����ŷ��������3D��ӡ�����ķ�չ״��
��3D��ӡ����ǹ֧�����㷺����������ÿ���˹��һ��������˾�����ý�����ĩ�ɹ����첢�����������ϵ�һ֧3D��ӡ����ǹ����װ��������Ƶ�������������ı����Ƕ�3D��ӡ��Ʒ��ȷ��ǿ�Ȳ����ļ���ӡ��
������ǰ������ȫ����֧3D��ӡ����ǹ��ԭ��ģ��Ϊ�����M1911ʽ��ǹ�����ܲ�λ�ڵ��ݰ�˹͡��3D��ӡ��˾“�������”(Solid Concepts)�Ŷ���Ʋ����졣�Ŷӳ�Ա�������ϵ�1911��ͼ3D��ģ����DMLS��ֱ�ӽ��������սᣩ�������Ƚ�����ĩʹ�����̳��ͣ�DMLS�����ѳ���M1911ǹ֧������ľ���Ҫ���پ������ִ�ĥ�Լ�����ǹ�ŵȹ��գ����������װ�����г���30��3D��ӡԭ������������ֺ�һЩ�������Ͻ���ϣ������ɺ͵�ϻ��Ϊ�����������ƥ��ʵ����
����“�������”��˾���ܲÿ���·�Ѷ�˹ͨ��ʾ���������������Ϊ��֤��3D��ӡ��һ�����Ŀɿ��ԡ�ȷ�Ժ�ʵ���ԡ�Ŀǰ��ǹ��ͨ������50��ӵ�������������ԣ����Ȳ�ѷ�ڳ���������
�����ڽ��������о����棬���������������ǽ��������ھ��ºͺ��պ��������Ӧ�á�
����������֪�������ľ��¡����պ���ʵ��ȫ���һ����Ҳ����������������������ȫ�����ȵĽ��������з����������������������죨��3D��ӡ��Ѹ�����£�����Ҳ��2012��10���ڶ���������˹�ٳ�����������ǰ�صĹ����������촴���о�����NAMII�����Թ�����������������������ơ�������Ҫ���о������й��Ҽ������������ӹ������������ģ���ѧ���м���MIT��������ѧ�������Ҹ��ѧ�ȺͲ�����ͨ�õ���ҵΪ������
�������������պ����һ����ŷ��������ڻ����о�ʹ��3D��ӡ�������캽�������ɻ��������˾۱�Ľ�����������ΪAMAZE�������������P��Ч�����ĸ��½�����Ʒ���죩����Ŀ�ƻ����������ƽ���3D��ӡ������
����ŷ�վֱ�ʾ�µĽ���3D��ӡ�������Գ��ܵ��¶ȸߴ�����3500�ȣ�ԶԶ������ͳʹ�����Ϸ�ĩ��3D��ӡ�¶ȼ��ޡ�ŷ���������ŷ�����빤ҵ�ͽ����ĺ���������Ͽ������ģ���������3D��ӡ������ ����Ŀ�������������ƽ�������3D��ӡ��
����AMAZE��Ŀ��������������ʾ��һ����Ŀ���Ǽ����˷ѣ����������ɱ�����ά��ӡ����������������ʦ���촫ͳ������������㲿����ŷ����ֱ�ʾ������ƻ�����1���Ѿ�������Ļ�����ڵĹ�����Ҫ���ڷ������¹����������Ų����Ӣ������һ���ɿ��IJ�ҵ��Ӧ����
����“�й���3D��ӡ�����ڽ���������췽����������ǰ�У������ڷɻ�������Ӧ�á�”�����ڴ���������ת�ͷ�չѧ������׳�ר�ⱨ�����ҹ���������������������ר�������������ڽ���3D��ӡ������Ӧ��״��ʱ����˵��“3D��ӡ��ҪӦ���ڽṹ���ӡ�����Ҫ��ߡ������ɱ���Ϊ���͵��豸���췽��������ơ�3D��ӡ����������ҽѧ�����ǰ��Ҳ�ܹ���������3D��ӡ������ϸ�����̼�����ϣ��ɶ����������������”
�������˽⣬�人��ֻ����������װ������˾�������꿪ʼ����3D��ӡ�������ϣ��⽫ʹ����ʡ����ʵ���ɽ�������ͨ��3D��ӡ�����㲿��ֱ��װ���豸�ļ�����
�������пƼ���ѧ����ѧԺ���ڡ��������維�³�ʷ�����ܿ�����ֽ������ϼ������ơ����˽������������з�������������3D��ӡ�����ù�˾Ŀǰ�����������̸��ͬ������ӡ�ý��������ķ���������ǰʷ����Ҳ����ʾ��“������ڳ�����רӪ�մɻ��߽�����3D���Ϲ�Ӧ�꣬��ʱ��3D��ӡ��ҵ���������������ˡ�”�˴���Ŀ����չ˳�����⽫ʹ��ҵ��3D��ӡ�г��ڵIJ��Ϲ�Ӧ�����������Ҳ�������ʮ���IJ�Ʒ����ֵ���档
�������ϵ�3D��ӡ���켼��
����һ����ԣ�������ٳ�����Ҫ�ø߹��ʵļ��������Լ����棬�ڻ�������ĩ���γ�Һ̬���۳أ�Ȼ���ƶ����������ۻ�ǰ���ķ�ĩ���úĽ���Һ��ȴ���̡��ܱ���Ҫ���ͷ�װ�Z���������屣������ͷ���Ƶ������ס�
�����������ϵ�3D��ӡ���켼��֮�����Ѷȴ�����Ϊ�������۵�Ƚϸߣ��漰���˽����Ĺ�Һ��䡢������ɢ�Լ��ȴ����ȶ����������̡���Ҫ���ǵ�������������ɵľ�����֯�Ƿ����á������Լ��Ƿ���ȡ��ڲ����ʺͿ�϶�Ĵ�С�ȵȡ����⣬���ٵļ��Ⱥ���ȴ���������Լ��ڽϴ�IJ���Ӧ����Ϊ�˽����Щ���⣬һ����Ҫ�ڶ������������ϣ����缤��Ĺ��ʺ������ֲ�������۽�����ƶ��ٶȺ�·���������ٶȡ�������ѹ���ⲿ�¶ȵȵȡ�

����ͼ��1��������ٳ��ͼ��������������
���������н����Ͻ��У��ѺϽ������ܵ����ӡ���Ϊ�ѺϽ��ܶȵ͡�ǿ�ȸߡ���ʴ���۵�ߣ�����������ĺ��캽�ղ��ϡ����������ѺϽ�Ӳ���Ҵ࣬���Բ������и������ķ�ʽ�����͡������������������ʵͣ��ڼ���ʱ�������ᷢɢ����ֲ����Σ��Ƚ��ʺ����ü�����ٳ��ͼ���������ѺϽ���ϼ۸�ߣ�����3D��ӡ�����ܹ��ڼ��������������ͬʱ��ʡԭ���ϵijɱ���

����ͼ��2�����ټ��Ⱥ���ȴ�������Լ��ڵIJ���Ӧ��
������Խ������ϵ�3D��ӡ����ʷ���ڲ�ͬ���о������ݻ����˺ܶ��ֲ�ͬ�ļ������࣬���ǻ�����ԭ������˵��ͬС�졣��Щ������ʼ��90������ڣ���������֬������Ϊԭ�ϵ�FDM��SLA��SLS�ȼ������ҹ����Ҳ��ͬ�ڿ�ʼ�˴˷�����о���

����ͼ��3���ѺϽ𡢲���ֺ����Ͻ�����ܶԱ�
������͵�����ھ�̬��ѧ�����ϲ��ȶ�ѹ�IJ�����ڼӹ�ʱ��ܳ�������Ŷ�����ɺ�۽ṹ�ϲ���һ��ƣ�������ϻ����ڲ�ࡣ

����ͼ��4��������ٳ��ͼ���������������ļ���

����ͼ��5��������صĽ���3D��ӡ��˾
����3DSystems��Ϊ��������ֵ����3D��ӡ��˾����sPro��125/250DirectMetal����������ϴ�ӡ����Ʒ��ʹ�õ����ü����ս������ĩ��ļ��������ļӹ��ߴ�Ϊ250×250×320mm�����õIJ��ϰ�������֡��ѡ��ܸ��Ͻ��߸ֵȡ���40���ֵIJ�Ʒ�ͺ��У�ֱ�ӽ�������Ĵ�ӡ����Ʒ����������
����3DSystems�ڽ���7�·���1500����Ԫ�չ��˷�����PhenixSystems��EPA��ALPHX��81%�Ĺɷݡ���ҹ�˾2000����������ṩ��3��3D��ӡ�豸�ļ���·��Ҳ��ͨ���������ս����̵��Ľ�����ĩ���������ߴ�250×250×300mm��������ĩ�����Լ���˾��ר��������������������֡������Ͻ������ȣ�ͬʱҲ����ʹ��SINT-TECH��˾�ṩ��������ֺ��ܺϽ��ĩ�����˻�е�㲿���⣬��������豸����Ӧ�������������ܸ��ļ�����2012������380��ŷԪ�������ڷ�������149��ŷԪ��������������231��ŷԪ��Ӫҵ����Ϊ����202��ŷԪ��

����ͼ��6��PhenixSystems�豸�ļ�������
����ArcamAB��һ�������ҵ����1997���������NASDAQOMX˹�¸��Ħ���У�STO��ARCM��������������������й���Ӣ�����а칫�ҡ���������˾��ͬ���ù�˾���õ��ǵ��������ٳ��ͼ������Ǽ�����ٳ��͡��뼤����ȣ���������������������ڻ�������ĩ���ٶȸ��죻���ڱ��淴���������������������ƣ����⣬������������ת��Ч�ʸߣ�����ʡ��Դ��������ԣ������������������ߡ����ǣ���������ȱ��������Ҫ����ջ�����ʹ�ã���������Ҫ�Ķ������屣����Ҫ���Ϊ���ӣ�������ǹ��ʹ��û�м��������㡣
����ArcamAB��˾��2���ӡ����Ʒ��Ҫ��Ե��Ǻ��칤ҵ����������г������������������ߴ�Ϊ200×200×180mm��ͬʱ�ṩ�����ͺŵ��ѺϽ��ĩ���ܸ��Ͻ��ĩ������������г��ϣ�ArcamAB��˾��2007����������ȫ�����ṩ��3������ϵ�ֲ���
���������ϰ��깫˾ʵ������9210�������ʣ�Լ��1414����Ԫ����ͬ������80%��������760�������ʣ�Լ��117����Ԫ����

����ͼ��7�����������ٳ��ͼ���ʾ��ͼ
�ܲ�λ��������ExOne��˾������2005�꣬��ĸ��˾ExtrudeHone����������2�·�����˹���IPO��NASDAQ��XONE����
����Exone��˾�ṩ������������ϵͳ���ֱ�������ӡɰ�ͺͽ�������������ֱ���Դ�ڵ¹�һ�ҽ���Generis��MIT��ɰ�͵ijߴ�����ܹ�����1800×1000×700mm���������ijߴ��ܹ�����780×400×400mm���������õ������类����“3D��ӡ”�ļ�����������ͷ��ɰ�ͻ��߽�����ĩ�д�ӡճ�Ӽ���ɨ����͡����ڽ������ϣ�����ӡ����ģ��ȥ�����ಿ�֣�Ȼ����¯�м���ȥ��ճ�Ӽ���ͬʱ�ڻ�������ĩʹ֮ճ�ᣬ��Ҫʱ���ж��μ���ȥ�������еĿ�϶������ɳ�Ӻͽ����⣬����������������Ʒ��
�����������豸��ͬʱ��ExOne���ṩ��ӡ����ͽ��������2012��ExOne�ܹ�������13��ϵͳ����ȫ���繲������6�ҷ���㡣�����ϰ��꣬ʵ������1720����Ԫ��ͬ������132%������700����Ԫ�����⣬����һ������ʷ�������Ľ���3D��ӡ��˾����AeroMet������1997��ΪMTS���ӹ�˾����������������JohnsHopkins��ѧ��PennState��ѧ�ȣ��������ѺϽ���ٳ��ͼ�������ΪLasform�����Һ����豸��˾���й����������������յ�����������������ҵ�����������õļ����ܹ��Ƴɵ�����ߴ�ﵽ2400×900×225mm���������������ƣ��������Ȼ���ڶͼ���ͬʱ�ɱ����ߣ�������װ�������Ų����ͺŵķɻ�½���������ƽΣ�����AeroMet��2005�걻�رա�
������Ϊ3D��ӡ��˾����ͷStratasys��Ŀǰ��δ���ܹ���������IJ�Ʒ���������DZ�ʾ��ͨ�������ȷ�ʽ���뵽������SigmaLabs��һ����LosAlamos����ʵ���ҵĿ�ѧ�ҳ����Ĺ�˾����OTC�г��Ͻ��ף��ṩ3D��ӡ����������ƽ̨��Ŀǰ������GE�������������㲿���Ĵ�ӡ������

����ͼ��8��AeroMet�Ķ������屣�����ܹ�֧�ֽϴ���������
���������豸���⣬��Ϊ�IJĵĽ�����ĩҲʮ����Ҫ���������ѺϽ��ĩ���ݹ��ƣ�ȫ����ÿ�깲����14����ѣ��ܼ۴ﵽ40����Ԫ����Щ�Ѵ����ͨ��þ�����ƻ�ԭ�ķ������������ѣ��ѷ۵���Ҫ�����������⻯���ⷨ��Ŀǰ�Է�ĩ��ʽ��������ռ�Ȼ���С��

����ͼ��9���ѺϽ��ĩ
��3D��ӡ���������ѷ۵�Ҫ����ߣ���������״����С�ֲ��Լ����ȵȡ����⻯���ⷨ������ѷۣ���״������С�����ȣ�Ӱ�쵽��ĩ�Ķѻ����ͣ����Ժ�������3D��ӡ�У�����Ҫ��ȡ��������������ת�缫�����Ʊ�����Щ�������ѶȲ��Ǻܸߡ�

���� ͼ��10���������������Ʊ��ѺϽ��ĩ
����Ȼ������ͬ��3D��ӡ�������˶��豸��Ҫ��ͬ������ԭ�Ϸ�ĩ��Ҫ��Ҳ��ͬ�����仰˵����ͬ���ϵĴ�ӡ��Ҫ�в�ͬ���豸�빤����֮����ϡ����ԣ�����������豸���̶����豸�����ա����ϰ�������ͬʱ�������ڳ����豸��ͬʱ���IJ�Ҳ�������������Ҫ��Դ��

����ͼ��11���⻯���ⷨ�Ʊ����ѷ�ĩ����ͼ������״�ʹ�С�϶������������Ʊ��ģ���ͼ������
��������ר�ŵ�3D��ӡ�豸���̣�������װ�����칫˾Ҳ���ӿ����ڽ�������3D��ӡ�����ڵĿ������������������ϣ��������NASA�����пͳ���GEAviation���ڳ���ʹ��3D��ӡ���㲿�������磬GE������LEAP������ʹ����19��3D��ӡ��������IJ����������������յ�4500�����������������µ�787�ͻ���ʹ����Լ30��3D��ӡ�IJ����������ͷ���ͽ����ȡ�ĿǰΪֹ����װ��3D��ӡ����İ��������٣������Ǵ��ͽṹ���ͳ���������

����ͼ��12������3D��ӡ���������A380������ϵij���

����ͼ��13��GEAviationչʾ��3D��ӡ�����������ѺϽ����
���⣬��Щ����ijߴ綼�����ƣ��б������������ߴ�Ϊ5.8×1.2×1.2m������F14ս���Ļ�����ԭ�����ڣ��������屣��ǻ�������ǻ�Ĵ�С�����ƣ�Խ���ǻ����ʹ��ʱԽΪ���ӣ�����ߴ�����ڼӹ����IJ����IJ���Ӧ����ϻ��ܣ�����������ı��λ��߿��ѣ���ߴ�����Ķѻ�����ʱ��������ⲿ������ɸ��ŵĸ��ʴ�ͬʱ���ڼ������ȶ��Ե�Ҫ����ߣ�һ����ԣ�������ڸ���λ�ľ�һ�ԱȽ��ѱ�֤�������ƣ��ǿ�Ȼ�Ƚϲ

����ͼ��14������Ӧ������ᵼ���������

����ͼ��15�������������Ĵ������
����3D��ӡ�������г��ɹ��Ϊ�ĸ���ͬ��ε��������Ǵ��ڲ�ҵ���IJ�ͬ���ڣ���δ�����б����Ŀ��ܡ����У�ֱ�����������㲿����3D��ӡ�����г�����ռ���ⲻ�ٹ�˾�Ѿ���ʼͶ����ҵ��������װ��������ҵҲ��Խ��Խ������һ���췽ʽ���ܴ����ı����ż����Ľ���������ҵҪ���������δ���������������������ٳ��ͼ������г�������ٳɳ��ڡ�

����ͼ��16��3D��ӡ������4��Ӧ������
����3D��ӡ������������㲿��δ���ķ�չ����Ҫ��һ����������Ҫ����ҵ�����淶�������ӹ��ͼ������ڣ�ͨ�������ʵ�ʲ��ԣ��������ڰ�ȫ�ԵĹ��ǡ����⣬������մ�ͳ�����ģʽ��ֻ����3D��ӡ�������촫ͳ�ӹ���ʽ���ܹ����������������̫�����ƣ�������Ҫ����ϵͳ���ʱ�ͽ�3D��ӡ������Ϊ��ѡ�ļӹ���ʽ֮һ���ۺϿ�����Ʒ���������ɱ������븴�ӵ����κ�������͵ȡ��⽫Ϊδ������3D��ӡ��������������г��ռ䡣

����ͼ��17��ȫ����3D��ӡ�г���ģѸ������
(���α༭��admin)

 3D��ӡ�ƽ������������
3D��ӡ�ƽ������������ ���˾���3D��ӡ��������
���˾���3D��ӡ�������� ȫ��PK 3D��ӡPPSU��SOLVA
ȫ��PK 3D��ӡPPSU��SOLVA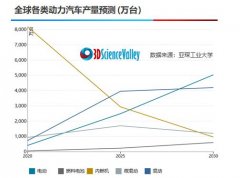 ��3D��ӡ�Զ�����Ԫ�����
��3D��ӡ�Զ�����Ԫ�����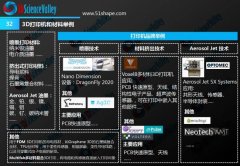 ���߾��ȵ��ӽṹ����Ʒ
���߾��ȵ��ӽṹ����Ʒ ���ͷ�α������ͬһ������
���ͷ�α������ͬһ������- ��3D��ӡ�ƽ������������˵������Nips
- �����˾���3D��ӡ�������б���
- ��ȫ��PK 3D��ӡPPSU��SOLVAY ����2019��
- ��MetGala2019��3D��ӡ�Ƴɵ�ȹ�ӣ�����
- ����3D��ӡ�Զ�����Ԫ�����������������
- �����߾��ȵ��ӽṹ����Ʒ�Ĺ�ģ����
- �����ͷ�α������ͬһ���������������ͬ
- ������ϸ��3D��ӡ�Ŀɼ��⽻��ˮ����
- ��3D��ӡ������Ǧѹ�����
- ���¹�����ݷ��� 3D��ӡ������ȫ���Ӿ�
 ����ϸ��3D��ӡ��
����ϸ��3D��ӡ��

