������ĩ���ۺ����������еļ����ۻ�ģʽ(4)
ʱ�䣺2023-02-07 09:38 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
�ġ�֪ʶ�ͻ���IJ��
A�� ����֪ʶ
�����ܽ��˻��ڹ��̵Ķ���ļ����ؼ��㡣���ȣ�����������ģʽ�¶��п����γ��������ݣ������ڴ���ģʽ֮�⣬�������ݶ���ѧ���۳ض���ѧ��Ϊ˲̬����Σ��ھ�ֹ�����ۻ��£���Ӧ���������ݺ��۳�ת�������ʱ��ڵ��ϸ����������ۻ�ģʽ���������̶������ۻ��е��ۻ�ģʽ������չ��ɨ����������ݸ��������ҵAM����ͨ���Թ��ɻ��ȶ�����ģʽ������Ȼ������ʹ��ʩ�ӵ������ܶ���Ϊ���������һ��������P-V�ռ��е�����������̬�ͼ������մ��ڽϴ�仯�����Ӧ������
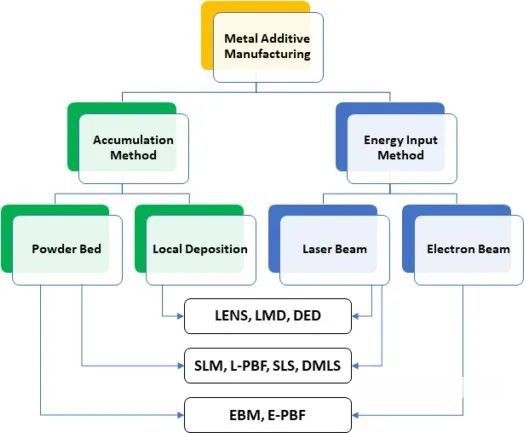
���ݻ��ۺ��������뷽���Խ�����������IJ�ͬ���̽��з��������ͼ��
�������켼��ͨ���������ò��ϵ�״̬�����ϲ��ϵĻ����Լ��ۻ����������ϵ�������Դ���з��ࡣ�����ۻ������������������Ľ����������칤������ͼ��ʾ�����ݴ�����ͼ����������������ʹ�õ�������Ҫ��������ǹ��ʴ��ںϣ�PBF���Ͷ�������������DED����PBF��ʹ�õ���Ҫ��Դ�Ǽ������͵���������Ӧ�ķ���ͨ���ֱ��Ϊѡ���Լ����ۻ���SLM���͵������ۻ���EBM���������ַ������������ڽ���AM��
B�� ��Խx���߳���
Operando����ͬ��������x���߳�����̽�⼤��۱���̵ı��ߡ�����ֱ�Ӳ���֮�⣬�۳غ�����������̬�ݱ����ͨ������ͼ6��ʾ������x���߳��������ԭλ��ʵʱ��⼼�������ת��Ϊ�����ź���ʽ���綯̬�������ա�������������ѧ��ģʽ����ij����źš��������������������Ӱ����ͽ�û�������ڹ�����x���߳����е�����£���Щ�����ǹ��̼�صĿ��к���Ч������Ϊ�˱��ڷ��루Ҳ��ԭλ���������֮�䣩�����������Ľ�ģ�������ݷ������ʵ���ʵ������ǹؼ���
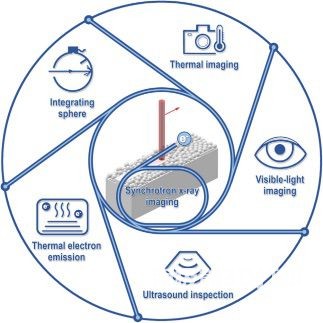
ͼ6 operandoͬ��x���߳�������������ֳ���⼼���ļ��ɡ�ͨ���༼���ںϺͶ��ź�ת����ͬ��x���ߵ���֪ʶ����ת��Ϊ��ҵʵ����
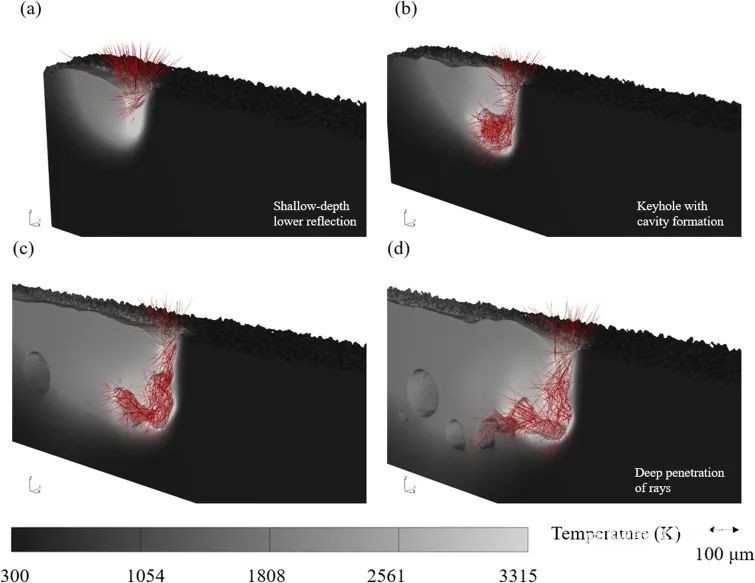
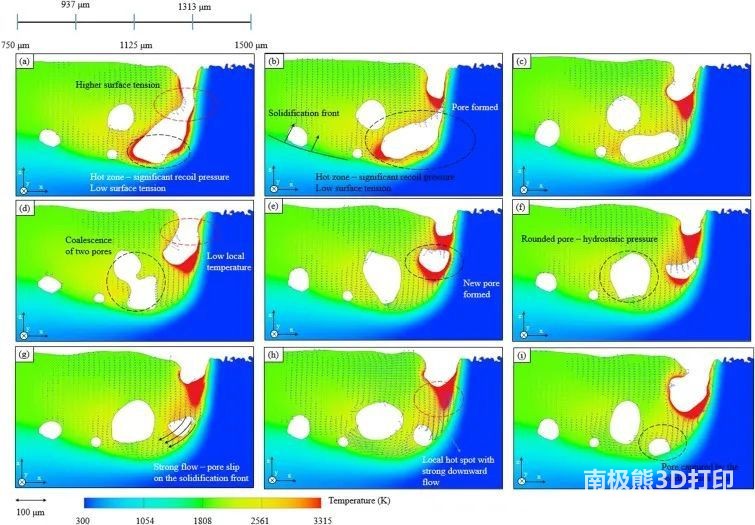
�¶ȵ�ֵ���Լ��뿪���������ɱ���ķ��伤��켣��
һ���γɳף��뼤��Ӵ��Ľ�����ı�¶��������������ӡ���ˣ�����������������������գ��Ӷ��ںܴ�̶��ϴٽ����ȡ�����Martin����������������������ǰ���ķ��佫����������������ȶ������£���¶�ı�������������µı���С�öࡣ���ڹ��д������и�����״�����γɿ�ǻ��Կ�������б���Ľ�����Ľϴ�¶������п������ո���ķ��䡣������ͼ����dz��������£��ֹ����뿪���������ɱ��棬������٣���Ϊ��������dz��������ߵ�·��û���ϰ��
C �ȶ�����AM
��Щ���ڹ��̵Ķ���ΪAMcommunity�ṩ���µ�ָ�����롣һ��ֱ�ӵĽ����ǣ��ڽ����ļ����ĩ���ۺ�AM�У��ȶ�������������ʵ��ȫ�ܶȹ��������������������ȶ�������С�öࡣ���ǹ�ͬ���ճ��������ϵĹ��մ��ڣ���ͼ7(a)��ʾ���ڴ����⣬P-V�ռ䱻������������۽ṹȱ�ݻ�ߴ粻��ȷ��������ռ�ݣ����а���С��϶�ȡ���δ�ںϿ�϶�ȡ�Ϊ�˳��������һ���ڣ�������Ҫȷ�ϲ��˽���߽硣��ʵ���У������չ���ʦŬ����߹������ʻ������ľֲ��仯(�缤���ߴ�С��ɨ���ٶȡ����������ͷ�ĩ������)�����涨��P-V������˲ʱƫ��ʱ��ͨ����ӽ���Щ�߽硣���仰˵���б�Ҫ��ʾ��Щȱ�ݵĸ�����Դ�����磬��ͼ7(b)��ͼ7(c) �У�ͨ������ͬ��x���߳��������ۿ�϶�ȱ߽�⻬��������ֻ�е���������˵����״��ٽ����ײ��ȶ����ͷŵ�����(��������̳���ʱ�䡢�������)�л���㹻�Ķ���ʱ(����������Ʒ�е�˫�ƴ��)�����Dz���Ѹ�ٴ�������Χ�Ĵ����ݶȳ������ݣ���������ǰ�ز���Ϊȱ�ݡ��������������Ļ�����ճ�����������Ļ��Ʋ�ͬ��������Ҫ���������ײ����㹻�ĵȴ�ʱ�䡣
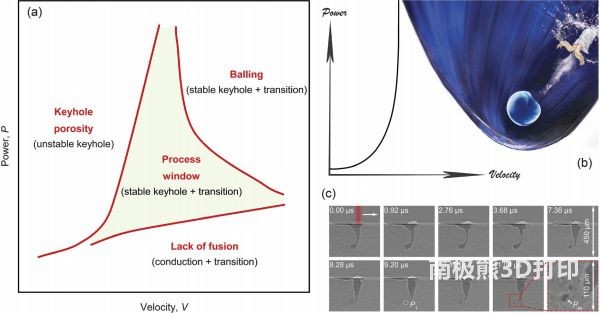
ͼ7���������ĩ���ۺϹ���ͼʾ��ͼ��
D�� ���̼���ѧ
�ڽ����ļ����ۺ�AM�У�������Ҫ�Ľ����ռ����������뾫ȷȷ���ۻ�ģʽ����ص��Ǽ���ʡ�����������ɨ���ٶȡ����ǹ�ͬ�������ڹ����������κ�λ���ṩ�����������ڼ���ʣ�ͨ����ȷ������3%-5%��Χ�ڵĴ�ͳ�ȹ��ʼ����ֳɵġ�Ȼ������Щ��ȷ�����������в����������������Ҽ���ʱ��ٶ�Ϊ�û�Ҫ��Ĺ��ʡ���ǰ�ṩ�Ļ��������Ķ���ָ���˼�����ն���ȷ���ۻ�ģʽ�е���Ҫ�ԡ�Ϊ��ȷȷ����ת�ƹ��̴��ڣ����ǽ���ֱ�Ӳ�������ʣ�����ÿ�������Ϊ�������о�˵����ȷ���ԡ�
��ģ����ʾ��������������ȷ���۳ؽ��Ҳ����Ҫ���������У����ߵ��С����һͨ������ͨ�����ر�����ֻ�е������ļ���������֪������һ���IJ�ȷ���ԣ����䶨����ȷʱ���ſ���ʹ�������ĵ���������Ŀǰ�м�����ҵϵͳ�����ڲ���������������û�н������Կ����Եķ������缤��ʣ����ṩ��һ���������ᣬ�Ӷ����������ͽ����ҵ����������֮��IJ��졣
���ɨ���ٶ���ȷ������ɨ���ڼ��ͣ��ʱ���Լ��ɴ˴��ݵ�������������ͬ����Ҫ�����á�������ˣ����Ǻ��ٹ�ע�������ȷ�ԡ�
��϶�γɹ����е��¶ȵ�ֵ�ߺ��ٶȳ���
�������������ԡ��ֲ����ȺͿ�����ȴ�Լ����ķ�ĩ���ϣ�������������о������� LOF ���������϶�ʡ�δ�ۻ������⻬���档��Щȱ��ͨ������ƣ�Ͷ��ѱ����ϼ���ƣ��ʧЧ����Դ��ȱ��ͨ�������ڽ�����������������������㣨LOFȱ�ݣ����������ࣨ��϶�ʣ��������ġ��ڽ���AM��Ҳ�۲쵽����ȱ�ݺ������¹⻬�Ŀ��棬�ݱ�����������������Դ��ȱ�ݵ����͡�λ�á���״���ߴ硢������ܶȵ������ܹ��ղ�����Ӱ��ܴ�
�塢����
����ƪ�����У����������˼����ۻ���һ���������̡������ɼ�������������������������Ƶĸ�������ã��������������ݺ��۳���̬�����������ۻ�ģʽ���ۻ�ģʽ�����¶ȵ����߶��仯���Ӵ���ת��ΪС�ס�
������̬�����������ۻ�ģʽ�Ķ������������Ļ���ڹ��̵ġ�����ʬ��Ķ����ڸ������Ǻ����ģ�������ʡ�����������Ƶ�ϸ�ڣ����������۵ġ�ģ���ĺ���������ġ����֮�£����ڹ��̵Ķ��������������������������غ��������ݵ���̬����ֱ�ӴӲ�������x����ͼ���в����ġ����ǽ���˴�ͳ����Ĵ���ģʽ�в������������š�
�ۻ�ģʽ�������������µ�ָ������ͷ������ȣ��ڽ����ļ���۱�AM�У����������ʵ��������Ҫ��������ǻ��������ģʽ�⣬����ѹ��ȴ�ͳԤ�ڵĸ�Ϊ��̬��˲̬����Σ��ȶ���С�����ۻ�Ϊ�ɳ������Ƚ������������ṩ��һ�ַ�����P-V�ռ���һЩ����ȱ�ݲ������ı߽����Դ��Ȼȱ�������⣬������ģ�⡢����̬���ݵ��������кͻ��������źŵ��ź�ת���Լ��Ľ��Ĺ��̼����������ڿ�����ƽ̨��ģ�Ŀ�ת�����̴��ڡ�
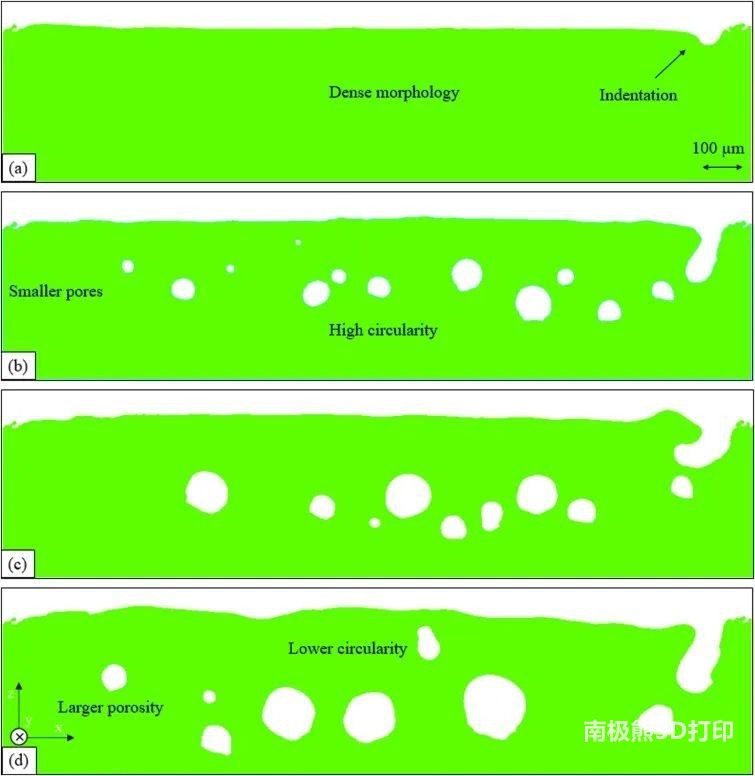
������ͼ��ʾ�����ɱ����Լ���������Ŀ�϶�ʷֲ���
�ڳ����״������ʮ������Dz�������x���߳�����Ϊ�����ۻ����������̴��˴��š����ż����Ľ������п����Ը��ߵĿռ䡢ʱ��������ֱ����������ӳ��ڴ��ڵ����⣬���������»��������е����ۺ�ģ�͡�����ϣ����ƪ���������ܼ���Լ����ۻ�ģʽ�����⣬�������������ǶԽ��������ۺ����������ǰ���о��ͷ�չ��˼����
��Դ��Laser melting modes in metal powder bed fusion additive manufacturing, Reviews of Modern Physics, 10.1103/RevModPhys.94.045002
�ο����ף�Aboulkhair, N. T., N. M. Everitt, I. Ashcroft, and C. Tuck, 2014,��Reducing porosity in AlSi10Mg parts processed by selective laser melting,�� Addit. Manuf. 1�C4, 77�C86.;
Aboulkhair,N. T., I. Maskery, C. Tuck, I. Ashcroft, and N. M. Everitt, 2016, ��On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano- mechanical properties,�� J. Mater. Process. Technol. 230, 88�C98.
(���α༭��admin)

 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/����������
- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


