�������ĺͼ�������Ļ�ϼӹ�����
������һ����������������������ü�������ʱ��һ����˵�ῼ���临���ԡ����ڸ߸����Ե��㲿����˵������������һ�ֱ�Ȼѡ����Ϊ���ܸ��������ļ������ɶ�ȥ�������и����ڲ��ṹ���ܵ��㲿�����������ؼӹ��ļ���������ڳ�����״�������˵��ʵ�ָߵ�����Ч���Լ��dz����ܵĹ����ˣ�Խ�Ǹ��ӵ��㲿������Խ�ʺ����������켼������Ҫ˵�����ǣ����������Ҫ����ϸ�Ĺ��ͨ����Ҫ�ô�ͳ�ķ�����
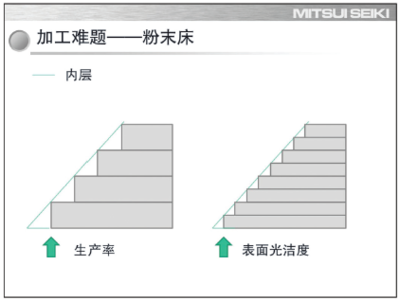
���ǣ������ַ��������Ÿ��Ե��ŵ�;����ԡ������ս��������챾�������ü���������Ź���·�����ۻ�����ķ�ĩ��һ��ֻ����һ�������һ�㡣������̱ȴ�ͳ�����ؽ����ӹ��ٶ���������һ����������Ҫ�ﵽ����������ٶ���ҪȨ����ά��ÿһ��ĺ�ȡ�������ø��ߵ���������������ɸ���ķ�ĩ����Ǹ���ij�������������ʣ���������Ȼ���Ӱ�졣��������Խ���һ�������Ĺ��̣����γɽ�С�IJ㣬��ø��õı�����ȡ�
�������ܽ��ܸ����Ĺ��̣����γɸ����IJ㣬�Ի�ø��õı�����ȡ���ijЩ���͵����ػ���ƽ̨��������Ҫ����������������������ͼ�������ġ����������ڡ������ּ�������Ϊ���ྺ���Եļ����������DZ˴˻����������ڣ�����������֮�����ˡ�������������ͼ����
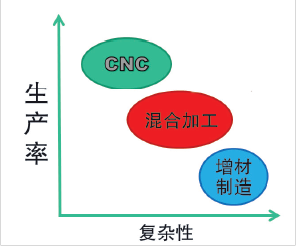
��ϼӹ��������ṩ�Ӵ�������ĵ���������֮���ȫ��ѡ��ϼӹ����������������������ǿ��Խ������ּ����ں���һ������ӡ���ϣ������е��㲿�������ӽ����������й��������Ȼ��������ں���һ��
��ϼӹ�
������£�����������㲿���������㴫ͳ�ӹ���������Щ���ܶԱ�����Ȼ���Ҫ���ⲻ��ͨ��ֱ�Ӳ��ϳ�������á���CNC���ػ��������Ӷ�����������������ܽ�Ͻ���3D��ӡ�ĸ������Լ���ͳ���ؼӹ��ı�����ȡ�
���ֻ�ϼӹ�ϵͳ����ͨ��ʵ�ֽϺ�ij�����������ȵ������������������ʣ���Ϊ����ͬһ̨��������߱�����ȡ�ͨ������һ���dz����ܵĻ������ټ���һ�ֵ������ij������죬�û������Դ����д�ӡ�㲿�����ǽ��������ӵ����еĹ����ϣ�Ȼ����ָ����мӹ���������ȴ�ӡһ�㣬Ȼ�����컻��ϳ�����߽��мӹ���Ϊ��һ����������洦�����ٻ���������������һ����ϡ�������Ҳ���Դ�ӡֱ����Ʒ��ɣ�Ȼ���ټӹ���������

��Mitsui Seiki�����������������ǵĻ�ϼӹ�ϵͳ��һ��5��ӹ�����ƽ̨������Ϊ15��m��15,000��30,000rpm��CAT��HSK���ᡣ�����ᱣ��һ�µ����졢���˼���������ĩ�Ľ���ϵͳ������Щ���ɵ�һ̨�ӹ������У����Ǿ͵õ���һ�������ڳ������ؼӹ�����������֮�����ظı�Ļ�ϼӹ�ϵͳ��
������ֱ�����뻻��װ�ã��������������ϳ������һ��������������֧�ֲ�ͬ�ķ�ĩ���ٺͼ���ӹ����ա���������ȵ��ھ����������DZ���������оֲ��ȴ�����������ϴ�����ָ���յ���ȴ����Ϊ��һ�������洦�������������Խ��м�������иƾ�����ֻ�ϼӹ������������Դ����еش�ӡ�����㲿�������ǽ��������ӵ����е��㲿���ϣ����ǻ���ĥ������������ĥ���ԣ��������������
(���α༭��admin)

 Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� �鱦���3D��ӡ���ռ�ָ��
�鱦���3D��ӡ���ռ�ָ�� ���������3D��ӡ���ռ�ָ
���������3D��ӡ���ռ�ָ ���������ˮ3D��ӡ����
���������ˮ3D��ӡ���� �ؿ���3D��ӡ֧�ŨC�ռ�ָ
�ؿ���3D��ӡ֧�ŨC�ռ�ָ 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM  ����˹�Ӻ����״�
����˹�Ӻ����״�

