ��������ʷ��LPBF���ղ��������缤��ʡ�ɨ���ٶȡ�ͼ�����ռ䡢���Ⱥ�ɨ����ԣ������Ӱ�졣Ӧ��ϸѡ�����Ͻṹ���洦���õĹ��ղ����������ᵼ��ȱ�ݲ�����������ǿ�ȡ��Ѿ�Ŭ��ʵ�����ƽ���ȱ�ݵ���Ч�����������Ż����ղ������������ͻ��ͽ�����ơ�
���ھ��и��ӽṹ�����ֲ��ϻ�ɷ��ݶȲ��ϣ�������ͨ����ͳ�Ķ���Դ�ʵ�����Ż�LPBF���ղ���������ɨ����Զ���Ϊ������LPBF�����еĿռ��ƶ�ģʽ��������治ͬ��ɨ�����С�ɨ�跽��ɨ��ʸ�����ȡ�ɨ��ʸ����ת�Ƕȡ����ռ�ȶ��仯�����ڼ�����LPBF�����еĿ����ƶ���ɨ����Ի�Ӱ������ڲ��������������ݶȺ���ȴ���ʣ���Բ���Ӧ�����۽ṹ���ش�Ӱ�졣��ˣ�����ʹ���ʵ���ɨ��������Ż����ֲ���֮�����������������ݶȺ���ȴ���ʣ��Ӷ����Ͳ���Ӧ����ʵ�ֽ��洦����ȱ���۽ṹ��
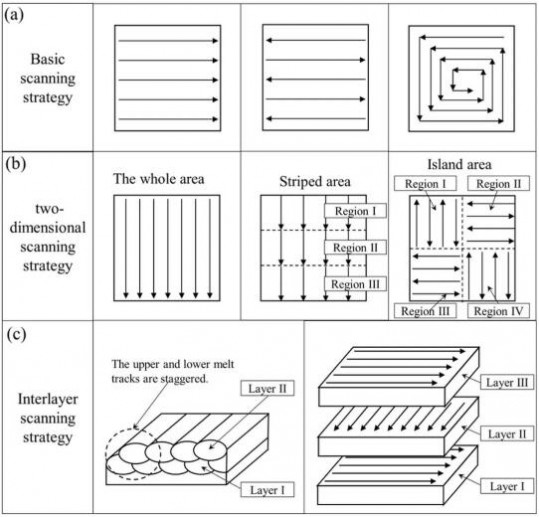
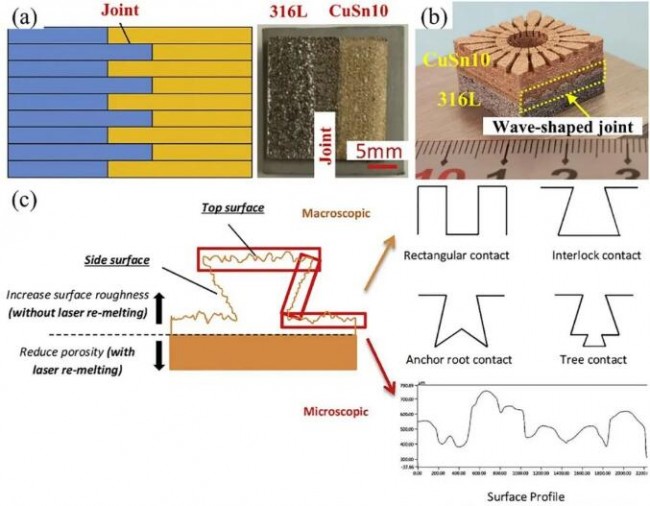
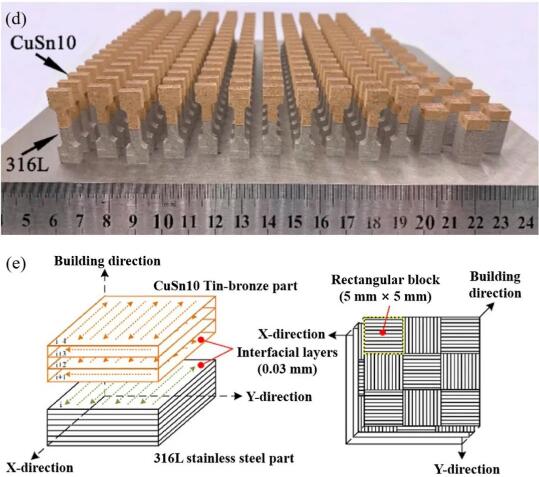 ͼ9 ��a������ɨ����ԣ���b����άɨ����ԣ���c�����ɨ����ԣ���d��CuSn10/316L����Ͻṹ���Լ���e����佻��ɨ����Ժ͵�״ɨ�����ʾ��ͼ��
ͼ9 ��a������ɨ����ԣ���b����άɨ����ԣ���c�����ɨ����ԣ���d��CuSn10/316L����Ͻṹ���Լ���e����佻��ɨ����Ժ͵�״ɨ�����ʾ��ͼ��
���⣬ͨ��ɨ������Ż�����صĴ�ӣ������������ٽ��洦�Ŀ�϶��ͼ9��a�Cc��չʾ��Ӧ����LPBF���յĸ���ɨ����ԣ���������ɨ����ԣ��絥��ɨ�衢˫��ɨ�������ɨ�裩����άɨ����ԣ�����ƽ��ɨ�衢����ɨ��͵�״ɨ�裩�Ͳ��ɨ����ԣ������佻��ɨ�������ɨ�裩���������ز���ɨ����Ե��������ӡ���м��ٵIJ���Ӧ���������ṹ�Ķ���Ͻṹ�Ľ��档Chen��Yang���ˣ�2019�꣩��Chen��Yeng���ˣ�2020�꣩��ϲ�佻��ɨ����Ժ͵�ɨ����Դ�ӡ316L/CuSn10����Ͻṹ�Ľ��棨ͼ9��d���ͣ�e�����������˿������Ͳ���Ӧ���ļ��У��Ӷ��ڽ��洦���������Ľ��ǿ�ȡ�
���۲���ͨ�����ڴ�ӡ�������������ֲ��ϵĽ��棬�����ȥ������Ĥ������ԭ��ˮƽ�ϲ������Ĺ�Һ���档���⣬�������ṩ��������������Դٽ���ĩ���ۻ���Koopmann��Voigt��Niendorf��2019��ͨ�������ڸֲ���մɲ�֮���γ��˾��״���棬�Ӷ���������˸ֺ��մ�֮��Ľ��ǿ�ȣ�ͼ5��e���������ֲ���δ���۵�����·�����ͼ7��f��������316L�����ϳ�����������ʱ����316L�����������Ҳ��������ƵĹ۲�����
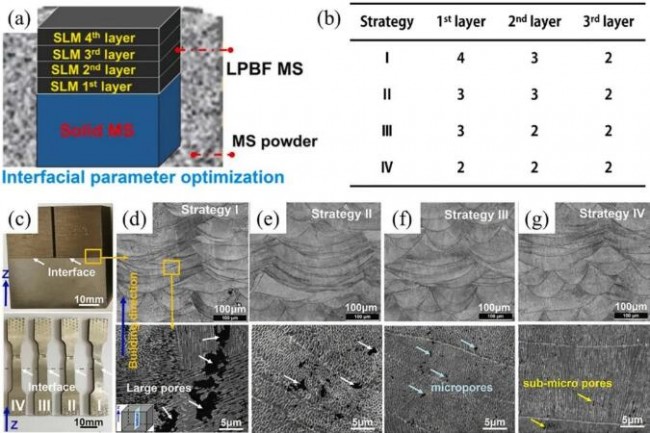 ͼ10 ��״MS/LPBF��ӡMS����������ۻ����ԣ���a��˵��������ǿ���Ե�ʾ��ͼ����b�����ֽ�����ǿ���ԣ���c���������������d������һ����e�����Զ�����f���������ͣ�g�������ġ�
ͼ10 ��״MS/LPBF��ӡMS����������ۻ����ԣ���a��˵��������ǿ���Ե�ʾ��ͼ����b�����ֽ�����ǿ���ԣ���c���������������d������һ����e�����Զ�����f���������ͣ�g�������ġ�
���۲������������ÿ���Ƶ�ʻ�Ӱ������ϵĿɿ��ԡ�Tan��Wang���ˣ�2021���о��������������ԶԿ�״300��������ʱЧ�֣�MS��/LPBF 3D��ӡMS�����۽ṹ��Ӱ�죨ͼ10��a���ͣ�b�������ڿ�״MS�ϵ�MS��ĩ�������������ڼ䣬�Ե�һ��������ʵʩ�������ۻ����ԣ�I��IV����ͼ10��c����ʾ�˵��͵Ŀ�״MS/LPBF��ӡMS����Ͻṹ����������Ʒ�����Թ۲쵽���ѷ�λ�ڿ�״��MS����һ�࣬Զ��LPBF 3D��ӡ��MS���档���Ƿ��֣��ڲ���I��Ʒ�г����˴�����϶��ͼ10��d�������ⱻ��Ϊ�����ڷ������ں�������¶ȼ��ߵ��µIJ��Ϲ�����������������Ƶ�ʵĽ��ͣ�����II��III�еĿ�϶�����ʹ�С���٣�ͼ10��e���ͣ�f����������IV��ֻ�ܹ۲쵽��������϶��ͼ10��g��������ˣ��Գ�ʼ��ӡ������ʵ���������������ǿ����ұ���ϣ����������ۻᵼ�¿�϶ȱ�ݡ�
�ڶ���Ͻṹ����������ֲ��ϵķ�������ֱ�Ӽ��Ϸ����ɷ�ת�������м���ϲ㷨��ֱ�Ӽ��Ϸ�ֱ���ۻ����ֲ��ϣ������Ͼ������Ƶ�������ʱ�����γ�ǿ���档��ͬ����֮��������м���ϲ����Ч������ͬ����֮������/��ѧ���ʵIJ������ԣ��Ӷ��γɼ�����õļ��Ͻ��档���⣬�м���ϲ㷽��ͨ�����ڱ����ڲ�ͬ����֮������к��ࡣ
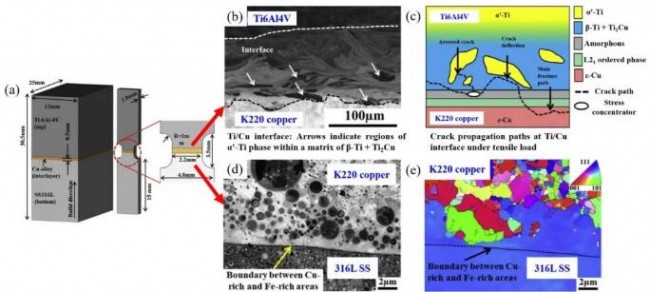 ͼ11 һ��LPBF��ӡ��Ti6Al4V/Hovadur®K220ͭ/316L����ֶ�����������a�������������Ʒʾ��ͼ����b����ɢ�����ͼ��ͣ�c��Ti6Al2V/K220ͭ�����ڵĶ���·��ͼ����d����ɢ�����ͼ��ͣ�e��K220ͭ/316L����ֽ���ķ���ͼ��
ͼ11 һ��LPBF��ӡ��Ti6Al4V/Hovadur®K220ͭ/316L����ֶ�����������a�������������Ʒʾ��ͼ����b����ɢ�����ͼ��ͣ�c��Ti6Al2V/K220ͭ�����ڵĶ���·��ͼ����d����ɢ�����ͼ��ͣ�e��K220ͭ/316L����ֽ���ķ���ͼ��
��/�ֶ���Ͻṹ�����ѺϽ����ʴ�Ժ���Եͳɱ��ֵĸ������ܣ��������ԡ������Ӳ�ȡ����õĿɼӹ��Եȣ���������ϣ��п���Ӧ���ں˵硢�����ͺ��պ��칤ҵ��Ȼ�����ڸֺ���֮���ֱ�Ӽ����п����γ��к���Fe-Ti�����仯���Tey���ˣ�2020�꣩�����Ti6Al4 V/Hovadur®K220ͭ/316L����ֶ���������ʹ��LPBF������K220ͭΪ�м���ϲ㣨ͼ11��a��������Ȼͭ�м���ϲ���Ա�����K220ͭ/316L����ֽ��洦����Fe-Ti�����仯��������Ƿ���Ti6Al4���洦���������к��� V/K220ͭ��ͼ11��b��������L21�����ࡢ�Ǿ����Ti2Cu���ή�Ͷ��������Ļ�еǿ�ȡ�ͼ11��c����ʾ��Ti6Al4���洦�Ķ���·�� V/K220ͭ�� V/K220ͭ��Ʒͨ����ߦ���-Ti��Ľ��������������˽ϸߵĿ���ǿ�ȡ�
���⣬�м������뻹���Խ�����۽ṹ����Ӱ�죬�Ӷ�����ȱ�ݵ��γɲ���߽�����ǿ�ȡ���K220ͭ/316L����ֽ����У���ͭ����Ͳ���ִ��зֱ���ڴ���������ֺ�ͭ��ͼ11��d������������Cu-Feϵͳ�еĻ��ܼ�϶��ɵġ�ͼ11��e����ʾ��K220ͭ/316L����ֽ��洦�IJ�ͬ�۽ṹ������K220ͭ��ľ����Ȳ���ֲ�ľ�����ϸ��
������о�������ԭλ�ϳɵ��м�������߶���Ͻṹ�Ľ�����ǿ�ȡ�
 ͼ12 ��LPBF��ӡ4Cr13 SS/MS����ϻ�Ϲ������γɵ�ԭλ�ϳ��м�㣺��a��SS/MS���ֲ��Ͻṹ�Ľ���OM��̬����b�����淴��ͼ����c��������е�Marangoni�����ͽӺϽ��洦���۽ṹ�ݱ��CFDģ�⣬��d������SS/MS���������Ӳ�ȷֲ����ͣ�e����ʾ����λ�õı�������Ʒ��
ͼ12 ��LPBF��ӡ4Cr13 SS/MS����ϻ�Ϲ������γɵ�ԭλ�ϳ��м�㣺��a��SS/MS���ֲ��Ͻṹ�Ľ���OM��̬����b�����淴��ͼ����c��������е�Marangoni�����ͽӺϽ��洦���۽ṹ�ݱ��CFDģ�⣬��d������SS/MS���������Ӳ�ȷֲ����ͣ�e����ʾ����λ�õı�������Ʒ��
Tan��Zhang���ˣ�2020�꣩�����һ���·�����ͨ��ԭλ�ϳɸ����м������ǿ4Cr13 SS/MS����ϲ����Ľ����ϣ���ͼ12��a����ʾ����SS/MS������Թ۲쵽���ֲ�ͬ�ľ�����̬��LPBF��ӡMS�е�ϸ�����徧���Ϳ�״SS�еĴֵ��ᾧ������ͼ12��b���������Ƿ��֣�MarangoniЧӦͨ�����ʴٽ��˽��洦��Ԫ��Ǩ�ƺ����ɢ��������ԭλ�γɸ�Cr�м�㣬���и�Cr��������ΪMS�ᾧ�ġ����ӡ������ٽ�������ʱЧ�־����������κ˺���������������ͼ12��c���������⣬���洦���̹������������·ֲ���ƫ��Ҳ������ԭλ�γ��м�㡣��Ȥ���ǣ����Ƿ��ָ���Cr��ԭλ�м�������һ���̶��ϻ�������Ӧ�䣬��Ϊ�ڽ��洦���γ�Ӧ��ͱ��Ρ�Ӳ�Ⱥ�������Խ�������������ʱЧ����Ʒ��������ԭλ�ϳɵ��м�������߽�����ǿ�ȣ�ͼ12��d���ͣ�e������ԭλ�ϳ��м����γ������ڱ����ڶ���Ͻṹ���������������м�㣬�Ӷ������������ڲ������ĩ������Ⱦ��
���ڳɷֹ��ɷ��������Դ������гɷ��ݶȵIJ�ͬ����֮��Ĺ����������ͨ�س�Ϊ���ּܷ����ϣ�FGM�����÷�����ʵ�ֶ���Ͻṹ�гɷ֡��۽ṹ�����ܵ��ݶȱ仯�����ɱ�������Ϻ�Ӧ�����е�����ͻ������µ�ȱ���γɡ�Demir��Prevital��2017��������һ�������LPBFƽ̨�����ڲ�ͬԪ�ص�ԭλ�Ͻ��������ϲ��ϣ�ͼ13��������ʵ�����ֲ�ͬ����֮��ɷֵ��仯��
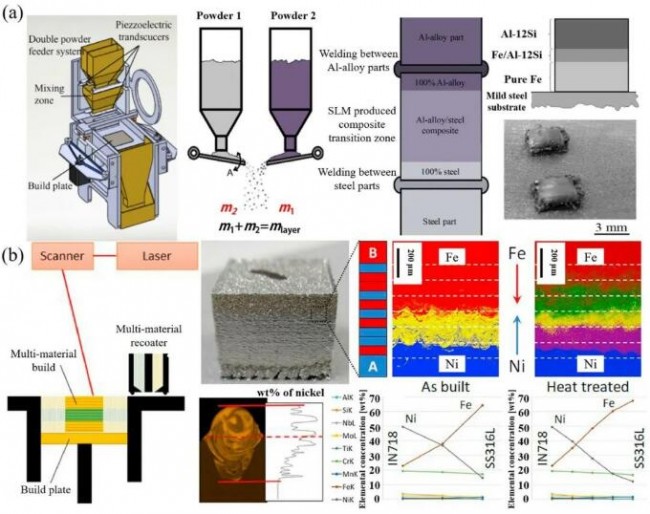 ͼ13 ����Ͻṹ���洦�ijɷֹ���������a����ĩ����ϵͳ����ƺ���ԭ�����Լ�Fe/Al-12Si�Ķ�����������ͣ�b�������LPBFϵͳ��ʾ��ͼ����ϵͳ���������ڶ��ֲ��ϵ�����Ӧ��ĩ��������718/316L�����д�ӡ��������
ͼ13 ����Ͻṹ���洦�ijɷֹ���������a����ĩ����ϵͳ����ƺ���ԭ�����Լ�Fe/Al-12Si�Ķ�����������ͣ�b�������LPBFϵͳ��ʾ��ͼ����ϵͳ���������ڶ��ֲ��ϵ�����Ӧ��ĩ��������718/316L�����д�ӡ��������
��ͼ13��b���У�һ�־�������ķ�ĩ��������ͬ�IJ��н��ж�η�ĩ������������ IN718/316L ����Ͻṹ�����콥���������������ͨ����10���ڽ�����ϳ����������������ȴ�����Ԫ����ɢ��ǿ�����²���ƽ�ȹ��ɣ�Ԫ��Ũ�ȼ��������Ա仯��Ԫ���ڵ����е���ɢ�����ʾ��Marangoni�������������Ե�������̬���������������Ԫ�ش�����ϡ����ַ����Ķ����ŵ��Dz���Ҫ����ķ�ĩ����
�����������߶���Ͻṹ���ǿ�ȵ���һ����Ч������
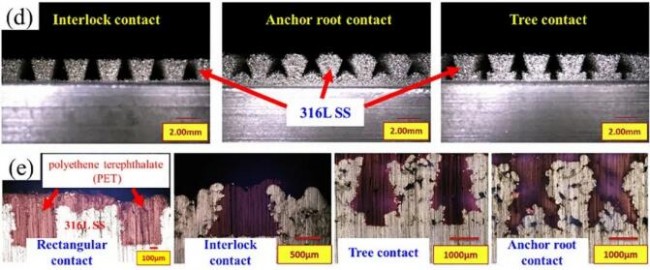 ͼ14 ����Ͻṹ�������ͷ��ơ�
ͼ14 ����Ͻṹ�������ͷ��ơ�
ͼ14��a����ʾ��Ϊ316L/CuSn10����Ͻṹ������Ƶġ���ָ���桱��ͷ�ṹ�������ϵ���ǿ�������ڽ��洦�����е�����ṹ�����⣬��ͬ����֮��Ӵ����������Ҳ�ٽ��˲��ϵĻ�ϣ��������ڲ�ͬ���ϵ����ɣ��Ӷ����ٽ��洦���ϱ仯������ȱ�ݡ����Ƶأ�ͨ����ƽ���IJ��ν�ͷ�ṹ��ͼ14��b��������ӡ������ǿұ���ϵĸ�/ͭ��Ƭ������Դٽ���ͬ���ϵ�Ԫ����ɢ��Ȼ�������ڽ���/������ṹ�����ڽ����������֮���ԭ�ӽṹ��ͬ��Ԥ�ȴ����ı���ṹ����������ͨ����е�����������ǿ�ȡ�Chueh��Wei���ˣ�2020�꣩Ϊ����/�ۺ������Ͻṹ�Ľ���������������͵Ľ�ͷ�ṹ����������ê��������״�Ӵ���ͼ14��c���������ȣ���316L����ֵĺ�ۻ�е�����ṹ��ӡ��316L�����ϣ�Ȼ����ѹ��ѹ�������ھۺ�������Ԥ��ӡ��316L����������ṹ�У�����߽��������ǿ�ȣ�ͼ14��d����������/�ۺ�����滥���ṹ��ʾ�����õ�����ê��ЧӦ��ϣ����½����;ۺ���֮��ĸ߽��ǿ�ȣ�ͼ14��e������
��֮����LPBF��ӡ�Ķ���Ͻṹ�У��������������ȿ��ǵġ�LPBF�Ķ��ֲ������Ͱ�������/����������/�ۺ������/�����ͽ���/�մɣ����DZ��ֳ���ͬ�Ľ����γɺͼ��ϻ��ơ�Ŀǰ�������ϵ���Чǿ�������������湤�ղ������Ż����м���ϲ�ͳɷֹ������������Լ�������״�ͳߴ����ơ�����Щ�����У��ɷ�ת��������ڼ��ٽ���ȱ�ݺ�Ӧ�����С�
(���α༭��admin)

��һƪ��M. Holland�������ǵĴ�ͳע�ܳ����û�ʹ��3D��ӡ����
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


