��ʿ����ѧ�����ǽ����Ŷӣ�MAX�ಿ�����������о���չ����
�Ĵ�������ʿ����ѧ�����ǽ����Ŷ���Journal of Materials Science & Technology �ڿ��������������¡�Recent progress in additive manufacturing of bulk MAX phase components: A review�� ��
������ϵͳ������MAX�ಿ���������죨AM�����о���״���Ե����������켼��Ϊ�����ص����������칤�ա��۽ṹ�ͻ�е����֮������ڹ�ϵ������˵�ǰMAX�ಿ�����������еĸ������⣻���������ڽ�һ�����������������MAX�ಿ�����ܵ���ؼ��������ָ����MAX�ಿ���������������ٵ���ս��ǰ�������ڽ��������������µ���Ҫ���ݡ�
 DOI��https://doi.org/10.1016/j.jmst.2022.05.026
DOI��https://doi.org/10.1016/j.jmst.2022.05.026
![]() ��������
��������
MAX�౾�����Ǿ��������Գƾ���ṹ�IJ�״̼��������ʽΪMn+1AXn������MΪ���ڹ��ɽ�����AΪA��Ԫ�أ�XΪ̼��n = 1~6����һϵ�в������������˽������մɵ��ŵ���ں��պ��졢�����ͺ˹�ҵ�еõ���Խ��Խ��Ĺ�ע������������Ƕ��صľ���ṹ���ɽ����㽻���Ĺ��۲�ѵ����ɡ����Ǽȿ����������������͵��ȣ��ɼӹ������к������������̶ȣ�Ҳ�������մ��������и߸նȡ����õ���ʴ�Ժ����µĸ߿������ԡ�
����MAX�ಿ��ͨ��ͨ����ĩ�սṤ�������������ֱ���ս���ҵMAX���ĩ������ս�M/A/X��M/AX/X��M/A/MX��ĩ�����սἼ��������ѹ(HP)���ȵȾ�ѹ(HIP)���������ս�(SPS���ֳ�����ŵ��ս�(PDS))����е�Ͻ�(MA)�������Ӹ��ºϳ�(SHS)��
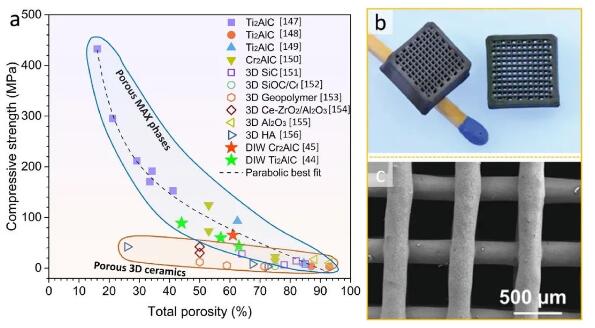
���˴�ͳ���սἼ���⣬����о���������������(AM)��������ճ������䣬ֱī��д(���ϼ�ѹAM����)�ͱ����ѹ���Ժϳ�MAX�ࡣ���ĩ�����սἼ����ͬ��������������ֱ���������Լӹ��ľ��и��θ����Ե�MAX�ࡣ���磬���ַ������о��и��������IJ���(��ҶƬ��ת�Ӻ�����)���������ж�ṹ�IJ����ȡ���һ���棬����������Ϊһ���Ƚ��ĸ߸���ֵ��С�������켼�������ʺ��������Ʒ���ƻ��̶Ƚϸߵĸ߸���ֵ�㲿�����������Ƚ��ġ��߸���ֵ��MAX���в����������첻����������������IJ�����壬���һ�����ʵ�ٽ���������Ĺ�ҵӦ�á�Ȼ����MAX���������������Ŀǰ�Դ���ʵ��Σ��ڽ��빤ҵӦ��֮ǰ����������ս��Ҫ�������Щȱ�ݰ��������ﺬ�����ͳߴ羫�Ⱥ�����·�ߵĸ����Եȡ���ˣ���MAX�ಿ�����������о���չ����ȫ����ܽ����������Ҫ�����ۺ�ʵ�����塣
�������ȶ��ս�MAX�ಿ�������˼�Ҫ�������ص�����˵��͵��۽ṹ�����ܡ���ĩ�����ս���һ����Ч������ܶȣ��ߴ���MAX��ķ�����Ȼ�����ַ�������ս������������Եͣ�������ɶ��٣�������ģС�����Ƿ�ĩ��̬�ϳɹ��е�ȱ�㡣
֮���ĸ�ȫ����������������취�ϳ�MAX�ಿ�������½�չ����������ּ��Ϊ�����ṩMAX����������������ǰ��֪ʶ��Ŀǰ�����͵�����MAX����������칤�հ���Binder Jetting, Direct-ink-writing�Լ�Sheet Lamination�������Գ�����MAX��Ti3SiC2�Լ�Ti3AlC2Ϊ�������������գ���ɷ֣��۽ṹ�Լ���ѧ���ܷ�����������Щ�������췽���ϴ�ͳ�����ս�������MAX�ಿ�����ص������𡣱��Ļ�����������Щ����������MAX���Ĺؼ���ս��������������ɼӹ��ԲMAX�ി�ȵ��Լ����ղ����ļ��ξ��Ȳ���ȡ�
�����������ݣ��������������һЩ����ֵ��δ���о���ע�����⡣
(1������Ŀǰ����MAX�ಿ���ķ�ĩ�ս᷽���ľ����ԣ��������챻��Ϊ��һ�ַdz���ǰ;�ļ����������ڼ��˻������������������������͵Ĺ��̲����������ڳ����ٺ߳����ٷ����ٶ��¡���ˣ���Ҫ��MAX��������������о������ͷ���DZ����
��2����ĩ�ں��������������ʹ����������м��θ����ԵIJ���ʱ������ʹ�����Ͽ��õĽ�����ĩ���մɷ�ĩԭλ�ϳ�MAX�ࡣ�ڴ˷����кϳɵ�MAX�������γ��˲�ͬ���ṹ����������ܡ����ǣ����������������ԭλ�ϳ�����MAX��ļ�������Ҫ��һ�����о���
��3����ĿǰΪֹ���Ѿ�������150���ֲ�ͬ��MAX�࣬���Ǿ��в�ͬ����������ѧ�ͻ�е���ܡ��б�ҪΪ�ض�Ӧ�ÿ�����ͬ��������������·�ߣ��Զ���MAX�Ρ�
��4������MAX���ڸ����µ�Ӧ��DZ���������ۺ������������취�Ʊ�MAX��ĸ������ܣ�����¿������Ժ������Ϊ��
![]() ͼ�Ľ���
ͼ�Ľ���
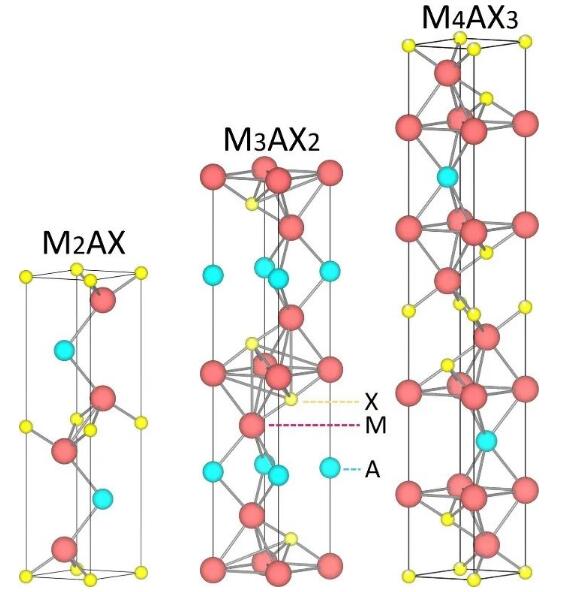 ͼ1. MAX��ľ���ṹʾ��ͼ��
ͼ1. MAX��ľ���ṹʾ��ͼ��
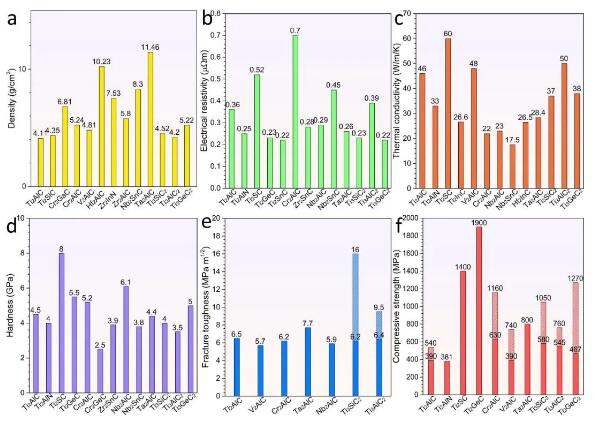 ͼ2. ����211��312 MAX�ս�������ܣ�(a)�ܶȣ�(b)�絼�ʣ�(c)�����ʣ�(d)Ӳ�ȣ�(e)�������ԣ�(f)��ѹǿ�ȣ�(d)��(e)�е������ʾ��ֵ�仯��
ͼ2. ����211��312 MAX�ս�������ܣ�(a)�ܶȣ�(b)�絼�ʣ�(c)�����ʣ�(d)Ӳ�ȣ�(e)�������ԣ�(f)��ѹǿ�ȣ�(d)��(e)�е������ʾ��ֵ�仯��
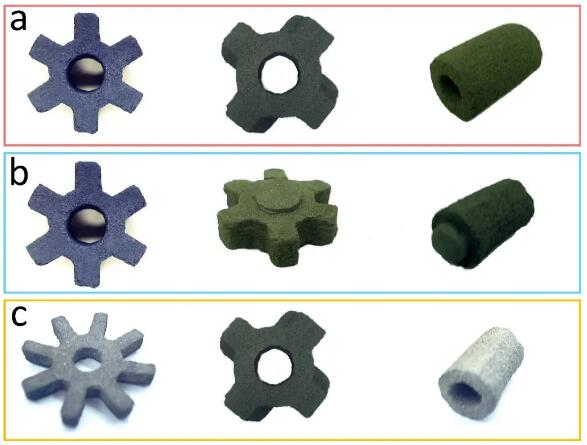 ͼ3. (a)��ӡ״̬�µ������̬��(b)��ӡ�����CIP�� (c)ӡˢ�����CIP���ս�
ͼ3. (a)��ӡ״̬�µ������̬��(b)��ӡ�����CIP�� (c)ӡˢ�����CIP���ս�
 ͼ4. ����ճ�������-�᷽̽���Ʊ���Ti3SiC2��������۽ṹ������(a)ճ�������/CIP/�ս��Ʊ���Ʒ�Ĺ�ѧ����Ƭ��(b)�߱�ɨ��羵ͼ��(c)ͨ��ճ�������TiC��ĩȻ��Һ������Ʊ�����Ʒ��SEM����Ƭ
ͼ4. ����ճ�������-�᷽̽���Ʊ���Ti3SiC2��������۽ṹ������(a)ճ�������/CIP/�ս��Ʊ���Ʒ�Ĺ�ѧ����Ƭ��(b)�߱�ɨ��羵ͼ��(c)ͨ��ճ�������TiC��ĩȻ��Һ������Ʊ�����Ʒ��SEM����Ƭ
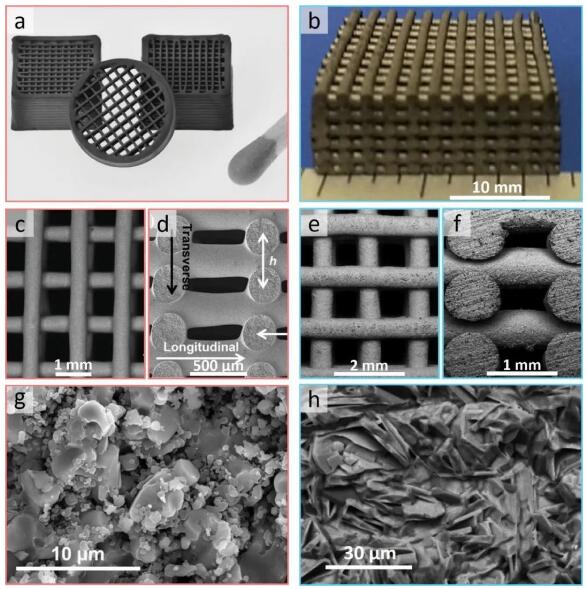 ͼ5. ��ӡ��ľ���֧��ͼ�� (a) Cr2AlC��(b) Ti2AlC; (c, d) Cr2AlC�����(e, f) Ti2AlC������֧����ɨ��羵����ͼ�ͽ����ͼ��; (g) Cr2AlC֧����(h) Ti2AlC֧���Ľ���ɨ��羵��ͼ��
ͼ5. ��ӡ��ľ���֧��ͼ�� (a) Cr2AlC��(b) Ti2AlC; (c, d) Cr2AlC�����(e, f) Ti2AlC������֧����ɨ��羵����ͼ�ͽ����ͼ��; (g) Cr2AlC֧����(h) Ti2AlC֧���Ľ���ɨ��羵��ͼ��
 ͼ6. (a) 3D��ӡCr2AlC��Ti2AlC�������ս���MAX�������3D��ӡ����մɡ�(b) 1100 ��C 200����ѭ��ǰ (��)��(��)Cr2AlC����ͼ��(c)��ѭ����Cr2AlC֧����SEMͼ��(����ͼ)����ʾ������Ŀ������ȳ���ԺͿ������ԡ�
ͼ6. (a) 3D��ӡCr2AlC��Ti2AlC�������ս���MAX�������3D��ӡ����մɡ�(b) 1100 ��C 200����ѭ��ǰ (��)��(��)Cr2AlC����ͼ��(c)��ѭ����Cr2AlC֧����SEMͼ��(����ͼ)����ʾ������Ŀ������ȳ���ԺͿ������ԡ�
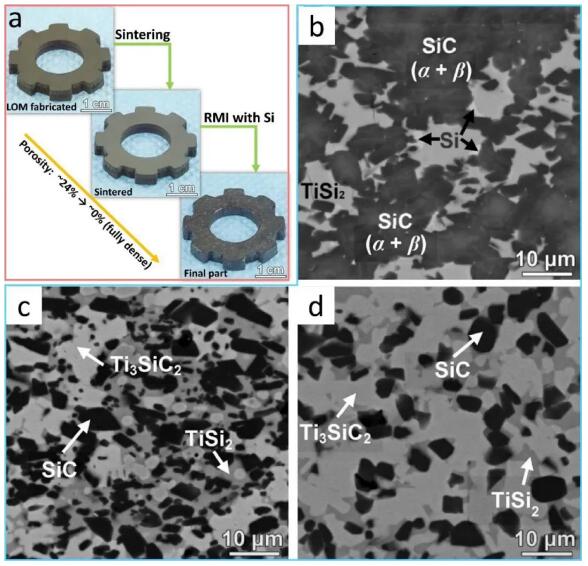 ͼ7. (a)ͨ�����������졢�ս��RMI��ɵ�����·����������ά���������ͼ��(b �C d)�Բ�ͬTiC / SiC���� (b) 30:70 (vol.%)��(c) 50:50 (vol.%)��(d) 70:30 (vol.%)�Ʊ���MAX���SEM��ͼ��
ͼ7. (a)ͨ�����������졢�ս��RMI��ɵ�����·����������ά���������ͼ��(b �C d)�Բ�ͬTiC / SiC���� (b) 30:70 (vol.%)��(c) 50:50 (vol.%)��(d) 70:30 (vol.%)�Ʊ���MAX���SEM��ͼ��
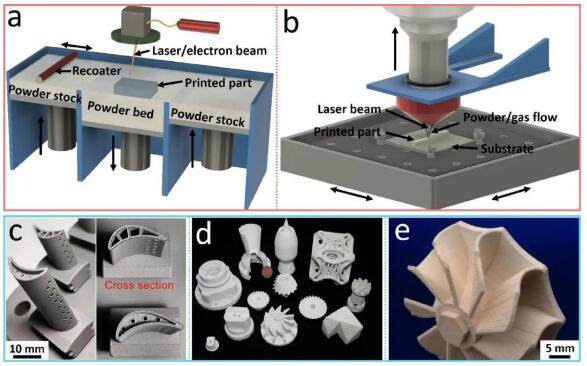 ͼ8. (a) PBF��(b) DEDϵͳ�ĸ���ͼ;���÷�ĩ�ۺ��������켼���Ʊ��ĵ��Ͳ���: (c)��������ҶƬ��״��Ti-22Al-25Nb�����仯���(d)������ά������״��Al2O3�� (e)����������ѹ����������״��ZrO2-Al2O3�մɡ�
ͼ8. (a) PBF��(b) DEDϵͳ�ĸ���ͼ;���÷�ĩ�ۺ��������켼���Ʊ��ĵ��Ͳ���: (c)��������ҶƬ��״��Ti-22Al-25Nb�����仯���(d)������ά������״��Al2O3�� (e)����������ѹ����������״��ZrO2-Al2O3�մɡ�
![]() ����չ��
����չ��
��1����ĩ�����ս���һ����Ч�ķ�������������ܶȣ���MAX���������������Ĺ���Ӧ�á�Ȼ�������ַ�������ս������������Եͣ�������ɶ��٣�������ģС�����ǹ�̬�ϳ������еġ�
��2��ǰ�ص��������칤�գ����ĩ���ںϺͶ������������������ܹ��������и��Ӽ��������ĸ��ܶ�MAX�ಿ����
��3���������� �C MAX�������֯���ս��������֯���Բ�ͬ����Ҫ�������������� �C MAX���и���������ı������Խϸߡ�
��4����Щ����������������Ʊ���MAX�����ѧ����Ӱ�첻��Ȼ��������MAX�ി�Ƚϵͣ��������ܣ����ȴ����ʺ͵絼���Լ����¿������Կ��ܻ���������
��5���������������MAX�ി�ȽϵͿ���������MAX��ϳɷ�Ӧ�IJ����/���ں����ս�����и�����Ӧ�IJ��롣
��6�������ȴ������ս��ճ�����ȥ���̽��DZز����ٵġ�Ȼ������Щ���̵���������Ʒ���������ͼ��α��Ρ�
��7��Ϊ�������Ʒ���������յ�MAX�ി�ȣ������Ż���Ŀǰ������������ķ����Ĺؼ�������ܰ�����Ӧ��֮��Ļ�ѧ�����ȡ��¶��Լ��ȴ������ս��RMI�е���ر���ʱ�䡣���⣬Ϊ�˲�����������Ļ��䣬��CADģ�������Ӧ���Ǽ��β������ӡ�
��8�������еĻ�����������ķ�����ȣ�����PBF��DED���ڵ��Ƚ���ĩ�ۺ��������켼�����ܸ���Ч��ֱ�Ӻϳɾ��и��θ����Եĸ�����MAX�ࡣ
�����Ŷ�
��һ���ߣ�̷���`
ͨѶ���ߣ�������
ͨѶ��λ����ʿ����ѧ��е��ɿ�ѧԺ
(���α༭��admin)

 �Ϻ���ѧ�����½��ڵȣ�ϸ
�Ϻ���ѧ�����½��ڵȣ�ϸ Stratasys����3D��ӡ����
Stratasys����3D��ӡ���� Lilach Porges����ɽ��Ԫ
Lilach Porges����ɽ��Ԫ �����²��ܾ�������Ӣ��20
�����²��ܾ�������Ӣ��20 ¬����Ժʿ��Ҫ��̫���н�
¬����Ժʿ��Ҫ��̫���н� �Ϻ�������������ڡ��
�Ϻ�������������ڡ��- ���Ϻ���ѧ�����½��ڵȣ�ϸ��������
- ��Stratasys����3D��ӡ�������͵�����
- ��Lilach Porges����ɽ��Ԫ�ء�3D��ӡ��
- �������²��ܾ�������Ӣ��2024���߽���ʱ
- ��¬����Ժʿ��Ҫ��̫���н���3D��ӡ��
- ���Ϻ�������������ڡ���������Ŷӣ�
- ����Сǰ�о�Ա�Ŷӣ���߶Ƚṹ�����Ż�
- ������أ��û�����3D��ӡ��Ʒ��վ������
- �����˿�ѧ����ѡȫ��35�����´���������
- ���й���ѧԺ�˳�ȣ��ƶ�����������ī
 �п�Ժ�����Ŷ�To
�п�Ժ�����Ŷ�To ר����洴ʼ��Ҧ
ר����洴ʼ��Ҧ �㽭��ѧ��������
�㽭��ѧ�������� ���ݷɣ���������
���ݷɣ��������� ��άԺʿ�Ŷӣ�3D
��άԺʿ�Ŷӣ�3D ��½�ݽ��ڣ��߷�
��½�ݽ��ڣ��߷�- ��ר����洴ʼ��Ҧ־�棬��3D��ӡ��Ʒ��
- ������Ƽ������ѡ����ʡ����֧�ƻ����Ƽ�
- ��������Ժʿ�Ŷӣ���������ܱ��ڹ�����
- ��������Ժʿ�Ŷӡ�����ʽ��������ϥ�ؽ�
- ������������ս������3D��ӡ�������
- ���廪��ѧҦѧ������Ŷӣ�3D��ӡ������
- ���Ͽƴ�CoCo��������������ά��ǿ����
- �����ޣ��������죬ǡ����ʱ
- �������Ƽ���ѧ������Ⱥ��3D��ӡ�ھ���Ӧ
- �����Ļ���ҽѧ3D��ӡ����ƽ̨�Ľ�����Ӧ


