3D��ӡ�����������켼��������״̬(3)
![]() ͭ�Ͻ�
ͭ�Ͻ�
�����뼤�����ķ�չ�ƶ�ͭ�Ͻ�3D��ӡ
ͭ�ƺ����ʺ�����3D��ӡ���ӹ�����Ϊ���ֽ�������ֱ�ӷ���3D��ӡ���ļ�������ͭ�����ڼ����ۻ��Ĺ��������ʵͣ��������Գ����ۻ�ͭ������ĩ���Ӷ����³���Ч�ʵͣ�ұ���������Կ��ơ�
��2016���2017�꣬NASA ����Ъ��̫�շ������Ķ�3D��ӡ��GRCop-84��������Ȼ������NASA��ͭ���������Ͻ�3D��ӡ�����Ѿ���չ����Щ��������������ͨ���Ȼ����顣����3D��ѧ�ȵ��г��۲죬���������ҵ�ڿ���ͭ�Ͻ�3D��ӡ���ա����ڽ���3D��ӡ��ҵ����������ͭ���������������ȡ���˽�չ�����Ƴ�������۽����ߵ��ȡ��߷��������3D��ӡ���գ�ʵ���˸���������ͭ�������칤�գ��ɹ��Ʊ���3D��ӡͭ�Ͻ�β��ܡ�
�����ϣ�Aerojet Rocketdyne�ڻ��ͭ�Ͻ�������3D��ӡ����ȡ�õ�ͻ�ƣ�Ϊ������һ��RL10�����������˿����ԡ�3D��ӡͭ�Ͻ������Ҳ����������ǰ��RL10C-1�����Ҳ�����������������Ҳ������ɴ�ͳ��������ģ��ɶ�������������Ӷ��ɣ���3D��ӡ��ͭ�Ͻ������Ҳ�����������ͭ�Ͻ�������ɡ�
�����ĺ�����ҵLauncher ��������3T��EOS Ҳ������3D��ӡͭ�Ͻ���������������3D��ӡ������Ӧ�ÿ��Լ��ٷ�����������������̿���ʱ�䣬���Ҹ����������츴�ӹ��ܼ��ɵIJ�����Launcher ������3D��ӡͭ�Ͻ�Cucrzr�������������ͼ����˸�����ȴͨ������һ��ƽ�ʹ��������ȴЧ�ʵõ�������
����ͭ��3D��ӡ�ü�����������IDTechEx Research �ġ������������ֱ�Ӷ����ܼ�������2019-2029 �꣺�������г���Ԥ�⡷���棬��ȥ 30 ��������������ܵ�ƽ������������������ÿ��ƽ���۸�ȴ��ָ�����½�����ˣ��������������ȡ��һЩ���еļ���ͷǼ��⼼����ͬʱҲʹȫ�µĹ�ѧ������Ϊ���ܡ�
2018 �꣬����˾�⣨�ձ���ʵ������ BLUE IMPACT �����������ܼ���������ҵ���������� 450 ������ɫ�����ܼ�������һ���ؼ�Ӧ����ͭ���ϵ� 3D ��ӡ��ͭ����ɫ����������ʺܸߣ�������ļ��ٿ���ʹ�ӹ����̱�죬��Դ�ͳ�ĺ��⼤������һ���Ͼ�����ս�����з��� 3D ��ӡ�������ô�ͭ�۸�Ч��ӡ���塣���е� 3D ��ӡ������һ����� CuCr1Zr ��ͭ�Ͻ������洿ͭ��
![]() ���Ͻ�
���Ͻ�
��ʼԽ����չ�ż������Ͻ�
SLMѡ�������ۻ�����
���Ͻ���������Ȼ���������ص㣬�ڹ�ҵ��������ռ����Ҫ��һϯ֮�ء�����SmarTech��Ԥ�⣬���Ͻ�ռ����3D��ӡ�����н�����ĩ������������������㣩��2014���5.1%����ߵ�2026���11.7%���ң����Ͻ���������ҵ��10�긴����������51.2%�����Ͻ���ϵ�ȫ��Ӧ���ƺ��Ѿ���Խ���ż�������Ϊ֧���������켼������һ�����������Ͻ��3D��ӡ���ڿ�ʼ���������ֺ��ѡ�
����AlSi12-����12��һ�־������õ������ܵ������������������ĩ��AlSi10Mg-��/þ��ϴ���������ǿ�Ⱥ�Ӳ�ȵ����ӡ��������Ͻ������ڱ��ڣ����ӵļ�����״�����������Ҫ���õ������ܺ͵����������������Ӧ�ò��ϡ������֯���ܣ���������������������ԡ����͵�Ӧ�ð������������պ���ͺ��չ�ҵ����ԭ�ͼ������㲿�������绻���������ı��������
ѹ���Ͻ�AlSi10Mg���������Ͻ�360,��Ȼ�Ⲣ����һ�����㷺�Ͽɵĸ�ǿ������Ͻ𣬵����ѱ�֤��ͨ���ʵ����ȴ����ܹ������൱�ߵ�ǿ�ȣ�3D��ѧ���˽��Ȼ��һ��ʵҲ���������顣���ӹ����Ͻ������ֺϽ����ͨ�������ȴ������գ����ܴ������˹�ʱЧ����ΪT6���ڡ���Һ����500��C���ϣ� 4-12h���¶Ȳ�Ӧ����550��C�������ˮ��ۺ����������˹��ϻ��¶���155��C-165��C֮�䣬ʱ��6-24h��ͨ����ȷ��ʱ����¶ȿ����������ܡ�����ǿ�ȿ��Դ�220MPa��340MPa֮�䣬��������ǿ����180MPa��280MPa֮�䡣�����Ͻ����169��A357����AlSi7Mg��
���⣬�г��о�����ר�еĺϽ���Scalmalloy�Ѿ������ڿտ͵���������Ӧ���У�����һЩ�����˷ܵĽ�չ��HRLʵ���ҵ��о���Ա���ݾ���ѧ��Ϣѡ����ﯻ��������ɺ˼�������������װ����7075��6061ϵ�����Ͻ��ĩ�С����óɺ˼����й��ܻ�֮����Щ��ǰ�������������첻���ݵĸ�ǿ�����Ͻ����ʹ�÷�ĩ��ѡ���Լ����ۻ��豸���гɹ��ļӹ������ͺ�IJ��������ƣ����ᣨ�����䳤�ȣ����Ⱥ߶��ϵľ���������ȣ���ʵ����ϸ�����۽ṹ�����������Ͼ����൱�IJ���ǿ�ȡ�
�����й��ձ������ݱ��ᴴʼ�ˡ��Ĵ����ǹ���Ժ���λ�Ժʿ�쵼Ī��ʲ��ѧ�о��Ŷӳɹ����������ƺ�ΪAl250C�ĸ�ǿ������������ר�����Ͻ���ϣ�Ϊ3D��ӡ���Ͻ��������һ�����dz�Ա��Al250C���о��Ŷ�ר��Ϊ3D ��ӡ��ƵIJ��ϣ��Ѿ��ﵽ����������ҵ��ʹ�ýΡ�Al250C����ǿ�ȴﵽĿǰ������3D��ӡ�����Ͻ���������ˮƽ������ǿ�ȿɴ�580MPa������ǿ��590MPa���ϣ������ʿɴ�11%���Ʊ�����ͨ����250������³���5000Сʱ���ȶ����飬 �൱�ڷ������������25���Ҫ��
�ܲ�λ��Ӣ��������ר��Aeromet Internationalר��������������������Ͻ��ĩA20X�����������Ѿ�����500MPa�ļ�������ǿ�ȣ�UTS����Aeromet �ƣ���һ�ɾ�ʹ�ĸ����Ͻ���ϳ�Ϊ�����۵����������������ǿ���Ͻ��ĩ֮һ����A20X��һ���� �C ͭ�Ͻ���ϣ����о�ϸ���۽ṹ���������Ͻ���ȣ����С��ߵ�ǿ�ȣ���ƣ�ͺ��Ż��������ܡ���Ŀǰ�ѻ�ý����������Կ����ͱ�����MMPDS���ͺ��պ�����ϱ���AMS���������ò����ѱ�ȫ�����ȵĺ������칩Ӧ�̲��á�
�Ͼ����պ����ѧ����ǰ����������SLM���ε����������ϲ��ϣ����ڼ������ļ���������Ч�Ľ�����������ϲ����ڼ������Ĺ����й�����������ѧ���ܲ�ƥ�䡢��ǿ�����ֲ��������Լ��մ����������֮����ʪ�Խϲ�����⣬ʹ������õIJ�Ʒ�߱����õĽ������Լ��������ѧ���ܡ�
ճ��������ӽ���3D��ӡ����
��������ͨ��SLMѡ����������ۻ�3D��ӡ�������ӹ����Ͻ�ķ�չ������������Ͻ�����Լ�ճ��������ķ�չ��ͨ��ճ��������ӽ���3D��ӡ����ʵ�����Ͻ��㲿��������������˸��߿����ԡ�����3D��ѧ���г��۲죬���Ͽ�ѧ��ҵEquispheres ������һ��������ճ�������3D��ӡ���������Ͻ��ĩ�� Equispheres ����ô�����ѧ������AlSi10Mg���Ͻ��ĩ�����˲��ԣ��۲쵽 Equispheres��AlSi10Mg���Ͻ��ĩ������ѹ�����ǹ����սᣬ�Լ��������õ����ܻ�������95������������۽ṹ���ص㣬�ò����ܹ�����ճ�������3D��ӡ��������е��ս���̡�
��Ϊ���������д���ʹ�õ����Ͻ���ϣ�һֱ�������Դ���ճ������似����˳�紬���Ը��͵ijɱ����ߵ�Ч��ʵ�������㲿���������졣��Ҫԭ����ճ�������3D��ӡ��������ɴ�ӡ����Ҫ�����ս�������ڴ˹������������Ͻ�ȼ�գ�����ճ�������3D��ӡ�������Ͻ�ӹ���һ����ս��������Ƕ�������Equispheres �Ƴ��Ŀ�����ճ������似�������Ͻ��ĩ��Ϊ�ü�����Ӧ�ô����¿ռ䡣��ճ�������3D��ӡ���Ͻ�Ļ�е������Ӳ���ܷ����������㲿�����������Ҫ��3D��ѧ�Ƚ����ֹ�ע��
3D��ӡɰ��+����
���⣬3D��ӡɰ��������ķ�ʽ������þ���Ͻ��һ����ʵ���еķ���������3D��ѧ�ȵ��г��۲죬�����ϣ����������ڽ�ͨ���������������Ӧ�ã�һ����ʵ��������ŷ�ؿ�ͨ��voxeljet-ά�ݵ�3D��ӡ�豸��������ģ������þ���Ͻ𣬴Ӷ�ʵ�ַɻ����ε����������������νṹ���ʺ��κα�����������ʽ�ɻ���Ԥ�ƿ���ͨ������Ϊ���չ�˾��Լ��������Ԫ�ijɱ���
![]() ���ʯ��Ӳ�ʺϽ�
���ʯ��Ӳ�ʺϽ�
���ʯ
ɽ��ά���������첿�ŵ��о���Աͨ�������̼�����SLA��������һ���ɽ��ʯ��ĩ�;ۺ�����ɵĽ��ϣ�����3D��ӡ���ʯ���ϲ��ϡ��ò����Ѿ������Բ������˴����ʯ���������ԡ�

ɽ��ά�˿�����ר�еĺ������裬���ϲ��ϵ�Ӳ���Ǹֵ�����������ϵ������ͭ���ܶȽӽ������ӷ��絽�ɿ��ٵ�ҽ��ֲ������ָ�������ҵ�����Դ�3D��ӡ���ʯ�����档
Ӳ�ʺϽ�
��������������������˾�з���һ��Ӳ�ʺϽ������������-3D��ӡ���գ������ֹ����У�Ӳ�ʺϽ�-���ʯ���ϲ����е�WC-CoӲ�ʺϽ��ͽ��ʯ��ͨ��3D��ӡ�ķ�ʽʵ�ֲ����֮��Ľ�ϡ����ֽ����ͨ����ѧ����ʽ�����еĽ�ϣ���ȴ�ͳ��������ϣ����ֽ�Ϸ�ʽ���ι̣���ʹ�ù������ܹ�����Ϳ��İ��䣬ͬʱ���нϺõ�Ӳ�ȡ�
������������������õ��������칤��Ϊ���ڷ�ĩ�����ڵĵ������ۻ���EBM��3D��ӡ��������������һ���տ�չ�˶�WC-CoӲ�ʺϽ��-���ʯ���ϲ�������Լ������������칤�ղ������о���
���ϵ��о�������WC-CoӲ�ʺϽ���Co���������������������ʯ���ϵ����������ȣ��Լ����ֲ��ϵ������ȵȷ��档�ڹ��ղ������棬����������������̽�������ָ��ϲ��ϵ�3D��ӡ����������������ۻ�ɨ���ɨ�����ʡ��������ۻ��¶ȵȡ�
ͨ�������Ϲ���������������ܹ��õ��ȵ�ϵ��Ϊ500��550W/mK��Ħ��ϵ��Ϊ0.3��0.5��������ϵ��Ϊ0.9��1.18��10-6��Ӳ��ֵΪ4800��5000HV��Ӳ�ʺϽ�-���ʯ���ϲ��ϣ����Ͼ��нϺõ�Ӳ�ȣ��������Ϊ300��320J���ܹ��ܺõı���Ϳ��İ��䡣
(���α༭��admin)

 ����3D��ӡ��Ӧ��Continuu
����3D��ӡ��Ӧ��Continuu ����ʯ��˾����3D��ӡʵ
����ʯ��˾����3D��ӡʵ Snapmaker��Polymaker����
Snapmaker��Polymaker���� ������������ѧԺ����3D��
������������ѧԺ����3D�� AML3D��3000���Ԫ���ʣ�
AML3D��3000���Ԫ���ʣ�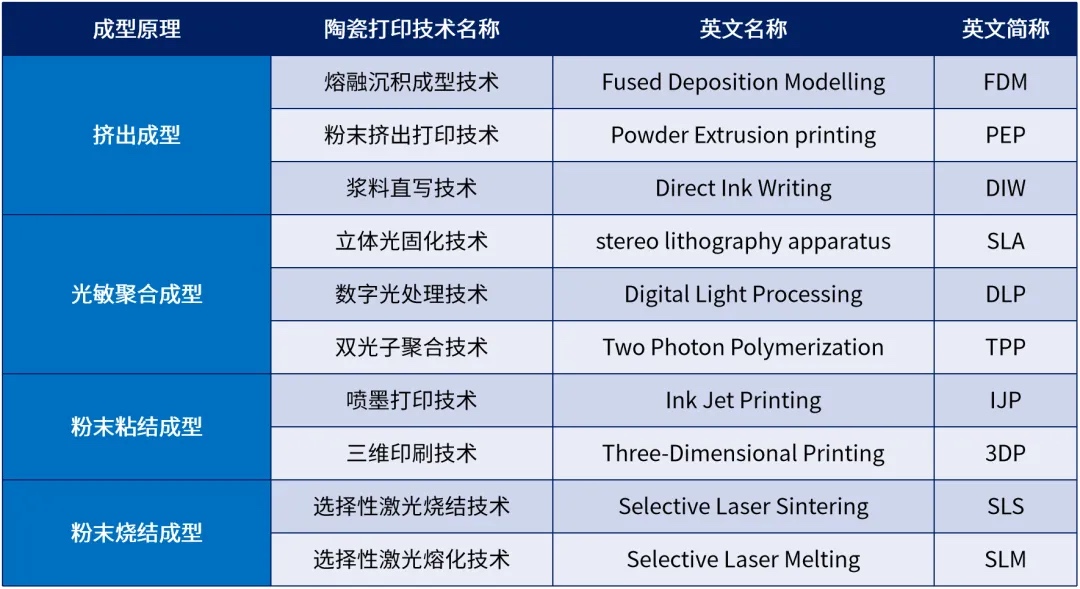 �մ�3D��ӡ�����ص㼰PEP
�մ�3D��ӡ�����ص㼰PEP- ������3D��ӡ��Ӧ��Continuum Powders��
- ������ʯ��˾����3D��ӡʵ����LABi3D��
- ��Snapmaker��Polymaker�����Ƴ�3D��ӡ��
- ��������������ѧԺ����3D��ӡ���ģ��ƶ�
- ��AML3D��3000���Ԫ���ʣ�������������
- ���մ�3D��ӡ�����ص㼰PEP��DLP�IJ���
- �������ͷ�����ߴ�༤�����3D��ӡ��
- ���绡����3D��ӡ����AML3D��3000���Ԫ
- ���¹�3D��ӡ���Ϲ�˾Forward AM��������
- ���Ӵ����ʵ��DIY���Ʒ���ͨ���ڳ�
 3DʳƷ��ӡ����
3DʳƷ��ӡ����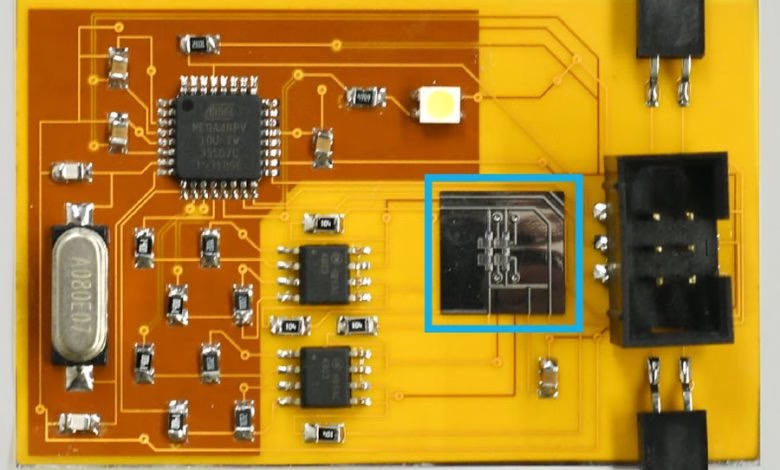 ���ڻ�÷¡�о���
���ڻ�÷¡�о���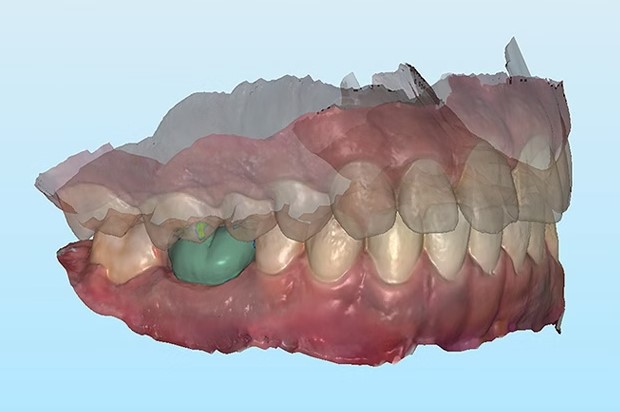 Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ��3D��ӡ�����������켼��������״̬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


