��������̻�3D��ӡ������������֬�Ŀ�����Ӧ��
ʱ�䣺2022-05-09 10:46 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
��������̻� 3D ��ӡ�������ٶȿ졢���ȸߡ������Ѻõ����ƣ��ѳ�Ϊһ��㷺Ӧ�õĿ��ٳ����ա���̻� 3D ��ӡ������UV-curing 3D
printing����ԭ�����������źŵĿ����£����������Թ�����֬����ѡ���Թ̻����̻�����֬���ѻ���ֱ���γ������� 3D ��������̻� 3D
��ӡ�����������ʿ졢�ܺ�С�����ȸߵ����ƣ����Ʊ�����ͳ�ӹ��������ӹ��������������
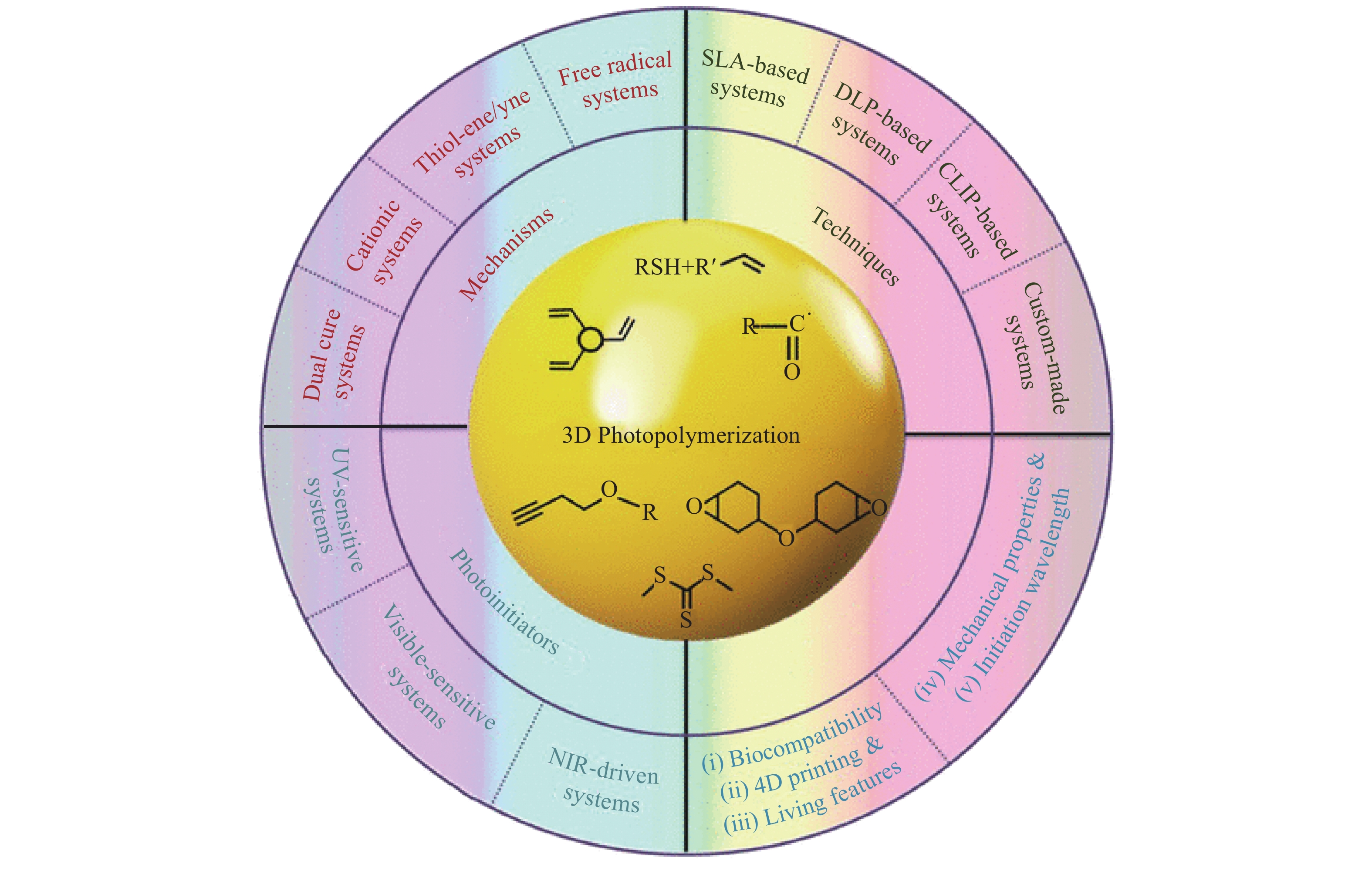
Ŀǰ����̻� 3D ��ӡ�����Ȱ������ռ�Ӧ�õ������̼�������ֵ�������������Һ�����켼���ȣ��ְ����¿���������������켼����VAM�������ٴ�ߴ� 3D ��ӡ������HARP����������ƾۺ� 3D ��ӡ������VPIP���ȡ�������֬��������������Ժ�˲���̻����ԣ��ѳ�Ϊ 3D ��ӡ�߾�����Ʒ����ѡ���ϡ�Ϊ��ø����ܵĹ�̻� 3D ��ӡ��Ʒ������Ҫ����������Ĺ�����֬��������˵����̻� 3D ��ӡ������֬Ӧ���лӷ���С���ȵ͡��̻����ʿ졢�����ʵ͡��̻����нϺõ���ѧ���ܼ����ȶ��Ե��ص㣬�ڳ��������Լ�����������Ҫ���������̼��Ե�Ҫ��[11, 12]��ͼ 1 ʾ���˹�̻� 3D ��ӡ������صĹ�̻���ϵ���ۺϻ��Ƶȡ�
������֬��Ϊ��̻� 3D ��ӡ��������ϣ���������������Ӧ�����ž�����Ӱ�졣��ǰ���ڹ��ڹ�̻� 3D ��ӡ�ù�����֬�Ŀ������ҵ��Ӧ�ã������Ǹ����ܡ������֬���з��빤ҵӦ���Դ��ڲ������ѡ�Ϊ�ˣ�������������Ĺ�����֬�ѳ�Ϊ��ǰ�Լ�δ����һ����Ҫ�о�������Ŀǰ�Թ�̻� 3D ��ӡ������������֬����Ӧ�õȷ���������о���չȱ��ϵͳ������Ϊ�˱��Ľ�ϱ��������ڹ�̻� 3D ��ӡ������֬������ȡ�õ��о���������������˼��ֳ����ĺ��¿����Ĺ�̻� 3D ��ӡ����ԭ���ȣ�Ȼ���ص�����˹�̻� 3D ��ӡ�ù�����֬�Ļ�����ɼ�Ӧ������ȣ����Թ�̻� 3D ��ӡ�����������֬��δ����չ�����˷�����չ����
1 ���ռ��Ĺ�̻� 3D ��ӡ����
1.1 �����̳��ͼ�����SLA��
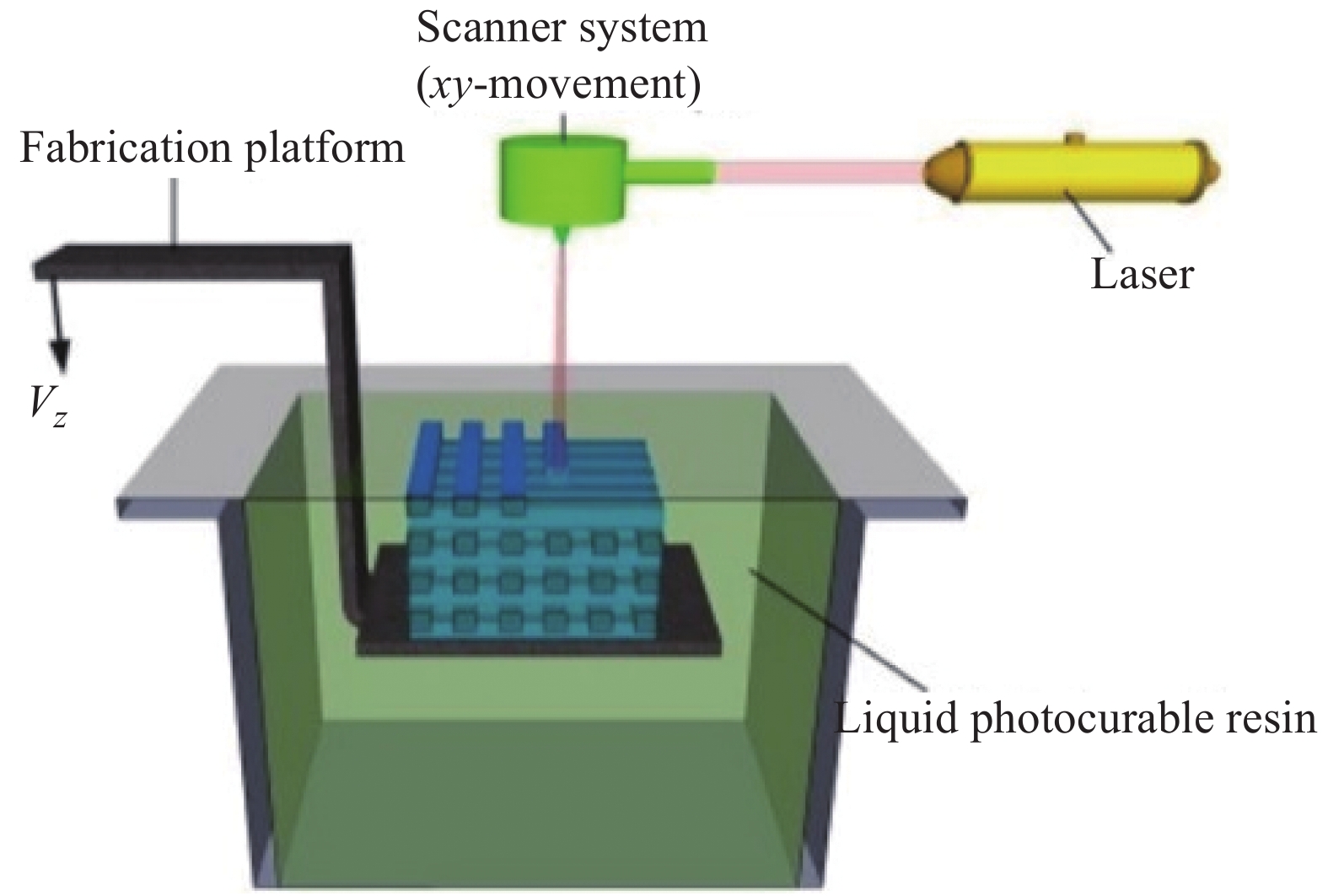
SLA �� Charles Hull �� 1986 �꿪����һ�ֹ�̻� 3D ��ӡ��������ͨ��������ʹ֮��ɨ�������֬ʹ֮���͡�ͼ 2 ʾ���� SLA �Ĺ���ԭ��[13]���̻�ǰ������֬������������Һ̬������֬���������ƶ�������̨λ��Һ�����£�ͨ�����������ƽ̨��Һ��IJ��߶ȣ��̻�ʱ�����������ռ��������Ԥ���趨��·����Һ�����ɨ���һ�� 2D���棬�ع������Һ����֬���ٹ̻���ɹ�̬��֮��̻�ƽ̨�½����δ�ӡ���ĸ߶ȣ��ٽ�����һ�������ɨ��̻������ѭ��������ֱ�������ӹ������� 3D ʵ��[13, 14]���ü���������Ϊ�����Ʊ����ӵ���������Ҳ�����豸�ϰ�������������Խϳ��Ȳ��㡣Ŀǰ�����漶 SLA 3D ��ӡ���ɳ��� 0.025��300 mm ����������ҵ�� SLA 3D ��ӡ����ɳ��� 300��1500 mm �����������Ҫ���ӡ��С���������ߴ�����壬������Ҫ�����ڴ�ӡ��ϵͳ����ơ���������ķ�չ���ѿ��������ֿ����� SLA ��̻� 3D ��ӡ�Ĺ�����֬����ӡ����Ҳ�õ��ϴ���ߣ���Ӧ���ڸ߾��ȵ�������֯���̡���ҵ����������[15]��
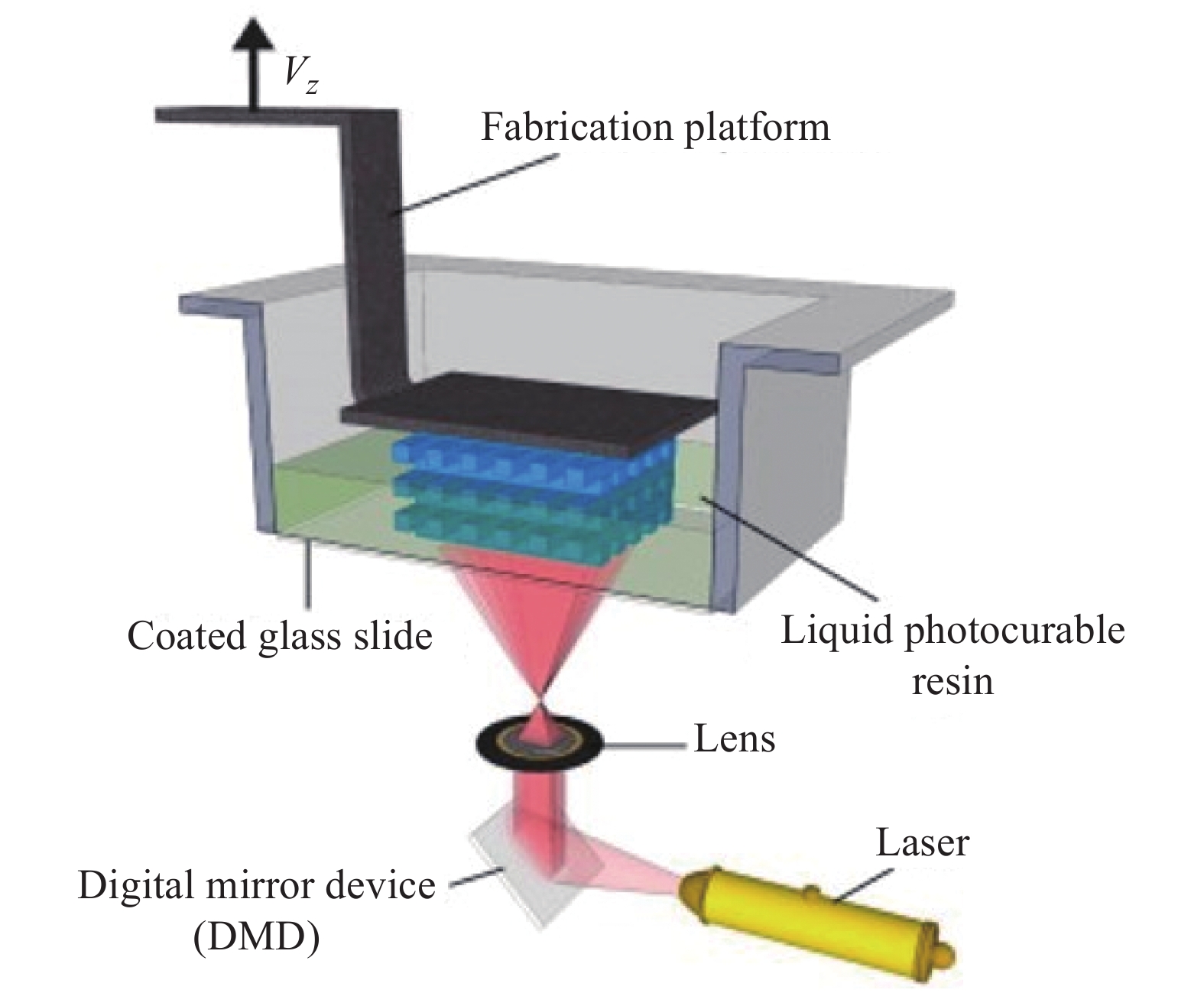
�� SLA ��ͬ���ǣ�DLP ͨ����ɨ��ķ�ʽ���п��ٳ��ͣ�����ԭ����ͼ 3 ��ʾ[13]��DLP �����ض�������ͼ�εĿ����£�ͨ����֬�۵ײ��Ĵ�������ɨ��ķ�ʽ�̻�һ����ȼ���״�ı�����֬��������ÿ����֬�̻���ɺ̻�ƽ̨�����ƶ�һ�����ĸ߶ȣ������ظ�ɨ����̻����裬���̻���������ӡ 3D ������DLP ���д�ӡ���ȸߡ���Ʒ����⻬�����ƣ��������ֹ⾵��DMD���ֱ��ʵ����ƣ����ڴ�ߴ���Ʒ��ӡ�ѵ�����[16]��Ϊ��Ҫ������ DLP �����Ĵ�ӡ�ߴ磬��Ҫ��� DMD �ķֱ��ʡ�DLP ������ҪӦ�����鱦�����������С����Ʒ�ij������졣
1.3 ����Һ�����켼����CLIP��
���� Carbon 3D ��˾�� 2015 �꿪���� CLIP ��ӡ����������ԭ����ͼ 4 ��ʾ[17]�����������Һ̬��֬�۵ײ���װ��һ���������壬�����������봰���ڲ���ɢ�ܽ��ڹ�����֬�ײ��ı����У�������ϵ�Ļ������ɻ���Ӧ�����������ЧӦ�����ƹ�̻���Ӧ���γɡ���������Dead zone�������ڸ������Ϸ��ľۺϷ�Ӧ�Կ���Ч���У��ɴ˱����˹̻���֬��ײ����ڵ�������ù��̿��������γɹ̨CҺ���棬��������ѭ��ͳ����㷽ʽ�� 3D ��ӡ���̡��� DLP ��ȣ�CLIP ����������� 25��100 �����̻����ʿɴﵽ 500 mm/h������֮�����ڶԸ��ȹ�����֬�Ĵ�ӡЧ�ʵ��Լ��豸����۱Ƚϰ���ȡ����⣬�ü�����Ȼ�ܴ�ӡ��С�ߴ�
��25 cm��������С�ߴ磨50 ��m������Ʒ�������ѳ��ͽϴ�ߴ����Ʒ������ԭ�����ɹ���ͨ������֬��ѧ���̻������������ģ���Ҳ��δ���ķ�չ����[17-19]��Ŀǰ�ü�����Ӧ������ȽϹ㷺��������Ьҵ������ҽ���Լ�����ģ�͵�����

1.4 �������ӡ���ͼ�����MJP��
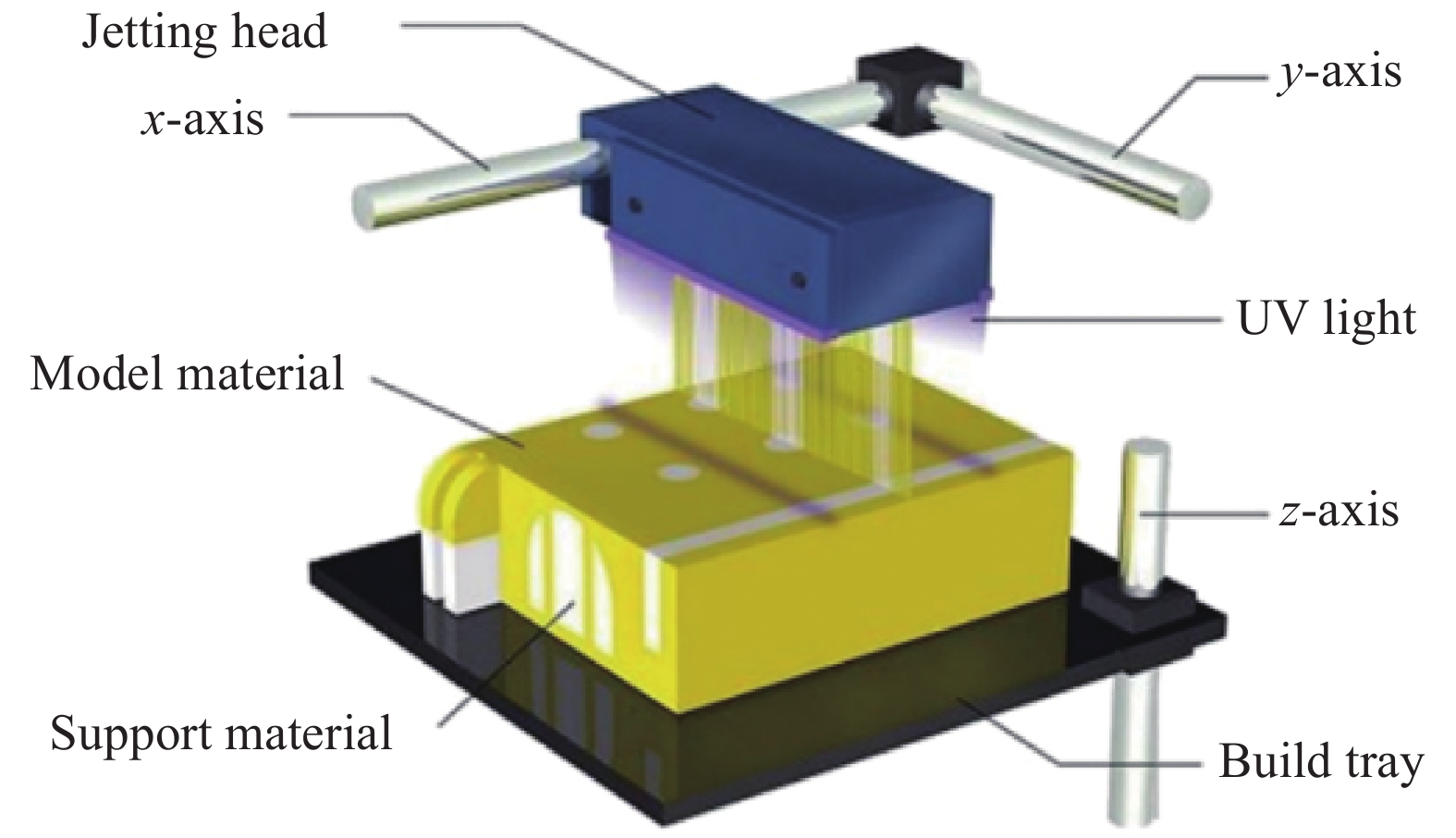
MJP �����ö����ӡ���콫Һ̬������֬���䵽��ӡƽ̨�ϵ�ָ��λ�ã����������������ʵ�ֹ�����֬�̻����͵ļ����������һ����ͺ��ӡƽ̨�ͻ��½���������һ��ij��ͣ�ͨ���������Ĺ̻����̼��ɵõ�һ�������Ĵ�ӡ��������ӡ�����г�ʹ��ʯ����Ϊ֧�Ų��ϣ����幤��ԭ����ͼ 5 ��ʾ[20]���ü�����ӡ���ȸߣ��ɵ��� 16 ��m�������չ�Դ����ӡ�ߴ硢�̻�������������֮�����ڶԸ��ȹ�����֬�Ĵ�ӡЧ�ʵ��Լ��Ա���������Ҫ��ߡ������ӡ�ߴ���ԣ�ͨ���� 298 mm ���ڣ���С�ɴ� 0.25 mm����ҪӦ���ھ������졢ҽ���������鱦��Ƶȷ���[21]��
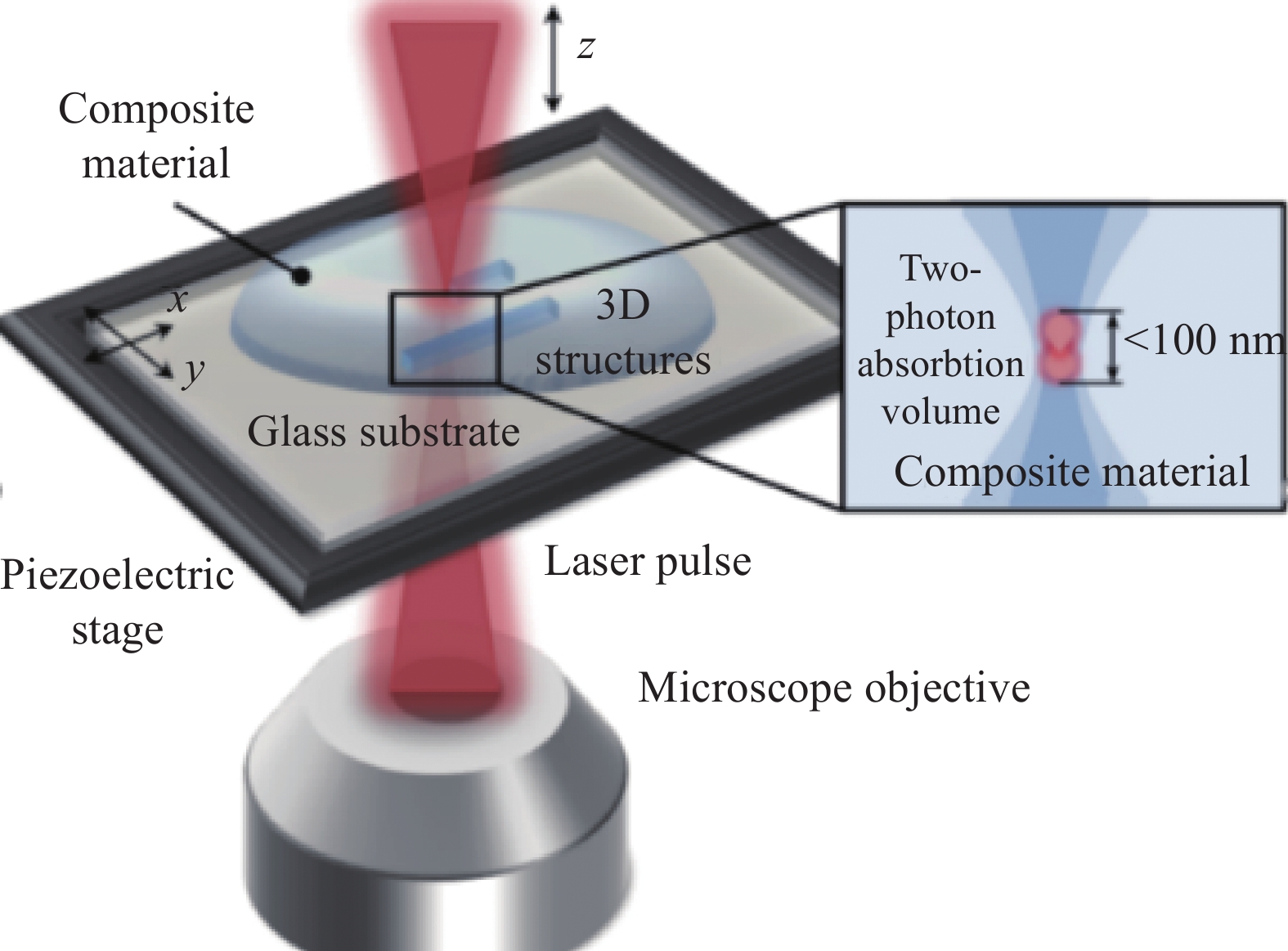
TPP �ֳ�˫���Ӽ���ֱд������˫���ӾۺϹ�̻����ͼ�������ͳ��̻���Ӧ��ʹ�� 250��400 nm �����ļ�����Ϊ��Դ�����������ϸߣ���ɨ�������ɿ��ٷ����ۺϷ�Ӧ��TPP ���� 600��1000 nm �Ľ����⼤����Ϊ��Դ�����������ϵͣ������յļ����Լ�����ɢ�����С�����״����ʡ����������ڹ��������ߵĹ�������λ�û����˫�������գ�TPA��������������֬�����ۺϹ̻��������������״�� 3D ʵ�塣ͨ������������ǿ�ȣ�ʹ��������λ��֮��ĵط������ǿ�����Բ��� TPA��ֻ�й�������λ�ò��� TPA �������ۺϷ�Ӧ�����ۺϷ�Ӧ�����ڹ�������λ�÷�Χ��С��������ԭ����ͼ 6 ��ʾ[22, 23]���ü������������ŵ����ڴ�ӡ���Ⱥܸߣ��ɴ������ߴ磬���������øü�����ӡ����ߴ磨��������������Ʒ������Ӵ�ӡ�����˶�ϵͳ����֬�������е�����Ľ������⣬���ڴ�ӡϵͳ���ܵ�����۸�[24]��TPP �����Ƚϵ��͵�Ӧ�����ڿ�ѧ�о��Լ����ӵ�����
Ŀǰ����̻� 3D ��ӡ�����Ȱ������ռ�Ӧ�õ������̼�������ֵ�������������Һ�����켼���ȣ��ְ����¿���������������켼����VAM�������ٴ�ߴ� 3D ��ӡ������HARP����������ƾۺ� 3D ��ӡ������VPIP���ȡ�������֬��������������Ժ�˲���̻����ԣ��ѳ�Ϊ 3D ��ӡ�߾�����Ʒ����ѡ���ϡ�Ϊ��ø����ܵĹ�̻� 3D ��ӡ��Ʒ������Ҫ����������Ĺ�����֬��������˵����̻� 3D ��ӡ������֬Ӧ���лӷ���С���ȵ͡��̻����ʿ졢�����ʵ͡��̻����нϺõ���ѧ���ܼ����ȶ��Ե��ص㣬�ڳ��������Լ�����������Ҫ���������̼��Ե�Ҫ��[11, 12]��ͼ 1 ʾ���˹�̻� 3D ��ӡ������صĹ�̻���ϵ���ۺϻ��Ƶȡ�
ͼ 1 ��̻� 3D ��ӡ��������ۺ���ϵ[12]
������֬��Ϊ��̻� 3D ��ӡ��������ϣ���������������Ӧ�����ž�����Ӱ�졣��ǰ���ڹ��ڹ�̻� 3D ��ӡ�ù�����֬�Ŀ������ҵ��Ӧ�ã������Ǹ����ܡ������֬���з��빤ҵӦ���Դ��ڲ������ѡ�Ϊ�ˣ�������������Ĺ�����֬�ѳ�Ϊ��ǰ�Լ�δ����һ����Ҫ�о�������Ŀǰ�Թ�̻� 3D ��ӡ������������֬����Ӧ�õȷ���������о���չȱ��ϵͳ������Ϊ�˱��Ľ�ϱ��������ڹ�̻� 3D ��ӡ������֬������ȡ�õ��о���������������˼��ֳ����ĺ��¿����Ĺ�̻� 3D ��ӡ����ԭ���ȣ�Ȼ���ص�����˹�̻� 3D ��ӡ�ù�����֬�Ļ�����ɼ�Ӧ������ȣ����Թ�̻� 3D ��ӡ�����������֬��δ����չ�����˷�����չ����
1 ���ռ��Ĺ�̻� 3D ��ӡ����
1.1 �����̳��ͼ�����SLA��
SLA �� Charles Hull �� 1986 �꿪����һ�ֹ�̻� 3D ��ӡ��������ͨ��������ʹ֮��ɨ�������֬ʹ֮���͡�ͼ 2 ʾ���� SLA �Ĺ���ԭ��[13]���̻�ǰ������֬������������Һ̬������֬���������ƶ�������̨λ��Һ�����£�ͨ�����������ƽ̨��Һ��IJ��߶ȣ��̻�ʱ�����������ռ��������Ԥ���趨��·����Һ�����ɨ���һ�� 2D���棬�ع������Һ����֬���ٹ̻���ɹ�̬��֮��̻�ƽ̨�½����δ�ӡ���ĸ߶ȣ��ٽ�����һ�������ɨ��̻������ѭ��������ֱ�������ӹ������� 3D ʵ��[13, 14]���ü���������Ϊ�����Ʊ����ӵ���������Ҳ�����豸�ϰ�������������Խϳ��Ȳ��㡣Ŀǰ�����漶 SLA 3D ��ӡ���ɳ��� 0.025��300 mm ����������ҵ�� SLA 3D ��ӡ����ɳ��� 300��1500 mm �����������Ҫ���ӡ��С���������ߴ�����壬������Ҫ�����ڴ�ӡ��ϵͳ����ơ���������ķ�չ���ѿ��������ֿ����� SLA ��̻� 3D ��ӡ�Ĺ�����֬����ӡ����Ҳ�õ��ϴ���ߣ���Ӧ���ڸ߾��ȵ�������֯���̡���ҵ����������[15]��
ͼ 2 SLA ����ԭ��ʾ��ͼ[13]
1.2 ���ֹ�����ͼ�����DLP���� SLA ��ͬ���ǣ�DLP ͨ����ɨ��ķ�ʽ���п��ٳ��ͣ�����ԭ����ͼ 3 ��ʾ[13]��DLP �����ض�������ͼ�εĿ����£�ͨ����֬�۵ײ��Ĵ�������ɨ��ķ�ʽ�̻�һ����ȼ���״�ı�����֬��������ÿ����֬�̻���ɺ̻�ƽ̨�����ƶ�һ�����ĸ߶ȣ������ظ�ɨ����̻����裬���̻���������ӡ 3D ������DLP ���д�ӡ���ȸߡ���Ʒ����⻬�����ƣ��������ֹ⾵��DMD���ֱ��ʵ����ƣ����ڴ�ߴ���Ʒ��ӡ�ѵ�����[16]��Ϊ��Ҫ������ DLP �����Ĵ�ӡ�ߴ磬��Ҫ��� DMD �ķֱ��ʡ�DLP ������ҪӦ�����鱦�����������С����Ʒ�ij������졣
ͼ 3 DLP ����ԭ��ʾ��ͼ[13]
���� Carbon 3D ��˾�� 2015 �꿪���� CLIP ��ӡ����������ԭ����ͼ 4 ��ʾ[17]�����������Һ̬��֬�۵ײ���װ��һ���������壬�����������봰���ڲ���ɢ�ܽ��ڹ�����֬�ײ��ı����У�������ϵ�Ļ������ɻ���Ӧ�����������ЧӦ�����ƹ�̻���Ӧ���γɡ���������Dead zone�������ڸ������Ϸ��ľۺϷ�Ӧ�Կ���Ч���У��ɴ˱����˹̻���֬��ײ����ڵ�������ù��̿��������γɹ̨CҺ���棬��������ѭ��ͳ����㷽ʽ�� 3D ��ӡ���̡��� DLP ��ȣ�CLIP ����������� 25��100 �����̻����ʿɴﵽ 500 mm/h������֮�����ڶԸ��ȹ�����֬�Ĵ�ӡЧ�ʵ��Լ��豸����۱Ƚϰ���ȡ����⣬�ü�����Ȼ�ܴ�ӡ��С�ߴ�
��25 cm��������С�ߴ磨50 ��m������Ʒ�������ѳ��ͽϴ�ߴ����Ʒ������ԭ�����ɹ���ͨ������֬��ѧ���̻������������ģ���Ҳ��δ���ķ�չ����[17-19]��Ŀǰ�ü�����Ӧ������ȽϹ㷺��������Ьҵ������ҽ���Լ�����ģ�͵�����
ͼ 4 CLIP ����ԭ��ʾ��ͼ[17]
1.4 �������ӡ���ͼ�����MJP��
MJP �����ö����ӡ���콫Һ̬������֬���䵽��ӡƽ̨�ϵ�ָ��λ�ã����������������ʵ�ֹ�����֬�̻����͵ļ����������һ����ͺ��ӡƽ̨�ͻ��½���������һ��ij��ͣ�ͨ���������Ĺ̻����̼��ɵõ�һ�������Ĵ�ӡ��������ӡ�����г�ʹ��ʯ����Ϊ֧�Ų��ϣ����幤��ԭ����ͼ 5 ��ʾ[20]���ü�����ӡ���ȸߣ��ɵ��� 16 ��m�������չ�Դ����ӡ�ߴ硢�̻�������������֮�����ڶԸ��ȹ�����֬�Ĵ�ӡЧ�ʵ��Լ��Ա���������Ҫ��ߡ������ӡ�ߴ���ԣ�ͨ���� 298 mm ���ڣ���С�ɴ� 0.25 mm����ҪӦ���ھ������졢ҽ���������鱦��Ƶȷ���[21]��
ͼ 5 MJP ����ԭ��ʾ��ͼ[20]
1.5 ˫���� 3D ��ӡ������TPP �� 2PP��TPP �ֳ�˫���Ӽ���ֱд������˫���ӾۺϹ�̻����ͼ�������ͳ��̻���Ӧ��ʹ�� 250��400 nm �����ļ�����Ϊ��Դ�����������ϸߣ���ɨ�������ɿ��ٷ����ۺϷ�Ӧ��TPP ���� 600��1000 nm �Ľ����⼤����Ϊ��Դ�����������ϵͣ������յļ����Լ�����ɢ�����С�����״����ʡ����������ڹ��������ߵĹ�������λ�û����˫�������գ�TPA��������������֬�����ۺϹ̻��������������״�� 3D ʵ�塣ͨ������������ǿ�ȣ�ʹ��������λ��֮��ĵط������ǿ�����Բ��� TPA��ֻ�й�������λ�ò��� TPA �������ۺϷ�Ӧ�����ۺϷ�Ӧ�����ڹ�������λ�÷�Χ��С��������ԭ����ͼ 6 ��ʾ[22, 23]���ü������������ŵ����ڴ�ӡ���Ⱥܸߣ��ɴ������ߴ磬���������øü�����ӡ����ߴ磨��������������Ʒ������Ӵ�ӡ�����˶�ϵͳ����֬�������е�����Ľ������⣬���ڴ�ӡϵͳ���ܵ�����۸�[24]��TPP �����Ƚϵ��͵�Ӧ�����ڿ�ѧ�о��Լ����ӵ�����
ͼ 6 TPP ����ԭ��ʾ��ͼ
(���α༭��admin)

��һƪ������3D��ӡδ����չ�ؼ�Ҫ�أ�����������ζ����������ԶӰ�죿
��һƪ����������������ļ��������������Ϥ��֧��3D��ӡ��������ǧ��
��һƪ����������������ļ��������������Ϥ��֧��3D��ӡ��������ǧ��
 �ذ���AI��Դ���ε��Զ�
�ذ���AI��Դ���ε��Զ� �������������뵼���ҵ��
�������������뵼���ҵ�� �Ƿ�ĩ������������������
�Ƿ�ĩ������������������ ����3D��ӡ��ϸ��������
����3D��ӡ��ϸ�������� ͻ�ƣ����ָ�ϸ���յ��ʴ�
ͻ�ƣ����ָ�ϸ���յ��ʴ� ������ɫ��Դװ����Ч����
������ɫ��Դװ����Ч������������
- ���ذ���AI��Դ���ε��Զ���3Dģ������
- ���������������뵼���ҵ���Ż���ơ���
- ���Ƿ�ĩ����������������������������ս
- ������3D��ӡ��ϸ������������Ѫ�ܼ���
- ��ͻ�ƣ����ָ�ϸ���յ��ʴ�65%�������
- ��������ɫ��Դװ����Ч���У��п����˫
- ���̼�����������Աȣ�ͭ����3D��ӡ����
- ���߷ֱ���3D��ӡ����ø�����壬ͨ����
- ���ѽ���3D��ӡ��2025��ᱬ����ƻ����
- ���绡���������Ʊ������ݶȲ���Alloy 82
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ����������̻�3D��ӡ������������֬�Ŀ�
- �����ϼ���ʽ3D��ӡ�о���������δ��
- ��������������3D��ӡ�������о��뷢չ
- �������۵״�һȷ��Ф��������ͽ�����
- ��3D��ӡ��δ��������չ����
- ������3D��ӡ��չ�������Ӵ�ӡ����������
- ��3D��ӡ�������ṹ��������״����ս�ͻ�
- ����ϸ�����ҩ��3D��ӡ��ҵ��״�ͷ�չ��


