3D打印人偶诞生手记 点赞吐槽任性由你(2)
23D打印过程 我们应该有更快的办法
●3D打印过程 我们一定有更快的办法
第一次尝试3D打印拼装人偶,为了稳妥起见,笔者把Robotica零件一个一个切片,再逐个打印出来。那么打印这样一套零件,需要花费多长时间?笔者前前后后,花了大约三天。别急着用“我X,这么久”,我们一定有更快的办法。
首先,我们要明确一点――纯3D打印的耗时,与3D打印机的哪些参数有关?首先是层厚,0.1mm比0.2mm用时要长,因为0.1mm时的分层数量更多。

弘瑞MR300 3D打印软件Cura参数设置
外壳厚度。外壳越厚,消耗材料越多,打印用时越长。
还有填充率,也就是3D打印模型内部的密度。填充率越高,密度越大,消耗材料越多,用时约长。

填充密度是影响3D打印速度的重要因素
另一项是打印速度,也就是喷头在挤出材料的过程中在X/Y平面上的移动速度;打印速度越高,喷头移动越快,用时越短。
支撑和底托。增加支撑和底托,增加了打印的结构,用时也加长了。

底托和支撑结构增加了3D打印消耗的材料
空载速度,也就是喷头没有挤出材料时在X/Y平面上的移动速度;空载速度越高,喷头移动越快,用时越短。
笔者使用弘瑞MR300 3D打印机,在0.2mm层厚、0.8mm外壳厚度、20%填充率、60mm/s打印速度的配置下完成打印。Robotica的设计者Sonia的打印参数是这样的:0.1mm层厚、1.2mm外壳厚度、15%填充率、40mm/s的打印速度。提供给各位网友做个参考。

在0.2mm层厚、0.8mm外壳厚度、20%填充率、60mm/s打印速度的参数下完成每一个部件的打印
另外,我们需要知道在零件打印启动时,有一个喷头和平台预热时间;在打印结束后,有一个平台下降时间,在依次打印多个模型的情况下都延长了总共的用时。而在保证3D打印模型质量的前提下,将多个模型文件排列在平台上同时打印,可以减少预热、平台回落的次数,减少用时。

一次排列多个.STL文件 可以减少3D打印结束后重新开始的空闲时间
在诸如弘瑞MR300这一类平台面积较大的3D打印机上,可以一次排列4个Robotica部件打印,用的时间更少。
(责任编辑:admin)

 3D打印黄金吊坠让人们铭记
3D打印黄金吊坠让人们铭记 令人惊艳的3D打印喷气飞行
令人惊艳的3D打印喷气飞行 全球PK 3D打印PPSU,SOLVA
全球PK 3D打印PPSU,SOLVA 看3D打印自动化单元如何在
看3D打印自动化单元如何在 大型高精度电子结构件产品
大型高精度电子结构件产品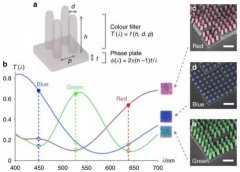 新型防伪技术:同一束光照
新型防伪技术:同一束光照 用于细胞3D打印的
用于细胞3D打印的

