����������ǿ�������������ĩ�����ڶ�����������죨1��
�����ĩ�����ڣ�LPBF����������-3D��ӡ������������и��ӽṹ�;�ϸ���ϲ��ֵĽ�������Ͻṹ����ȡ���˽�չ������������ѧ�ȿ��л������о���Ա�Լ����ĩ�����ڶ���Ͻṹ������������·�չ��չ������ȫ��عˣ��������������Ժ�ǿ���������ؼ����������DZ��Ӧ�õȣ����Ը�����δ���о����������չ����
��������ԡ�Recent progress on additive manufacturing of multi-material structures with laser powder bed fusion��Ϊ�⣬������Virtual and Physical Prototyping �ڿ������ڹ�.ר������ϸ����ģ�����LPBF ������������췢չ�ſ��Լ�����������ǿ���������н����
 ԭ�����ӣ�https://doi.org/10.1080/17452759.2022.2028343
ԭ�����ӣ�https://doi.org/10.1080/17452759.2022.2028343
![]() �����LPBF�������췢չ�ſ�
�����LPBF�������췢չ�ſ�
��������������������ֲ��Ķ��ֲ�����ɣ����Լ��ɸ��ֲ��ϵĽṹ���ܣ����������Ԥ��λ��ʵ�ֿɶ��Ƶ����ܣ��ֲ���ĥ�ԡ��ߵ����ԡ������ԡ��ͻ�ѧ��ʴ�Եȣ���
���������һ������е��ض��ֲ�����ʵ�ֱȵ�������������õ����ܡ��ر��ǣ�һЩ��Ʒ����Ҫ��ܺͶ����Ӧ�ԵĶ��ӹ���������ʹ�á����磬IN718/316L����Ͻṹ����ʵ�ָ������Ժ��¿������ԣ��Լ��㹻�ĵ��»�еǿ�Ⱥ����ԣ�����ں��պ���������о�DZ����NiTi/Ti6Al4V����Ͻṹ��������������ҽѧ�ǿ�ֲ������и��Ի�������������൱�ĸն��Լ��������ĥ�Ժ���ʴ�ԡ���ˣ�����Ͻṹ����Ϊ���ô��½ṹ�Ͷ���ϲ��ֵ�������;�������������ƽ��·�������㺽�պ��졢����ҽѧ��������ģ����ҵ��������������
ʹ�ô�ͳ�����켼�������ĩұ�����ơ����ӡ���ѧ�����������ɢ���ӣ�����������и��Ӽ�����״�Ͳ�ͬ�������ͻ�ɷֿɿطֲ��Ķ���Ͻṹ����������(AM)���Ի������ԭ���ṩ��������ɶȺ����츴�����������ԣ��ܹ���ȷ���Ʋ��ϵĿռ�ֲ�������ڶ���Ͻṹ����ƺ������о��кܴ��DZ�����봫ͳ���켼����ȣ���������-3D��ӡ����Ϊ������״���ӵĶ������������ṩ��һ�ָ��ӿɿ��ķ���������������ɱ����ر��ǣ���һ���������˸��߲�ε�������ɣ��ܹ����Ƹ��ӵ���ά�ռ��ڲ��Ϸֲ��ķ����ԺͶ����ԡ���ˣ�����������������ʵ�֡�����ȷ��λ�ô�ӡ��ȷ�IJ��ϡ��͡�Ϊ���صĹ��ܴ�ӡ���صĽṹ����
��������Ͻṹ�ĵ���AM�����Ǽ����ĩ�����ڣ�LPBF���ͼ��ⶨ������������L-DED����
LPBF��AM����Ĺؼ���Ա����ʹ�ø���ǿ�ȼ������ڷ�ĩ����ѡ�����ۻ�������ĩ����L-DED������ȣ�LPBF�����������С�ļ����ߺͽϱ��IJ��ȣ�����������и����Ӻ���ϸ�ṹ�Ķ���Ͻṹ���ù�����Խ��Խ���Ӧ��������ߴ����С��100��m�ĸ��Ӷ���Ͻṹ�����Ƚ������������豸��HIPֲ����鱦��ȼ���ҡ���ĥ���������ߵ����췽����ʾ����DZ����
LPBF �����������Ͻṹ�Ļ�е���ܣ�����ǿ�ȡ�����ǿ�ȵȣ�ȡ���ڽ����ϣ��������ɽ��洦���۽ṹ��ȱ�ݾ�������϶�����Ƶ�ȱ�ݻ���������Ͻṹ�Ľ��ǿ�ȣ������洦ϸ�����۽ṹ����ǿ�����ϡ�
LPBF�Ķ���Ͻṹ��Ҫ����ɢ����Ϻ��ϲ����Ƴɡ�Ȼ����ʹ�ø��ϲ����ڶ��������ڵ�Ԥ��λ�ÿ��Ʋ�ͬ�ɷֵı仯������ս�ԡ�����ɢ����ϵĴ�ӡ�������Ѿ������˴�����Ŭ����Ŀǰ��ʹ��LPBF��ӡ����Ͻṹ��������Ҫ���ԣ���i��LPBF����ֱ���ڻ����Ͻ��У�����ϲ����ɻ���ʹ�ӡ����ɣ���ii��ͨ���ڵ�����ӡ�������ֶ�������һ�ַ�ĩ����ӡ�����������Լ���iii��������LPBF�����ķ�ĩ����ϵͳ�Դ�ӡ�����������ر��ǣ������ֲ�������ϣ��ͨ�����ʵ����һ���ɴ�ӡ���ںͲ�ͬ��֮�侫ȷ��ӡ��ͬ���ϡ�
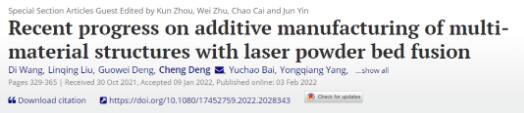
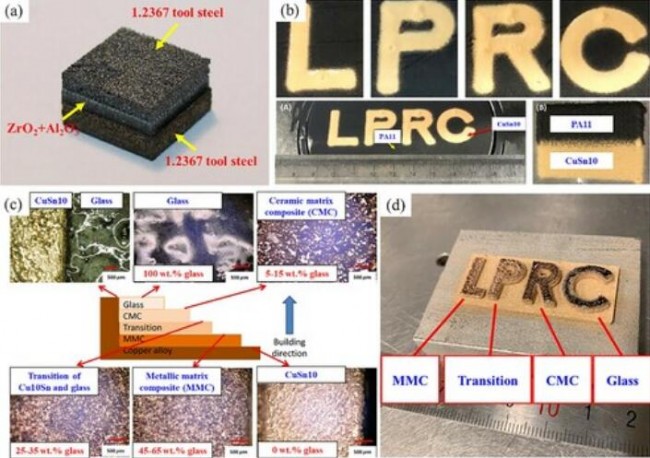
ͼ1��ʾ�˶���Ͻṹ��LPBF��������ſ������������á��������ͺؼ��������⡣���ݲ�ͬ���ϵķֲ���LPBF��ӡ����Ͻṹ�ɷ�Ϊ���Ͳ��ڴ�ӡ�ṹ�����͵Ķ��ֲ��������н���/����������/�մɡ�����/�����ͽ���/�ۺ��������Щ���ֲ������ͣ�ʵ����϶�������ƵĽ��沢ʵ��ǿ�������ؼ��ġ������LPBF�����еĹؼ��������������ĩ����ϵͳ�Ŀ�������ӡǰ����Ͻṹ��������������ѧ�������ģ���Լ���ĩ������Ⱦ�ͻ��ա�
 ͼ1 ����Ͻṹ��LPBF����������漰�����á��������ͺؼ��������⡣
ͼ1 ����Ͻṹ��LPBF����������漰�����á��������ͺؼ��������⡣
�����ڶ����LPBF��������Ҫ�����ã����ڽ����۽ṹ��ȱ�ݵ��γɻ����Լ������ϵ�ǿ��������Ȼȱ�����ۡ����⣬��Ҫȫ���������LPBF����DZ��Ӧ���еļ�����ս�������豸�����ݡ����ա����ϣ���
![]() ����������ǿ������
����������ǿ������
l LPBF�Ķ��������
����������о�֤����LPBF�������ڶ���Ͻṹ�Ŀ����ԡ�����Щ����������У�����/��������Ͻṹ��LPBF��ӡ�����ܻ�ӭ�����ڶ����LPBF�Ľ�����ĩ���ϰ��������Ͻ��ѺϽ����Ͻ�ͭ�Ͻ������Ͻ�ȡ�316L����֣�SS����Ti6Al4 V�㷺����LPBF��ӡ����/��������Ͻṹ��
���ڽ���/�մɶ���Ͻṹ���մɲ���ͨ��������߽������ϵ�Ӳ�Ⱥ���ĥ�ԣ��մɵľ�Ե���ܿ������������/�մɼ��ɵ�·�ʹ�������Ȼ��������ʹ�÷�ĩ��AM�����������/�մɶ���Ͻṹ���в�ͬ��ԭ�Ӽ���������ϵ���ͽ������մ�֮��Ľϲ���ʪ�ԣ����LPBF �����������/�մɶ���Ͻṹ������ս�ԣ�����/�����ͽ���/�ۺ������Ͻṹ�Ĵ�ӡҲ����ͬ������ս��
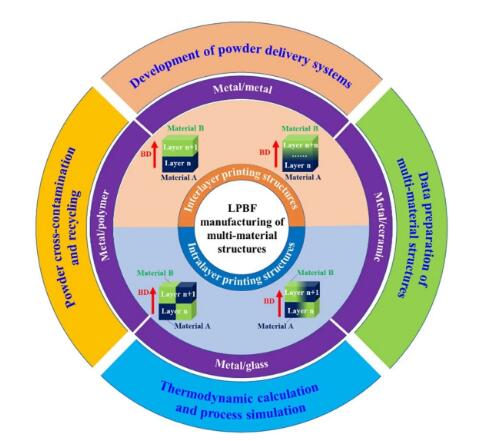
 ͼ2 ͨ��LPBF���в���ӡ�Ľ���/��������Ͻṹ����a��AlSi10Mg/C18400����b��316L/C1840����c��316/CuSn10/18Ni300/CoCrMo���ͣ�d��316L/CuSn10��BD��ָ��������
ͼ2 ͨ��LPBF���в���ӡ�Ľ���/��������Ͻṹ����a��AlSi10Mg/C18400����b��316L/C1840����c��316/CuSn10/18Ni300/CoCrMo���ͣ�d��316L/CuSn10��BD��ָ��������
Ŀǰ��������о������˾��в���ӡ�Ķ���Ͻṹ��ͼ2������Щ����Ͻṹ���ص��Dz��Ϸֲ��ڹ��������ϵı仯���ڲ��LPBF��ӡ����Ͻṹ�У�������γɼ���������Ȼ���д��о����ص㡣Sing���ˣ�2015�꣩��al/Cu��ѹ��Ľ��洦��������õ�ұ���ϣ�ͼ2��a���������ڽ��洦�����˽����仯����Al2Cu��Liu���ˣ�2014�꣩ͨ��LPBF������316L/C18400�������Ʒ��ͼ2��b����������316L/C1 8400����۲쵽��������ͭԪ����ɢ��316L/CuSn10/18Ni300/CoCrMo����Ͻṹ����LPBF����ģ�ͼ2��c�����������Ź��췽����ֳ��߶����ɵIJ��Ϸֲ���������ԣ�ͨ���ڽ�����в��õ�ɨ��Ͳ�佻��ɨ����ԣ�ʵ���˾������ý�ͷǿ�ȵ�316L/CuSn10˫�����ṹ��ͼ2��d�������ڸ��о��У�316L��CuSn10֮���������õĽ�Ͻ��棬�ۺ�������Ϊ∼550 ��m��316L/CuSn10������۽ṹ������CuSn10����������θ���������һЩ��ϸ�ĸ�ͭ����Ƕ�����θ��������С��ڽ��洦�۲쵽������Խ����ر߽������������LPBF��ӡ316L/CuSn10����Ͻṹ�ļ���ǿ��Ϊ423.3 MPa �� ����ͨ�����湤������ĸ�/ͭ����Ͻṹ��150-300 MPa����
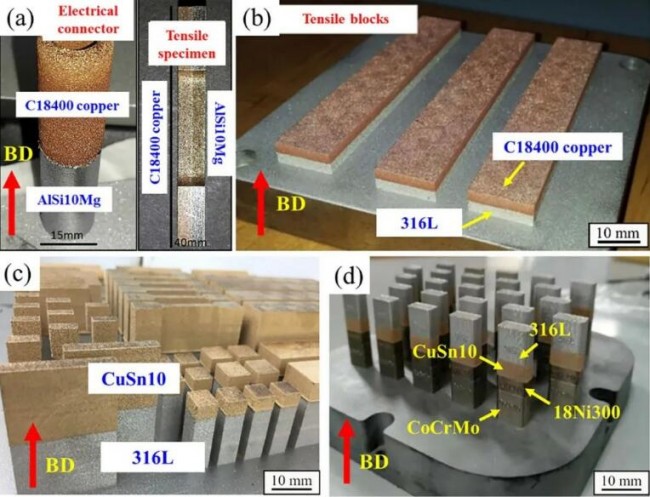
 ͼ3 ͨ��LPBF���в��ڴ�ӡ�Ľ���/��������Ͻṹ����a��CuSn10/4340�鲿������b��CUSN110/4340���ֲ�������c��ʨ��������Ķ�ɫ����ϵ����Լ���d��CuSn10/316L�����̡�
ͼ3 ͨ��LPBF���в��ڴ�ӡ�Ľ���/��������Ͻṹ����a��CuSn10/4340�鲿������b��CUSN110/4340���ֲ�������c��ʨ��������Ķ�ɫ����ϵ����Լ���d��CuSn10/316L�����̡�
ͼ3��a���ͣ�b����ʾ�˾���LPBF���ڴ�ӡ��CuSn10/4340�ֶ���Ͻṹ��CuSn10��4340�ַ�ĩ���������ڲ�ͬ�IJ����̷ۺʹ�ӡ�����ҿ����ڵ���IJ�ͬ�������̷ۺʹ�ӡ�����Ϸֲ��ijߴ����С��0.1 mm������CuSn10/4340�ֶ���Ͻṹ�ĸߴ�ӡ���ȣ�ͼ3��a������ͼ3��b����ʾ��3D��ӡ��CuSn10/4340�������������������������Ϊ0.5 mm�����ڲ��ֱ��ӡ��CuSn10��4340�֡�ͼ3��c����ʾ����CuSn10��316L����ִ�ӡ�ĵ���ͼ3��d����ʾ����CuSn10����316LҶƬ��ɵ������̡���ҶƬ������������316L��ΪCuSn10��
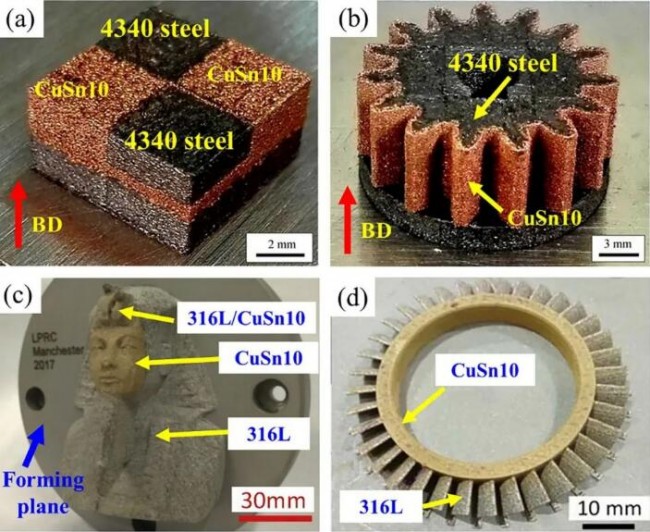
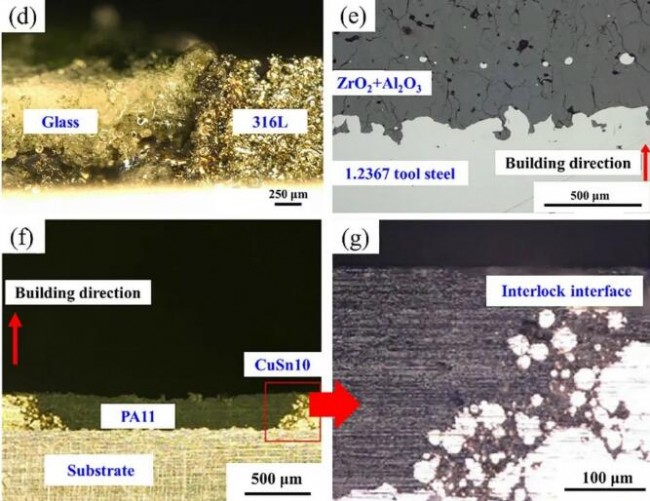
 ͼ4 ��LPBF��ӡ�Ľ���/���������Ͻṹ:(a) 1.2367��ģ/ ZrO2 + Al2O3�� (b) CuSn10/PA11����(c, d) CuSn10/�ƸƲ�����
ͼ4 ��LPBF��ӡ�Ľ���/���������Ͻṹ:(a) 1.2367��ģ/ ZrO2 + Al2O3�� (b) CuSn10/PA11����(c, d) CuSn10/�ƸƲ�����
ͼ4��ʾ��LPBF��ӡ�Ľ���/�մɡ�����/�ۺ���ͽ���/��������Ͻṹ�����ڽ���/�մɶ���Ͻṹ���о���1.2367��/ZrO2/Al2O3������״�ṹ�Ŀɴ�ӡ�ԡ��ýṹ���������͵ײ��Ĺ��߸ֶ�ṹ�Ϳ��壬�Լ��м��ZrO2 + Al2O3�м��(ͼ4(a))�����������1.2367���߸ֶ�ṹ��ZrO2+ Al2O3�м���ճ��ǿ��Ϊ22 MPa�����ڽ���/�ۺ������Ͻṹ��Chueh��Zhang����(2020)�о���ͨ��һ��ר�еĶ����LPBFϵͳ��ӡCuSn10/PA11�ӻ�����(ͼ4(b))�����������CuSn10��PA11֮�䱣�����ʵ��ľ��룬������CuSn10�����ϵ�̼������ġ��������ڽ���/��������Ͻṹ��Zhang����(2020)ʹ��ר�е�����������LPBFϵͳ��ӡ��һ���ɷֱ仯�Ĺ��ּܷ����ϣ�FGM����������ͭ�Ͻ��ƸƲ��������а����������մɻ����ϲ���(CMC)�����ɡ����������ϲ���(MMC)��ͭ��(ͼ4(c)��(d))����CMC���MMC��۲쵽һ����ɢ���棬���û���������ɲ㣬FGM���ִӽ�������������ɵ�������Ĵ��ԡ�
l �����۽ṹ
��ͬ����֮��Ľ����۽ṹ��LPBF 3D��ӡ����Ͻṹ�Ľ�����ѧ��������ҪӰ�졣��ͬ�ĸ��ϲ������Ϳ����γɲ�ͬ�Ľ����۽ṹ�����ڽ���/��������Ͻṹ�����ϱ��ֳ����Ƶ�ԭ�Ӽ��Լ������ͻ�ѧ���ʣ��ۻ��¶ȡ�������ϵ�����ȵ��ʡ�Ԫ����ɵȣ�����ˣ��ڴ��ڳɷ��ݶȱ仯�Ķ���Ͻ��洦ͨ��������ۺ����������������ֲ���֮���ǿұ���ϡ�

 ͼ5 ��ͬ���ֲ������͵ĸ�����ϵĽ����۽ṹ����a��316L/CuSn10����b��316L/C52400����c��300������ʱЧ��/304����֣���d��316L/�ƸƲ�������e��1.2367���߸�/ ZrO2 + Al2O3���ͣ�f��g��CuSn10/PA11��
ͼ5 ��ͬ���ֲ������͵ĸ�����ϵĽ����۽ṹ����a��316L/CuSn10����b��316L/C52400����c��300������ʱЧ��/304����֣���d��316L/�ƸƲ�������e��1.2367���߸�/ ZrO2 + Al2O3���ͣ�f��g��CuSn10/PA11��
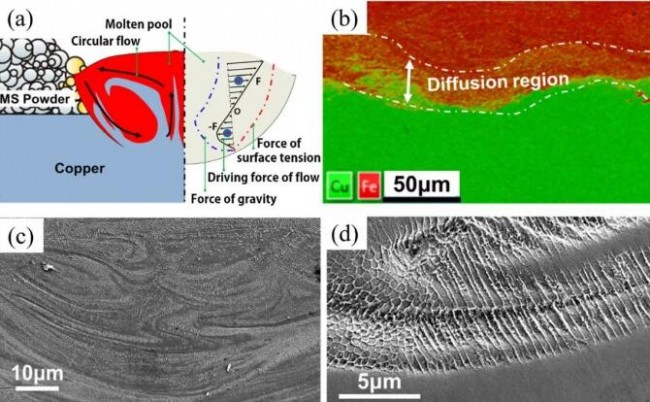
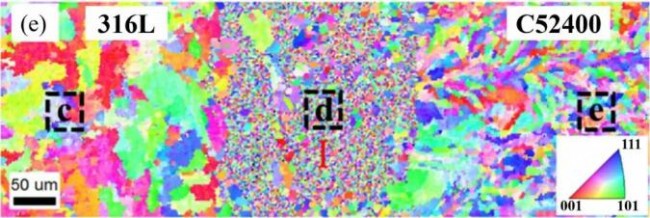
��ͼ5��a����ʾ����316L/CuSn10����Ͻṹ�Ľ��洦�����˿���Ϊ550��m���ۺ������ۺ�����Fe��CuԪ�ص������仯��ͼ5��b����ʾ��316L/C52400����Ͻṹ���洦�������������������ۺ�����ͼ5��c����ʾ��LPBF��ӡ300������ʱЧ��/304����ֶ���Ͻṹ���洦��ȸߴ�120��m�Ļ���ɢ����������������300������ʱЧ����304����ֽ��ܽ�ϣ���Ϊ���ж��Ѿ�λ��304�����һ�࣬Զ����档�ڽ��洦��������п��Թ۲쵽���ܼ���Marangoni��������Ļ������������������ڽ��洦���������ֲ��ϵ�ǿ��Ԫ����ɢ��
Ȼ����������ϱ��ֳ�������ͬ��ԭ�Ӽ����Լ������ͻ�ѧ���ʣ������/�մɡ�����/�ۺ���ͽ���/�����������������洦�������Եı߽磬�������ۺ�����ͼ5��d�Cg���������ǵĽ��ǿ����Ҫȡ���ڻ�е�����ṹ��ͼ5��e���ͣ�f���ֱ���ʾ�˸�/�մɡ�ͭ/�ۺ������Ͻṹ�IJ�������棬�����ͨ����е�����ṹ������ֲ���֮���ճ��ǿ�ȡ�LPBF��ӡ���Ĵֲڱ���ͨ�������ڷ�ĩճ��������״������켣����õģ����������ڽ��洦�γɻ�е�����ṹ��
 ͼ6 �ع�������Ķ���Ͻṹ�Ķ����۽ṹ��������a-d��300��������ʱЧ��/T2ͭ�ͣ�e��316L/C52400ͭ��
ͼ6 �ع�������Ķ���Ͻṹ�Ķ����۽ṹ��������a-d��300��������ʱЧ��/T2ͭ�ͣ�e��316L/C52400ͭ��
�ڽ���/�������������У�����ص��۽ṹ��������״������֯��ϸ�������ȣ������ڼ�ǿ�����ϡ�Tan���˷��֣�����MarangoniЧӦ�ͽ��洦����صı��������ݶȣ�300��������ʱЧ��/T2ͭ����Ͻṹ�Ľ�����Z�᷽�������γ�Ԫ����ɢ����ͼ6��a���ͣ�b��������ͼ6��c����ʾ�����Թ۲쵽��MarangoniЧӦ�����������е�ѭ����������Һ������¶��ݶ�G����������R����ȷ�����̹������۽ṹ����̬�ͳߴ硣�ṹ����������������¶��ݶ�ƽ�С����̺�һЩ��״�ֿ�������ͭ�У��ڽ��洦�䵱����ǿ�ߡ�����ǿ�����ϣ�ͼ6��d���������⣬Bai���ˣ�2020�꣩�۲쵽����������ľ���С��316L/C52400ͭ����������ÿ�ֲ��ϵľ���������������ڽ���Ӳ�����������ƣ���ͼ6��e����ʾ��
l ����ȱ��
��ʹ�����ֲ���ͨ��LPBF�������Ͻṹʱ��ʵ�������������ƵĽ����Լ�ǿ�������ؼ��ġ�����ȱ���Ƕ����LPBF�Ĺؼ���ս����Щȱ�ݰ������ơ����ס��ֲ��δ�ۻ��ķ�ĩ���������ڲ�ͬ����֮��������ܣ�������ϵ�����ȵ��ʵȣ���ƥ�䣬�ۺ������ܳ������ơ�
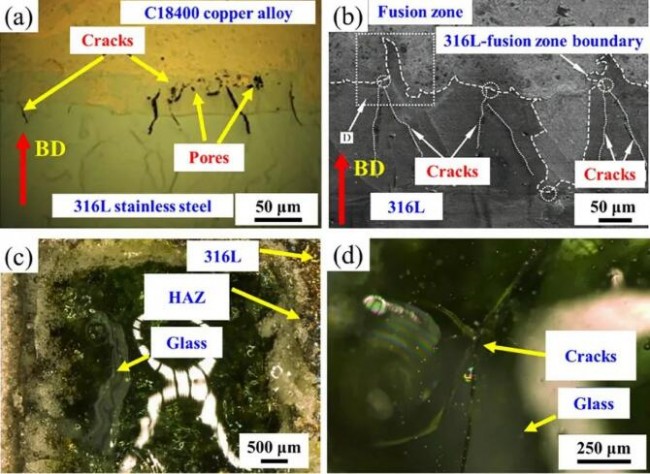
 ͼ7 ���ֶ���Ͻṹ�еĽ���ȱ�ݣ���a��316L/C18400����b��316L/CuSn10����c��d��316L/�ƸƲ�������e��AlSi10Mg/C1840����f��1.2367���߸�/ZrO2+Al2O3��
ͼ7 ���ֶ���Ͻṹ�еĽ���ȱ�ݣ���a��316L/C18400����b��316L/CuSn10����c��d��316L/�ƸƲ�������e��AlSi10Mg/C1840����f��1.2367���߸�/ZrO2+Al2O3��
Liu���ˣ�2014�꣩��LPBF�Ʊ���316L/C18400����Ͻṹ�����־��ֺܸ�֮ͭ���γ������õ�ұ���ϣ����ڽ��洦���������ƺͿ�϶��ͼ7��a������Chen��Yang���ˣ�2019�꣩��316L/CuSn10���淢���˴�����֦״���ƣ�ͼ7��b����������316L��������ϵ������CuSn10��LPBF�и����ݶ�����IJ���Ӧ�����ܼ�����316L�ࡣͼ7��c���ͣ�d����ʾ��316L/�ƸƲ�������Ͻṹ����Ӱ������HAZ���д������ƣ���������������ϵ���IJ�����ɵġ�
���ڼ��������ܶȲ��㣬�����ڽ��洦�γɿ�϶������ͭ�ĸ߷����ʺ��ȵ��ʣ��ۺ�����ͭ������ȫ�ۻ����Ӷ��γɿ�϶��Sing���ˣ�2015�꣩�۲쵽AlSi10Mg/C18400����Ͻṹ���洦�����ƺͿ�϶��������ͭ�������ۿ�϶��ͼ7��e���������ߵļ��������ܶȿ��������������ڲ�������µĿ�϶����Ч������Ȼ�������ȵļ��������ܶȿ��ܵ��½����ϳ���С�ס�
����ȱ���ۺϣ�δ���ڷ�ĩ����ͨ�������ڽ���/���������Ͻṹ�Ľ��洦���ⲻ���ڽ����ϡ��ڽ���/�մɡ�����/�����ͽ���/�ۺ������Ͻṹ�У����ڲ����ۻ��¶Ⱥͼ��������ʵľ���죬��ͬ��������ͬ�������������¾��в�ͬ���ۻ���Ϊ��
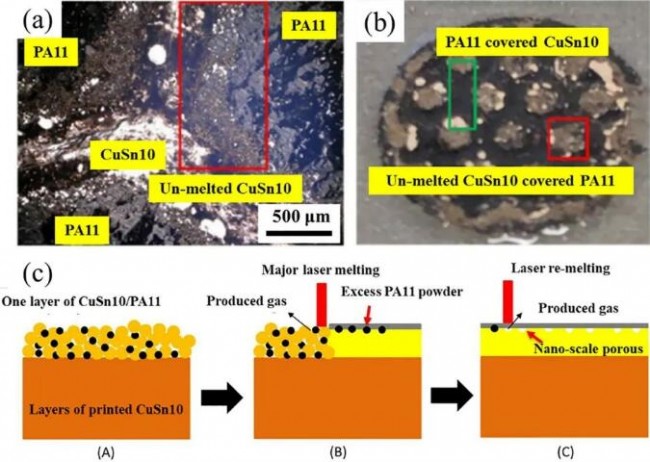
 ͼ8 LPBF��ӡ��CuSn10/PA11���������еĽ���ȱ�ݣ���a��b��δ�ۻ���CuSn110��ĩ����c�������ۻ������ۻ�CuSn10/PA11��ĩ������ͼʾ����d���ۻ���CuSn10�����ϵIJ���ۺ���������Լ���e�����������ۻ�������CuSn100��Ʒ�����SEMͼ��
ͼ8 LPBF��ӡ��CuSn10/PA11���������еĽ���ȱ�ݣ���a��b��δ�ۻ���CuSn110��ĩ����c�������ۻ������ۻ�CuSn10/PA11��ĩ������ͼʾ����d���ۻ���CuSn10�����ϵIJ���ۺ���������Լ���e�����������ۻ�������CuSn100��Ʒ�����SEMͼ��
Chueh��Zhang���ˣ�2020�꣩���۲쵽CuSn10/PA11�������Ʒ��δ���ڵ�CuSn10��ĩ������ͼ8��a���ͣ�b��������˵��CuSn10��PA11֮�䲻ͬ�������¶ȸ���������������Ż����������ѡ����⣬����ӡCu10Sn/PA11��Ϸ�ĩʱ������ɨ���ڼ�����CuSn10�����ϲ����ۺ�����������ѽ���������ף�ͼ8��c-e��������ˣ����ȺͲ���ļ�������������ֱܷ��¾ۺ������������ͽ�������ȫ�ۻ����µ�ճ��ǿ�Ȳ
(���α༭��admin)

��һƪ��M. Holland�������ǵĴ�ͳע�ܳ����û�ʹ��3D��ӡ����
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


