������Ժʿ̸������ƣ��ɻ��¸���ṹ����빤��Ӧ��(2)
ʱ�䣺2022-01-13 11:02 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
2. ����ƽ������ĸ߲������ʽƽβ�ṹ
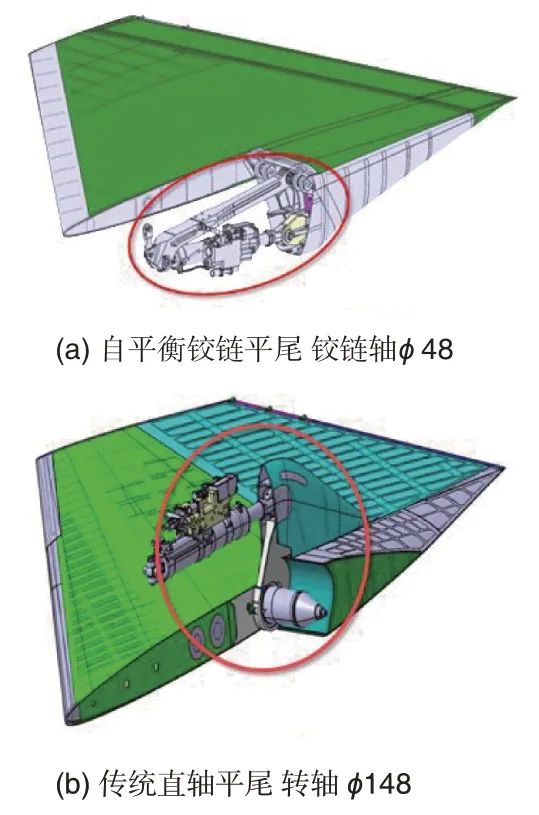
�������ڵ��������������������������µ�һ����ɢ����ƽβ�DZ�֤����ƽ��Ͱ�ȫ�ĺ��IJ�����һ������ɢ����������Ժ������ͳ����ƽβ��������ֱ����������Ҫ�������ýϴ�װ�ռ䣬�����ɶ���������ϣ���߲����ٶ����Ѷ����ӣ���ʱ���ò��������ؽ��е��ڣ���ͼ13��ʾ��
���ڽ��������߲���ƽβ����/�ṹһ�廯��Ʒ������������������ƽ����������αջ���ϵͳ�������������һ��ƽ��ˣ������غ���Ҫ��ƽ���ƽ�⣨��ͼ14���������������غɽ�5%�����������֧�ָնȵ�������á����⣬��Сֱ������������ֱ��ת�ᣬ������ֻ���ݼ������������˴�ͳ��ֱ��ת����Ť��������á�ֻ��Ҫ����ƽ��˲��������ɻ�ò����ٶ�Ŀ��ֵ��ʹƽβ�������ʵ�ֽ������ʾ����ƽ������Բ����Ӱ����ɣ����������١��������塱��ͬ�ȴ�ͳ����ƽβ������ƽβ�����ٶ�������ߣ�����Ƚ��Ͳ�����գ���ͼ15��ʾ��
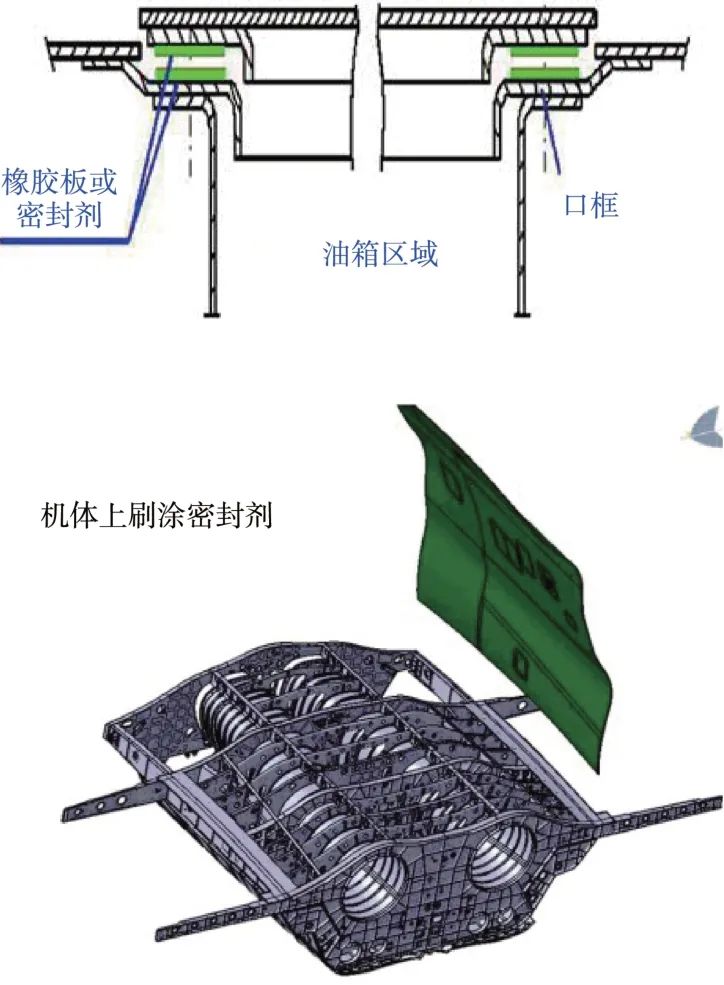
ͼ12 ˫���������ܷ�ṹ
Fig.12 Double function meshing sealing structure
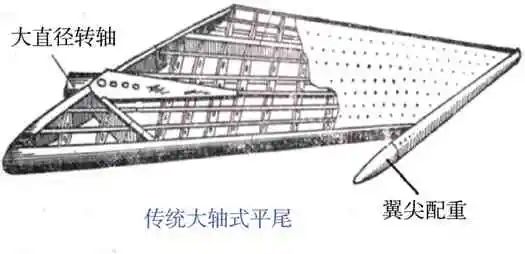
ͼ13 ��ͳ����ʽƽβ���������
Fig.13 Traditional large shaft flat tail counterweight at wingtip
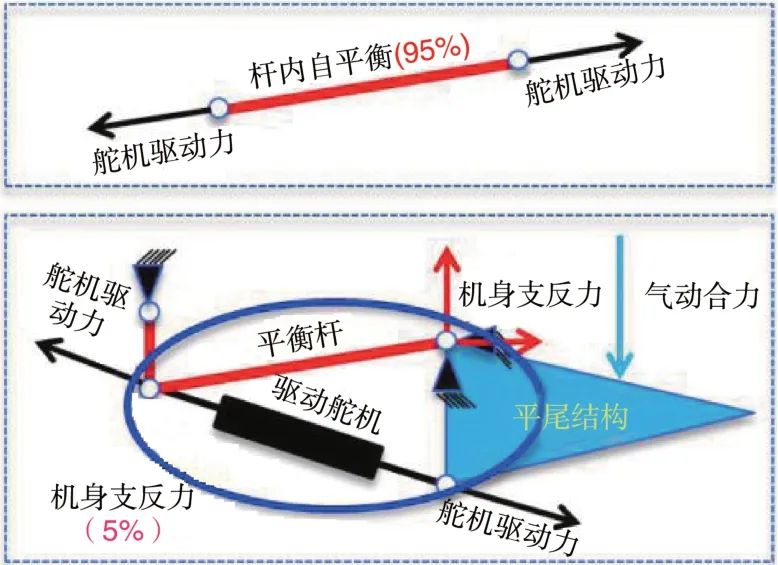
ͼ14 �����غ���ƽ�����ԭ��
Fig.14 Principle of driving load self balancing mechanism
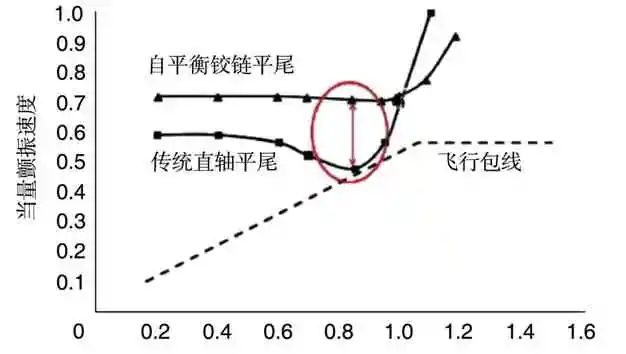
ͼ15 ƽβ���������IJ������
Fig.15 Flutter law of flat tail with Mach
����ƽ������ĸ߲������ʽƽβӦ�ó�Ч�������ٶ����31%��ƽβ�ṹ�����ṹ����17%���������ؽ���95%��ת��ֱ����С68%����ʡ�˿ռ�,�����������������ܣ���ͼ16��ʾ��
ͼ16 ��ƽ����������봫ͳ�������ռ�ռ�Ա�
Fig.16 Space occupied comparison between self balancing hinge mechanism and traditional large axis mechanism
3. �ɻ�������������ṹ
������������������ĩ������˿��Ϊԭ�ϣ��Լ��⡢��������Ϊ��Դ�����۲ġ�˿������۸�������ֱ�������CAD��ģ���ȫ���ܡ������ܡ��������Ρ����ӽ�������ij������죬��һ�֡�����ԡ����������һ�廯���Ƚ���������������ġ�����������Ϊ�¸���ṹ�Ĺ���ʵ���ṩ������2014 �꣬����������������Ϊ�ش�߸��Թ�������������2003�꣬�����ɻ�����о����뱱������������ѧ��Ⱥ�������ͬ�����˷ɻ���������Ӧ�ü������������պ����ѧ�ڿ��Ρ����ԡ�װ���ȷ�����ȡ���ش�ͻ�ơ���Ϊ�ؼ���������һ���棬��ơ���������֤��ʹ�ð�ȫ����Ҫ���ϣ�Ҳ����������վ֣�FAA��ȷ�ϵ���������4���ѵ�֮һ�������ɻ�����о��������ں��������켼���Ľṹ��ơ���������֤����[5-8]��
3.1 �����������ṹ��Ʒ���
���Ĺ��չ��̵ĸ�������ȴ����ѭ���������ܴ�IJ���Ӧ��������������Ρ����ѡ������ߴ�Խ����״Խ���ӣ�����/����Խ���أ���ͼ17���������������£����Ѱ����е���ƿռ䣬ʹ�ù��ϵIJ�����ʵ�ֵġ����Ĺ��������������ṹ����Ϊ���ܣ���ǰ��δ�е��Ͼ���ս��

ͼ17 ���Ĺ��ճ��ι����еı��ο���
Fig.17 Deformation and cracking in the process of additive forming
Ϊ����������⣬������������Ĺ��������/����һ�廯�������������ɢ��ȥ������Ӧ�������ij������ӣ��ɴ˹��ɴ�������ṹ����ͼ18 ��ʾ������Ӧ���ٽ�ֵ�Ƿ�����ɢ����Ҫ���ݣ����ɳ��ι�������Ԥ�⣬��ͼ19��ʾ��
ͼ18 ��������������Ӽ���
Fig.18 Forming connection technology of additive manufaction
������������IJ����ۻ����̹�������λ��ij��ι�����ͬ����֯����������Ļ�����ͬ�����ơ��ۡ����ӣ���ͼ20 ��ʾ���÷����ɰ����豸�ߴ���Դ������幹������Լ��ʵ�֡������ǡ���ơ��������ղ����Ż����������Ӽ�����ѧ�������ͼ��൱����ͼ21��[9]��
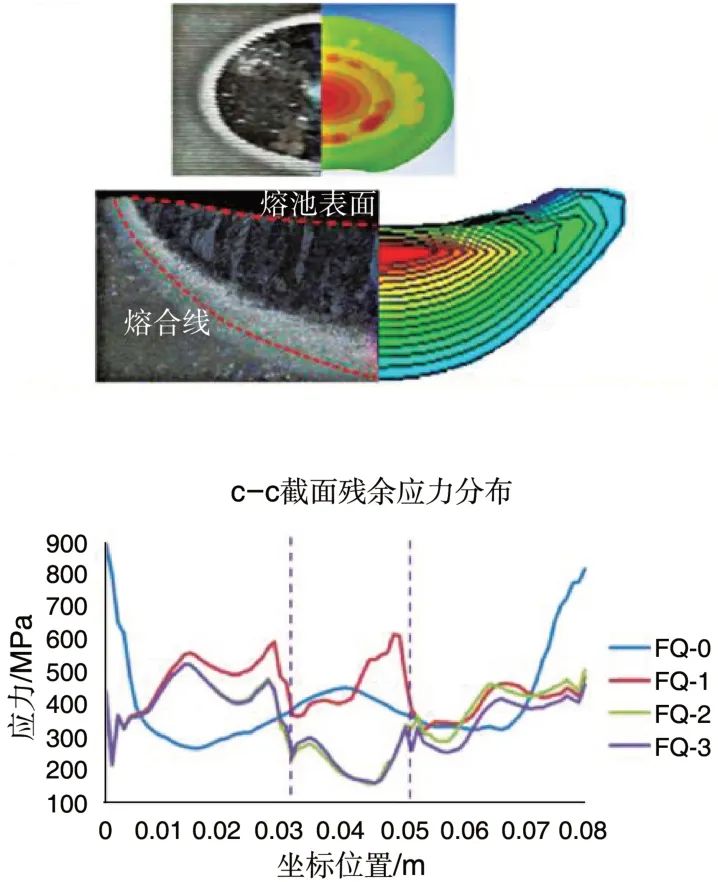
ͼ19 ����Ӧ���ٽ�ֵ����Ԥ��
Fig.19 Simulation and prediction of residual stress critical value
������������ƣ�ͻ�Ʒ���ߴ����ƣ�ʵ��������ά���������/���ṹ��Խ����ȴ�ͳ�����������������67%������������25%���������25%��������ǿ���ӳ���������
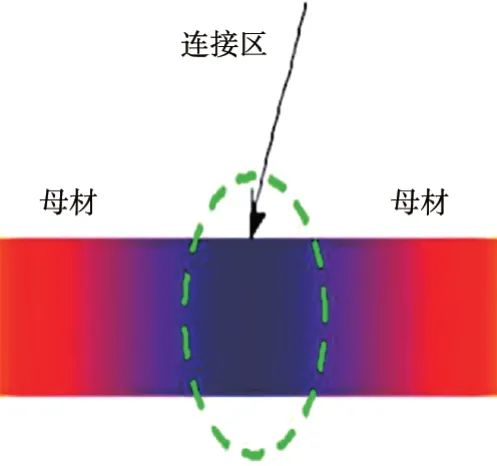
ͼ20 �������ӽ����ڡ��ۡ�����
Fig.20 Forming connection is similar to"non marking"connection

ͼ21 �������Ӽ���ĸ��S-N����
Fig.21 S-N curve of formed connector and base metal
3.2 �����ݶȸ��Ͻṹ��Ʒ���
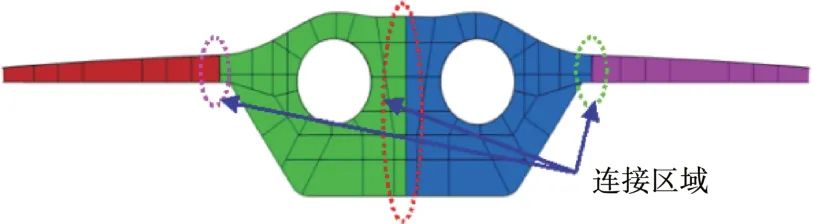
��ͳ�����ṹ�ɾ��ʲ��Ϲ��ɣ����ܵ�һ��ͨ���������칤�գ���ͬһ�������ϣ����в�ͬ�������ϲ��ã��Ӷ�ʵ�֡��ø����ڵ��С��ϡ��ݶȸ��Ͻṹ�Dz����������켼�������ֻ���ֽ�����ĩ�ۺϳ���Ϊһ�����壬�������Ҫʹ����ѧ���ܳ��ݶȷֲ���ʵ�ֶԽ����ṹ��ѧ���ܵ��������أ���������߽ṹЧ��[10-13]��
���������ݶȽṹ��Ҫ�����ѵ��������ֲ��Ϲ��ɽ�����������Ƽ����ܱ�����ͨ���������ѺϽ����ֳ���ǿ�ȸֿ�չ�������������ݶȽṹ�����о����������ݶȹ�����������չ���յ㡱���ԣ����ݶȹ�������ѧ���ܽ��ڶ���֮�䣬��ͼ22 ��ʾ�����ùյ����������Ż���ƣ���ʵ�ּ��غ���������20%����ͼ23��ʾ��
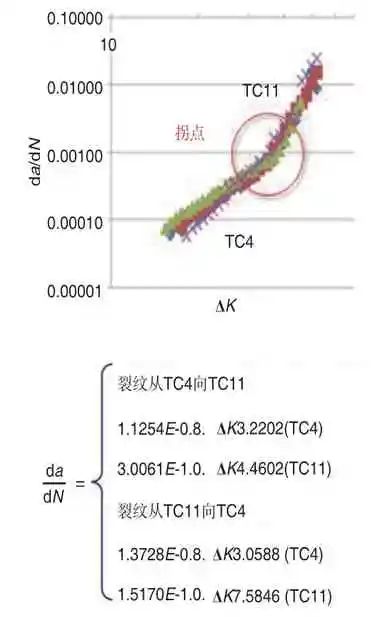
ͼ22 �ݶȸ��Ͻṹ���������ơ��յ㡱����
Fig.22 Characteristics of"inflexion point"of crack in transition zone of gradient composite structure

ͼ23 �ݶ����߽ṹ
Fig.23 Gradient rib structure
4. ������
���Ͽ��Կ������������/����һ�廯���ɿ��طɻ��¸���ṹ��������ͻ�ƴ�ͳ�ṹ�������������컨�塱�����Ʒɻ���ͳ�ṹ70����Ľ��֣��ƶ��ɻ��ṹ�������·�չ��Ϊ����ս������ƽ̨�����ṩ����֧�š�
(���α༭��admin)

��һƪ��SLM Solutions ��MAHLE��ǿ�������ƶ��������켼����������ҵ�ķ�չ
��һƪ������ҽԺ��ȣ���Ѫ��3D��ӡ���ٴ�Ӧ������
��һƪ������ҽԺ��ȣ���Ѫ��3D��ӡ���ٴ�Ӧ������
 16����������ִꡱ�۵���
16����������ִꡱ�۵��� 3D Systems ��ʼ��Chuck H
3D Systems ��ʼ��Chuck H ���λ�Ժʿ���ν������ݴ�
���λ�Ժʿ���ν������ݴ� �人��ά�մ��ܾ������Σ�
�人��ά�մ��ܾ������Σ� ������й����������ҵ
������й����������ҵ �����꣺�������켼����չ
�����꣺�������켼����չ��������
- ��16����������ִꡱ�۵����ֻ���3D��ӡ
- ��3D Systems ��ʼ��Chuck Hull��ѡ����
- �����λ�Ժʿ���ν������ݴ�ѧ����������
- ���人��ά�մ��ܾ������Σ���ҵ��Ӧ����
- ��������й����������ҵ��չ��Ϥ�ߡ�
- �������꣺�������켼����չ��̬���¹�Fr
- �������⣺��������װ���ɿ��Լ�⸳����
- ����幣�������������װ�������ɿ���̽��
- ������⣺����3D��ӡ�ڹǿ��е�Ӧ��
- �������ɣ�3D��ӡ���ٵ��ش��ҵ������ʶ
 �п�Ժ�����Ŷ�To
�п�Ժ�����Ŷ�To ר����洴ʼ��Ҧ
ר����洴ʼ��Ҧ �㽭��ѧ��������
�㽭��ѧ�������� ���ݷɣ���������
���ݷɣ��������� ��άԺʿ�Ŷӣ�3D
��άԺʿ�Ŷӣ�3D ��½�ݽ��ڣ��߷�
��½�ݽ��ڣ��߷��ȵ�����
- �����ӵ��ʱ���˳���3D��ӡ��δ������
- ��������Ժʿ�Ŷӣ���������ܱ��ڹ�����
- ���廪��ѧҦѧ������Ŷӣ�3D��ӡ������
- ��ר����洴ʼ��Ҧ־�棬��3D��ӡ��Ʒ��
- ������Ƽ������ѡ����ʡ����֧�ƻ����Ƽ�
- ��������Ժʿ�Ŷӡ�����ʽ��������ϥ�ؽ�
- ������������ս������3D��ӡ�������
- ���Ͽƴ�CoCo��������������ά��ǿ����
- �������Ƽ���ѧ������Ⱥ��3D��ӡ�ھ���Ӧ
- �����ޣ��������죬ǡ����ʱ


