金属粉末床熔合增材制造中的激光熔化模式(3)
时间:2023-02-07 09:38 来源:长三角G60激光联盟 作者:admin 阅读:次
据悉,在这篇综述中,区分了基于过程的不同熔化模式的定义与基于事后证据的定义。本文强调了匙孔的重要性,它大大提高了熔池对激光能量的吸收。
B、 基于流程的定义
1.概念定义
Zhao等人(2017)首次报道了操作高速同步加速器x射线成像技术,用于监测激光聚变AM过程。由于前所未有的时间和空间分辨率以及比实验室x射线成像高数量级的高帧速率已被探测。因此,对激光熔化模式的定义进行了相应修订(Cunningham等人,2019)。结果总结在图5(a)-5(c)。在固定的激光束下,熔化模式随时间从传导转变为小孔。
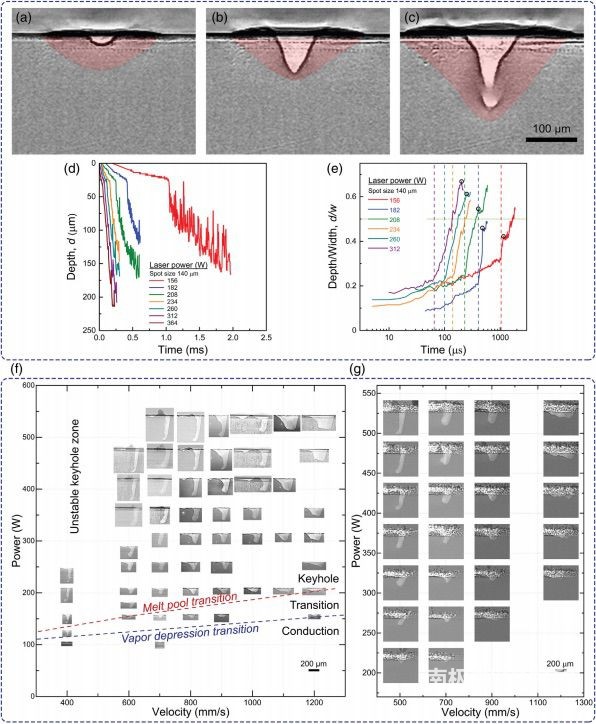
图5 通过高速同步辐射x射线成像由蒸汽凹陷和熔池形态定义的激光熔化模式。
在过渡模式下,熔池保持稳定的准半圆形状,而蒸汽凹陷变深且呈锥形,并呈现波动。在锁孔模式下,熔池深而窄,可能呈现双峰形状,顶部为碗状,底部为尖峰状。这与传统结果基本一致。在所有熔化模式中都可能存在蒸汽凹陷。也就是说,激光束通常不会直接与平坦的熔池相互作用,而是通过某种浅或深的蒸汽凹陷。
有趣的是,在高热输入的L-PBF和激光焊接工艺中研究锁孔模式及其随后的孔隙形成方面做出了广泛的贡献。正如Panwisawas等人所述,锁孔和锁孔诱导孔隙的机制需要进一步研究,因为它们仍然不是很为人所知。文献中提出了锁孔孔形成的各种理由。在最近的另一项工作中,Cunningham等人使用超高速X射线成像系统捕获了钛合金各种工艺条件下的锁孔演变及其孔隙率形成。然而,尽管他们以极大的时空细节观察了这些现象,但他们没有提供任何关于孔隙和锁孔如何以及为什么形成的信息 - 留下了物理解释和理由。与King等人(非原位)和Cunningham等人(原位)的纯实验工作相反,Tang等人使用不锈钢L-PBF的高保真模型研究了锁孔的形成。然而,他们的工作不包括任何实验研究,并且将锁孔引起的孔隙率与文献中的焊接和L-PBF结果进行了定性比较。
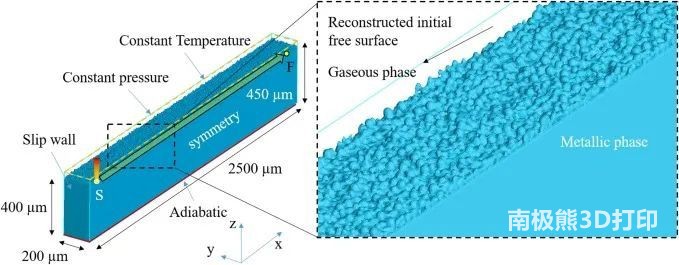
整个计算域的3D视图。
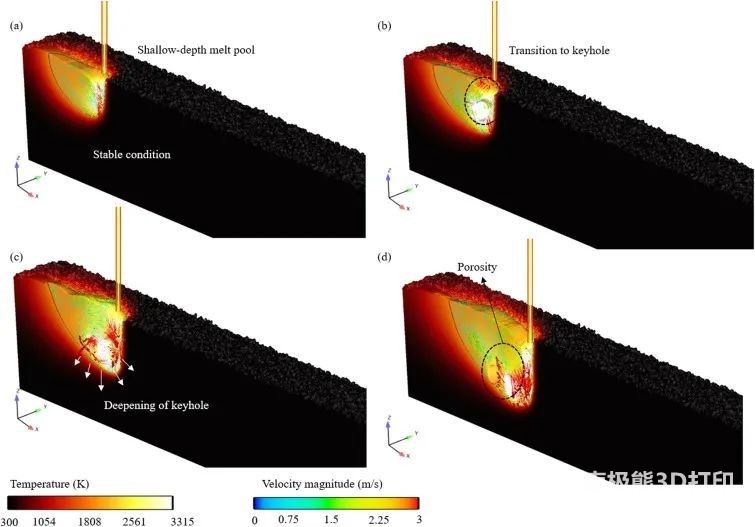
从热传输的角度来看,两个温度点Tsk和Tsm主要取决于局部吸收的激光能量、熔体流动通量、热扩散通量、蒸发潜热、固液转变潜热以及表面辐射和对流的热损失。熔池变得不稳定,并显示出锥形或尖峰尖端[图5(c)]。
基于熔池和蒸汽凹陷的形态,重新定义了熔融模式。尽管图5(c)中的示例使用了固定激光束,但可以通过将过渡时间转换为临界扫描速度[图5(f)]或通过检查熔池和蒸汽凹陷的横截面,将该方法扩展到扫描激光情况。这些基于过程的定义打破了历史限制,并提供了新的社区指南。
最重要的是,在很大程度上,在金属的激光熔合AM中,是蒸汽凹陷将激光束和熔池连接起来。
2.严格的定义
在这里提出的严格的锁孔定义中,不考虑角度和偏振相关的吸收率。
在具有给定光斑尺寸的固定激光束下,熔化模式取决于激光辐照度和相互作用时间,为了严格定义模式,需要激光熔化的物理过程的某些方面(即蒸汽抑制和熔池演变)。也就是说,这里演示的是相互作用时间,而不是辐照度。
在图5(d)中,对于给定的激光功率和光斑尺寸,蒸汽凹陷深度与时间的曲线显示了一个明显的过渡点,在此之前,深度以几乎恒定的速率缓慢增长,之后,深度开始波动。该时间点的转变被定义为蒸汽压下转变。它严格定义了传导模式的上限和过渡模式的下限。在过渡之前,空腔不是严格意义上的钥匙孔。
在图5(e)中,熔池随时间的深度与宽度纵横比呈现出两种不同的转变。第一个转变与图5(d)中定义的蒸汽压下转变一致,之后纵横比迅速增加。这种巧合表明,如果存在蒸汽腔,传导模式下的蒸汽压下动力学相对较慢,熔池动力学可以跟上。当纵横比达到约0.5的值(随激光功率变化)时发生第二转变,此后纵横比的增加停滞。这种转变被定义为熔池转变,它定义了转变模式的上限和锁孔模式的下限。
温度场的轮廓以及融合等值线和速度矢量。
3.从静止到扫描
对于给定的光斑尺寸,扫描激光束的两个主要加工参数是激光功率(P)和速度(V)。它们构成了P-V空间。在激光聚变增材制造中,将构建质量与P-V空间直接关联是一种有效但启发式的方法。与其他使用密度或孔隙率或熔融熔池或机械强度作为检验指标的研究相比。图5(f)和图5(g)使用基于过程的瞬态蒸汽减压。当速度接近零时,扫描光束变得静止。换言之,在宏观层面上,不管它们的差异(如不对称熔池和扫描下的蒸汽凹陷形态),静止光束和扫描光束通过激光-物质相互作用时间内在地连接。
如上所述,在稳定光束下定义的熔化模式可以通过两个过渡时间点td和Vd¼D/td扩展到扫描情况,其中D是激光光斑尺寸。对于给定的激光功率,有两个临界速度点分别对应于蒸汽压下和熔池转变。对于一系列功率,这些点可以连接到两条线,将P-V空间划分为传导、过渡和锁孔状态。在图5(f)中,下蓝线表示蒸汽压下转变,上红线表示熔池转变。此外,锁孔区可以进一步分为稳定区和不稳定区,后者对应于P-V空间中的高功率区和低速区。
当匙孔充分向下穿透(等值线内)时,由于液体的高变形性,它将继续进入熔体的背面。此时,激光要么大多无法穿透那么远,要么由于大量碰撞而失去了大部分能量,锁孔尾部的局部温度会降低。该低温区将导致表面张力的局部增加和该位置的反冲压力的显着降低,最终导致孔隙的形成。
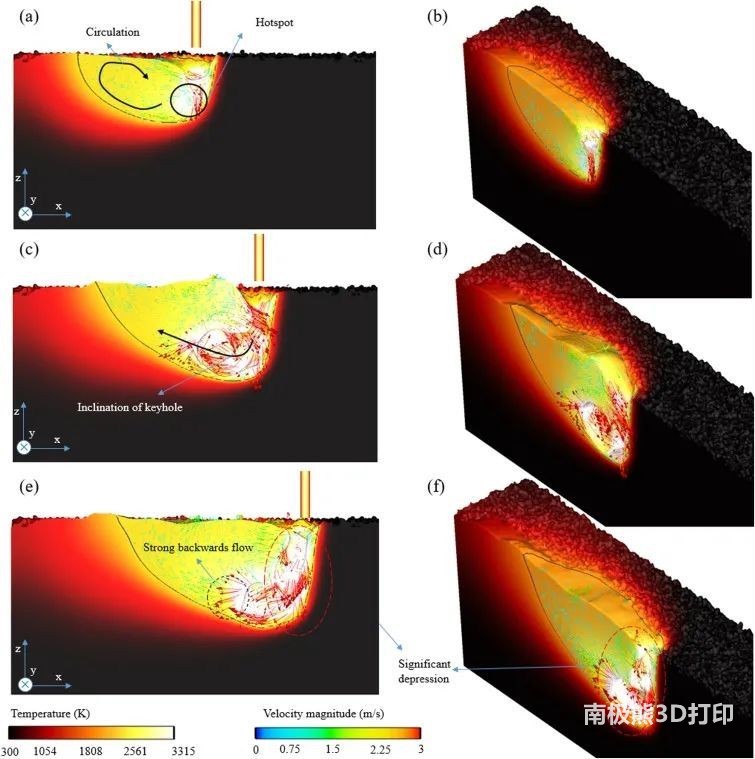
(a) t = 0.705 ms, (c) t = 1 ms, (e) t = 1.2 ms。(b)、(d)、(f)为相应的3D视图。
为了阐明从浅深度熔池到锁孔条件的快速过渡,上图中描绘了三个不同时间的2D和3D温度等值线以及速度矢量。
P-V空间中熔化模式的这些扩展定义并不严格,特别是在低功率和低速区域,在那里,蒸汽凹陷和熔池波动显著。它们简单地从静止激光测量中导出,适用于基本评估。这与应用的能量密度参数对于精确量化熔池深度和熔化模式具有局限性的事实一致。这可能归因于整个空间中的蒸汽压形态的大变化,这可以通过多个角度相关的吸收事件显著改变激光吸收。这反过来通过马兰戈尼对流、反冲压力和蒸汽冲击影响熔体流动流体动力学,并最终影响熔体池形态。
在实践中,扫描激光束下的熔化模式可以根据熔池的横截面和蒸汽凹陷来定义。这可以通过使用高速同步加速器x射线成像数据进行模型校准和验证后的3D多物理模拟来辅助,这类似于静止光束下的模拟。在扫描过程中,由于局部材料或激光条件的变化,例如激光束前的样品预热或表面氧化或粉末运动和表面上方的阴影。
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


