【3D打印机的实力】金属技研篇:预热与否最终形状大有区别
金属3D打印机是选择性地烧结金属粉末进行积层的装置,目前主流的烧结热源有两种,即采用激光束的方式和采用电子束的方式。两种方式的输出功率和扫描速度各不相同,这与积层面整体是否是一层一层预热密切相关。预热与否会影响残余应力和粉末去除性,目标形状的实现也将发生变化。从事金属部件受托加工业务的金属技研公司的验证结果汇总如下。
金属技研目前导入了激光束式“EOSINT M280”(德国EOS公司)和电子束式“Arcam A2X”(瑞典Arcam公司)两种方式的金属3D打印机。作为近净成形部件加工的加工装置,正在用其推进研发。
这两种方式的最大造型尺寸基本相同,均为250mm见方,最小积层厚度约为50μm*1。主要不同在于激光束或电子束的输出功率及扫描速度。输出功率方面,激光束式为400W,而电子束式高达3500W,扫描速度方面,激光束式为7m/s,而电子束式高达8000m/s,二者差距巨大。电子束式利用扫描速度的优势,造型时一层一层扫描造型台整体进行预热(提高金属粉末的温度)后,再开始烧结截面形状。
*1 金属粉末材料为Ti-6Al-4V时,EOSINT M280的最大造型尺寸为250×250×325mm,Arcam A2X为200×200×380mm,EOSINT M280的积层厚度为30μm或60μm,Arcam A2X为50μm。
预热与否结果大不相同
那么,预热与否结果会怎样变化呢?目前了解的主要有两大直接影响(图1)。

|
|
图1:预热和不预热的特征差别 激光束式不实施预热,电子束式实施预热。由此,残余应力的大小和造型物以外的粉末状态会发生变化,造型后的工序各有利弊。(图由《日经制造》根据金属技研的资料制作) |
首先,所需支撑体*2的贴附情况有所不同。这是因为,不实施预热的激光束式的温差会变大,导致残余应力升高,造型品需要承受这种残余应力。需将支撑体牢牢贴附在第一层接触的基底上,支撑体的尺寸会相当大。从基底移除支撑体时比较困难,因此造型后需要通过机械加工等做最后的处理。
*2 支撑材料:为防止造型品的自重等造成目标形状变形而附加的部分。需要在造型后去除。
而电子束式的温差小,残余应力低,因此仅用支撑凹槽部分的支撑体就完全可以造型。“贴附用手就能弯曲的薄支撑体造型即可,去除时用手稍微弯一下,或用钳子稍微拧一下就能去除”(金属技研技术本部技术中心次长山本泰弘)。
如上所述,从支撑体(残余应力)来看,电子束式比较占优势,不过激光束式也有优势。那就是粉末去除性。
实际上,预热后金属粉末会“变成类似假烧结的状态”(山本)。利用激光束式的话,造型范围以外的部分可以直接作为粉末取出,而电子束式由于进行了预热,造型台整体的粉末为略微凝固的状态。
这种变成假烧结状态的多余部分也可以通过喷砂清理去除,不过喷不到的部分则难以去除。拥有复杂电路的部件存在无法完全去除多余部分的问题。
利用独自的造型样品进行确认
为调查粉末去除性等会对实际造型物的精度和形状再现性产生什么影响,金属技研用这两种方式的3D打印机打印了Ti-6Al-4V的造型样品并进行了比较(图2)。为确认以下六点,专门设计了样品。这六点包括:(1)如果没有支撑体,造型时的最大倒塌角度是的多大(极限造型角度)、(2)能再现多小的横孔(横孔形状、粉末去除性)、(3)圆棒的最小直径和高度、(4)板的最薄厚度和高度、(5)缝隙部分和边缘部分的形状、(6)锐角部分的形状。

|
|
图2:用于确认造型极限的样品的3个正射图 为确认形状再现的极限,准备了对孔和棒的直径以及积层方向的角度等进行了改变的样品。在没有支撑体的情况下打印了该形状。(图由《日经制造》根据金属技研的资料制作) |
打印的样品形状的照片见图3。从设计尺寸来看,尺寸为20mm和30mm的部分,精度在0.1mm以下,而尺寸为105mm(样品宽度)的部分,产生了0.3mm以上的误差。这个结果比目录参数稍差一些,不过“通过调整积层条件可以改善,只不过是个参考值”(山本)。

|
|
图3:外观形状的结果 测量造型样品的尺寸,与设计值进行了比较。还测量了表面粗糙度。设计尺寸参照图2的正射图。(图由《日经制造》根据金属技研的资料制作) |
下面来看一下对这六点进行验证的结果(图4)。

|
|
图4:用于确认造型极限的样品造型结果 激光束式和电子束式对形状的再现性均有擅长和不擅长的部分。(图由《日经制造》根据金属技研的资料制作) |
(1)极限造型角度方面,经确认,所有装置在相对于水平面约30度的角度下都发生形状崩塌。40度时没有发生,因此低于40度的角度应该需要用支撑体造型。
(2)横孔方面,在激光束式中,φ(直径)为0.5mm的孔出现变形,但φ为1~10mm可以再现孔的形状,并去除粉末。
而在电子束式中,φ为0.5~8mm的孔就堵死了。这是因为,预热导致假烧结,实施喷砂清理时,小直径的孔喷不到。“如果是直线形状,用铁丝等捅一捅就能去除粉末。不过,如果是冷却水管等形状复杂的构造部件,应该很难去除粉末”(山本)。
(3)圆棒的最小直径和(4)板的最薄厚度方面,激光束式比较有优势。以圆棒为例,激光束式针对φ0.3mm的设计值能再现φ0.29mm的圆棒,而电子束式在设计值为φ0.3mm和φ0.5mm时,都是再现φ0.75mm的圆棒。估计是因为激光束式不会出现假烧结,所以仅扫描的部分几乎完全正确地进行了烧结。
不过,对这种细薄形状进行细长造型时,在积层方向的高度方面,电子束式比较占优势。利用激光束式进行薄板造型的话,厚度为0.3mm时最大只能造型7.3mm的高度。估计是因为,造型中的残余应力导致变形,造成了层间错位。
(5)缝隙部分和边缘部分的形状方面,实际的造型物均比设计值稍窄一些,其中激光束式的偏差相对较小,再现性更出色。(6)锐角部分的形状也是激光束式的形状再现性更优异,而电子束式没有因为变形导致形状崩塌。
通过HIP处理提高疲劳强度
上面介绍了利用3D打印机造型的立体模型的形状再现性,接下来看一下立体模型的机械强度。金属技研公司通过在高温环境下施加高压气体的HIP处理,验证了特性变化。
近年的金属3D打印机通过提高粉末的品质和热源的输出等,大幅提高了立体模型的密度。不过,立体模型依然会残留微小的气泡(气孔)。该公司观察截面发现,“造型后出现了多个20μm以下的气孔”(山本)。
该公司通过HIP处理挤破了这些气孔。实施密度测量确认,密度有所改善*3。机械强度方面,经过HIP处理后,拉伸强度有所降低,不过断裂伸长率得到改善。激光束式和电子束式在实施HIP处理前和处理后“都实现了比作为普通钛64销售的板材优异的值”(山本)。
*3 观察截面组织发现,由于激光束式不进行预热就造型,因此温度变化比较激烈,从组织上来看,形状与实施溶体化和时效处理后的组织非常接近。而电子束式由于实施了预热,组织形状看上去像是混合了针状组织一样。晶粒的生长方向均朝着积层造型方向生长。由于通过HIP处理进行了加热,二者整体都变成了针状组织。
通过HIP处理有望大幅改善的是疲劳强度。金属技研公司实施旋转弯曲疲劳试验发现,激光束式和电子束式都通过HIP处理提高了疲劳极限(图5)。

|
|
图5:旋转弯曲疲劳试验的结果 激光束式的疲劳强度(应力振幅)稍高一些。不过,通过实施HIP处理,疲劳强度大幅提高,二者基本相同了。(图由《日经制造》根据金属技研的资料制作) |
具体而言,从实施107次疲劳试验后的应力振幅(疲劳强度)来看,激光束式单体(造型后的状态)的应力振幅为360~370MPa,电子束式单体约为250MPa,而经过HIP处理后确认,强度都提高到了600MPa。
以上介绍了金属技研公司针对金属3D打印机的形状再现性和机械强度实施验证的结果。这些验证只是该公司在目前拥有的积层条件下实施的。山本表示,“为了实现更出色的造型,今后还将大力开发积层条件”。
(责任编辑:admin)

 3D打印黄金吊坠让人们铭记
3D打印黄金吊坠让人们铭记 令人惊艳的3D打印喷气飞行
令人惊艳的3D打印喷气飞行 全球PK 3D打印PPSU,SOLVA
全球PK 3D打印PPSU,SOLVA 看3D打印自动化单元如何在
看3D打印自动化单元如何在 大型高精度电子结构件产品
大型高精度电子结构件产品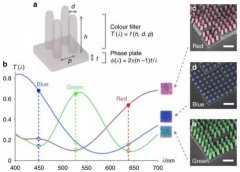 新型防伪技术:同一束光照
新型防伪技术:同一束光照 用于细胞3D打印的
用于细胞3D打印的

