���������ܽ�����������������켼���о���չ(5)
3 CuW�����ݶȸ��ϲ��ϵ�LCD�����о�
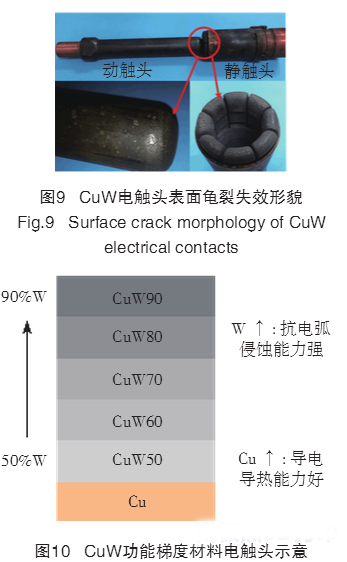
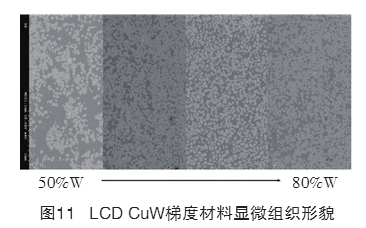
�ô�ͳ�����������սᷨ������ͭ�ٵ紥ͷ����ʹ�ù����д��ڵ�һ����Ҫ������ƣ�����Ƽ���������ͼ9���������绡��ʴ�����ϲ��ͭ�������ֲ��ϵ��������ʶ��ԣ���Ȼͭ���۵��Ϊ1083�棬�е�Ϊ2595�棬��ͭ�Լ�����и߷���ߵ��ȵ��ص㣻���ٵ��۵���ߴ�3422�棬�е�Ϊ5655�档ͭ�����ߵ��������������̫���ٵ��ܶȺͷе���ͭ�������࣬�ٵ��۵���ͭ��3���࣬���ٻ�δ�ۻ�ʱ��ͭ�Ѿ������ˣ���Ҫ�㹻�ߵĹ����ܶȲ��ܽ���ͭ���ٵ�LCD���顣��ˣ����ø�Ӧ����LCD�������ɳ���CuW�����ݶȲ����������ͼ10������������������õ��ۺ���ѧ���ܡ�
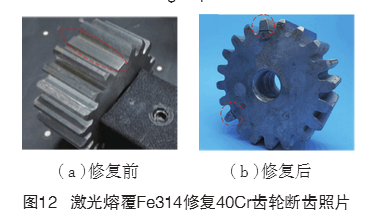
�������ص��о�CuW���ϲ��ϸ�Ӧ����LCD�ij��ι��գ����Cu�ĸߵ��ȡ��Լ���ĸ߷��������⣬�о�CuW����LCD����ʪ���ơ�ȱ���γɻ��ƣ�ʹ���ε�CuW���ϲ�������ʹ�õ���ѧ���ܺ͵�ѧ����Ҫ�� ��������ʾ���ڸ�Ӧ�����¶�Ϊ400��������£������ij���������á������400��Ԥ��ͭ������ ����W�� ���������� ��Ϊ50%�� 60%��70%�� 80%��CuW ���ϲ��ϣ���ͼ11�����Լ���CuW���ϲ��ϳ� �ι��ղ����Ļ����ϣ�������CuW �����ݶȲ��ϣ������� ��CuW�ݶȸ��ϲ��ϵ�����֯��W�����ֲ��ľ����ԡ�ɨ��羵��Ƭ��ʾ��W�ĺ���Ϊ70%��80%ʱ��W�����ֲ��ȽϾ��ȣ������г��������ж����ڼ��������ף���һ���������������������۹��տ�����Ч���ٳ��������е����ס�
4 �ͷ������ȶԼ����۸�
Fe314��40Cr��֯�����ܵ�Ӱ�������������ȣ���������ͨ�������������ӿ�������ȡ����������Ұ�⡢������Դ�����ȶ�临�ӻ�����ʧЧ����Ŀ���Ӧ������ʹ�豸���ٻָ�����ʹ�ã����Խ�Լ��Դ�����;�����ʧ��������Ҫ�Ĺ���Ӧ�ü�ֵ��ѡ��99.999%N2��99.5%N2��98%N2 3�ֲ�ͬ���ȵĵ����ͷۣ����ޱ����Ĵ��������н��м����۸�Fe314��40Cr���飬̽���ͷ����Ĵ��ȶ��������֯�����ܵ�Ӱ�죬Ϊ�۸���ϵͳѡ����ʴ��ȵ���������ȷ����ѧ���ݡ�
��������������һ����Χ�ڣ����ŵ������ȵĽ��ͣ��۸�����֯�����ļ������������ӣ������������ѧ����Ӱ���С�����ô���98%~99.5%�ĵ�����������ȫ����������Ҫ��3�ֲ�ͬ���ȵ����ͷ���������Fe314��40Cr���� �Ŀ���ǿ�Ⱦ�������1001MPa�������ʲ�����10%��Ӳ��ԼHV0.2430���������������ѧ���ܡ�ͼ12Ϊ����Fe314�����۸���40Cr��̼�ֳ�������İ������۸��������Ϊұ���ϣ�����洦��ѧ���ܴ���40Cr���壬����ʵ��Ұ�⼰���������³��������Ŀ���Ӧ������
�����ܽ������LAM������Ϊ һ�ּ�˾�ȷ���κ����ܳ��������һ�廯���켼�����Ѿ��ں��պ��졢����ҽѧ��������������Ʒ������������ʾ�˹����Ͳ��������Ӧ��ǰ�������ǣ�����ڴ�ͳ���ͺ����ȼӹ������ͻ�е�ӹ�����ӹ�������LAM�����ķ�չ��ʷ�Ͼ���30�꣬����������ɱ��ߡ�Ч�ʵ͡����Ƚϲ����װ���з��в����Ƶ����⣬��δ������ģ��ҵӦ�ã��似���������ȴ�ͳ�������кܴ��ࡣ�ر���LAMר�úϽ����ͺ�LAM���������ⷽ���IJ������Լ����LAM����ϵͳ���������IJ��㣬�ںܴ�̶�����Լ��LAM�����ڹ�ҵ�����Ӧ�á�
����֮�⣬LAM�Ͻ����ѧ���ܺͳ��μ��ξ��ȿ���ҲԶδ�ﵽ����״̬����һ���������ڶ���Щ�Ͻ���LAM�ͺ����ȴ��������еĿ��κͿ��Ի������о�����ʶ����ϵͳ���룬��һ���������ڶ�LAM���̵Ŀ��Ʋ�����ϸ����Ҳ��ζ�ţ�����LAM���������д����Ļ�����Ӧ���о������д���һ�����ơ�����������������ԭ����ͻ�����Ƴ�Ϊ���о�չDZ�����Ƚ����켼�����������������豸�����Ĵ������ߣ�Ӧ�ò����������չ������Ч���뾫�ȵ���ߣ�LAM�����ؽ������켼�����������Եķ�չ��
���ߣ��Ű��� �����ڣ���ʿ����ʦ����Ҫ���¼����������죨3D��ӡ����������װ���������ܽ�������������켼�����������������̵ȷ�����о��� *������Ŀ�������ص�ר������ܽ����ṹ����������������ο����о��������ܽ������������������ �����о���չ������Ȼ��ѧ������Ŀ������ʡ�Ƽ�ͳ�ﴴ�¹��̼ƻ���Ŀ��

(���α༭��admin)

 δ����3D��ӡ��Ϊ��Ӧ����
δ����3D��ӡ��Ϊ��Ӧ���� ѡ�������ۻ�SLM�����д�
ѡ�������ۻ�SLM�����д�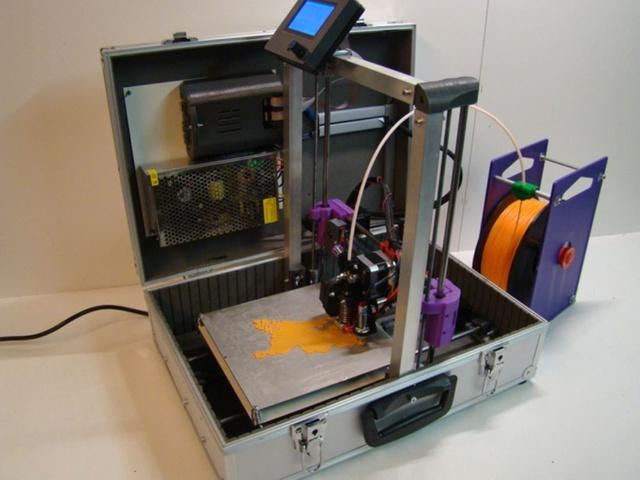 3D��ӡ�ȳ��ѹ����²�����
3D��ӡ�ȳ��ѹ����²����� �ɻ���3D��ӡ��һ��������
�ɻ���3D��ӡ��һ�������� 3D��ӡ��Ϊ�����ڻ�������
3D��ӡ��Ϊ�����ڻ������� 3D��ӡΪ��Ӧ���������벻
3D��ӡΪ��Ӧ���������벻- ��δ����3D��ӡ��Ϊ��Ӧ��������Щ�ı䣿
- ��ѡ�������ۻ�SLM�����д�ӡǻ�������
- ��3D��ӡ�ȳ��ѹ����²�����η�չ��
- ���ɻ���3D��ӡ��һ�����������з�������
- ��3D��ӡ��Ϊ�����ڻ��������ϰ�������Ҫ
- ��3D��ӡΪ��Ӧ���������벻���ĸı�
- ������3D��ӡ���ͼ����������з��еĶԱ�
- ��ȫ�Զ�������3D��ӡ����������������2
- ����������Ӧ����ѡ���Լ����ۻ�����
- ��3D��ӡ������ҩ���Ƽ��е�Ӧ�ú���ս
 ����3D��ӡ���ͼ�
����3D��ӡ���ͼ�

