ë��SLM����3D��ӡ��Nature�ӿ���ʾ��ëϸ�������Ŀ�϶������(2)
���գ���������ʵ���ҿ�ѧ���ǵ����ģ�����������������ɸ����ݶ�����ĸ���ëϸ�������Կ˷���������������������Ӷ���LPBF�����п��������۳��еĿ�϶��ͨ������3D��ӡ��������ʵ����ëϸ�������Ŀ�϶�������ƣ������϶��3D��ӡ���������
3D��ѧ��ͨ��������ƪ��������ϸ��ʾ��ѧ���ǿ�������һ��϶��������������ȥ����

�ɾ��������SLM����3D��ӡ
![]() ��֮��������
��֮��������
![]() ë���˶�������
ë���˶�������
��ѧ���ǽ�������1��������ֱ����10�ף���Ϊʾ�ٱ�ǰ�����AlSi10Mg��ĩ�У������ݲ�ͬ�������������ٶ���������������Ϊ��
ë���˶���������������
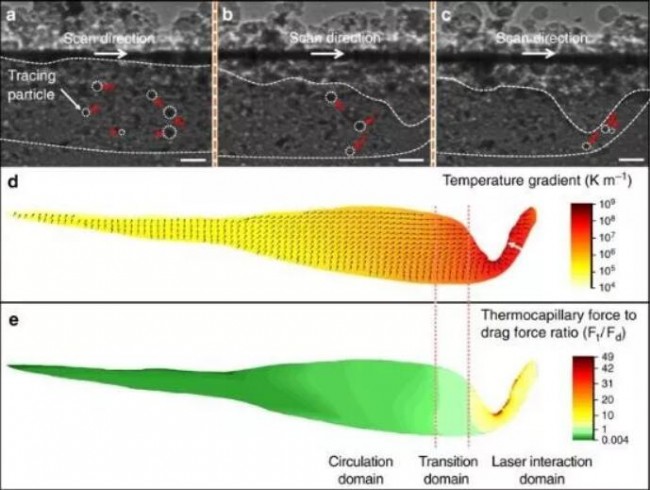
a �C c X����ͼ����ʾ��ʾ�����ӣ��������ð�ɫ����ԲȦ��ǣ��Ĺ켣���ú�ɫ��ͷ��ʾ������a��ѭ���������������b��������c����LPBF�ӹ������м���������۳��е�����
d ��ʾ����LPBF�ӹ��������۳��ڵ��¶��ݶȣ�ͨ������ӹ������Ķ�������ģ��ã���ԭλʵ����ͬ���¶��ݶȵĴ�С�ͷ���ֱ�����ɫ�ͺ�ɫ��ͷ��ʾ����ɫ��ͷ��ʾ�¶��ݶȴӹ�Һ���棨�ۻ�ǰ�أ���������ǰ�����ӡ�
e ֱ��Ϊ10��m�Ŀ���ëϸ����F t����ҷ����F d��֮�ȡ�
��a �C c�У������Ϊ360 W��ɨ���ٶ�Ϊ1 ms -1��ĩ��ĺ��Ϊ100��m��a �C c�еı�����Ϊ50��m
��������������е�С�������¶��ݶ��ƶ������۳����ݳ������һ��֤ʵ����ëϸ�������Ŀ�϶�������ơ�
Ϊ���о���ëϸ�����������۳ز�ͬλ�õĿ�϶����ѧ��Ӱ�죬����ʵ���ҵĿ�ѧ���ǿ�����һ��������ëϸ����ҷ��֮�ȣ�F t / F d������ͼ����ëϸ�����Ǽ�����������е�������������ë�����¶��ݶȵķ����ƶ�������������ѭ�����е�ë���˶���
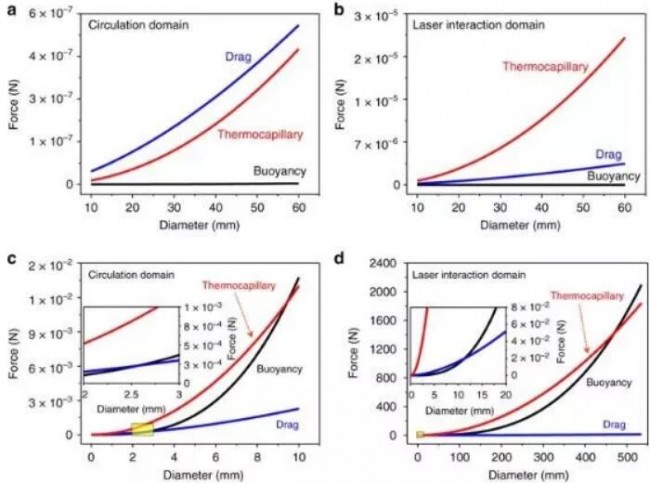
���ķ���
a��b�Ƚϣ�ѭ����a���Լ��ڸù������о��Ŀ���Χ�ļ����������b���е�ҷ������������ëϸ����
c��d �Կ���������������˷�ҷ���ĸ������ٽ����ѭ������c����Ϊ2.5mm���ڼ������������d����Ϊ11mm����ѭ������Ϊ9.5 mm��c���ͼ����������d����Ϊ470mm ��
��ѧ���Ƿ��ֿ��ƶ���Ϊ���¶��ݶ��������ëϸ����������������������ľ������ơ����ijߴ���ʱ�����������Ӹ���Ҫ�����á�����LPBF�ӹ�������������϶����Ҫ����������ëϸ����������ͨ����Ϊ�ĸ�����
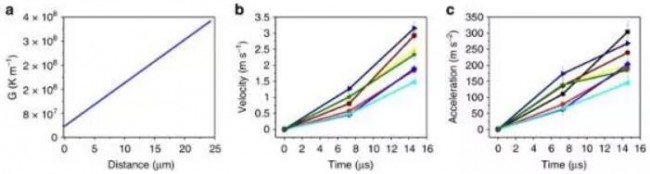
����ë���������ƶ������ٶ�����
a �¶��ݶ�G �ı仯�����ۻ�ǰ�أ��ۻ��ڼ�Ĺ�Һ���棩���������ڡ��¶��ݶȳ������������ӡ�
b ͨ��ʱ�亯��������ٶȣ�����ë�����������ƶ������١�
c ����ë�����������ƶ������ٶ����ӡ�����߱�ʾ��ƫ�sd�����ӹ�����������Ϊ310 W��ɨ���ٶ�Ϊ1 m s -1��
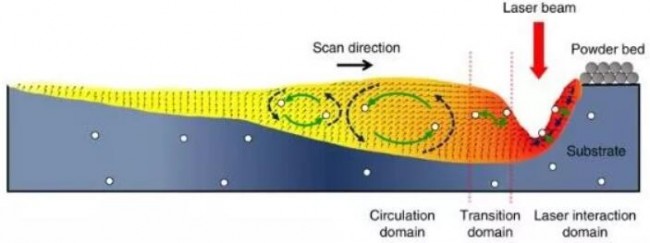
��϶����ѧ���������ơ�ʾ��ͼ��ʾ��LPBF�ӹ������п�϶�˶��Ķ���ѧ�Ϳ�϶��������
![]() ͨ����ëϸ��������ë��
ͨ����ëϸ��������ë��
��ѧ�����Ѿ���AlSi10Mg��Ti6Al4V�Ͻ������ʵ�顣ͨ�����ֺϽ��е���ëϸ��ʵ���˿�϶�������������ëϸ�������Ŀ�϶�������Ʋ������ض��ĺϽ�ϵͳ��
��֮����ѧ����ͨ��Эͬ��ϸ��ӵ�ԭλʵ��Ͷ���������ģ���ҵ���һ����Ч��������3D��ӡ��ë�Ļ��ơ�3D��ѧ�����������ʾ����ëϸ��������ë���������ƿ���Ϊ����ʵ����3D��ӡ�ķ�������;�������ͷ�3D��ӡ������ȫ��DZ����
���⣬��ëϸ��������ë����������Ҳ�Կ�϶�ݻ�����Ҫ�����¶��ݶȵĹ㷺�о����������л�����Ӱ�죬���缤���⣬�����۸������ӣ������˿���˷�Ӧ��Ӧ�Ѻͻ�ѧ��Ӧ�����о���
���ʽ��ͣ�ҷ�������������������ٶȵĹ���ʩ�ӵ��������������ٶȷ����෴��ʵ��������˶�����,ֻ�����������ʩ�ӵ�,��ҷ������ȷָ������Թ���ʩ�ӵ���������ҷ����˵,ѹ������������һ����,����Ħ�������Ĺ��ס�
�ο����ϣ�Pore elimination mechanisms during 3D printing of metals/Nature Communications volume 10/Article number: 3088 (2019)
(���α༭��admin)

 ICC���ƶ�������3D��ӡǽ
ICC���ƶ�������3D��ӡǽ �����������������ĩ����
�����������������ĩ���� ���Ų����¹棺��ҵ��3D��
���Ų����¹棺��ҵ��3D�� 2027���ֵͻ��1500��Ԫ��
2027���ֵͻ��1500��Ԫ�� ���������GB/T 42787-2
���������GB/T 42787-2 ���л��ǿ���־�������ǿ�
���л��ǿ���־�������ǿ�- ��ICC���ƶ�������3D��ӡǽ��ָ�ϣ���
- �������������������ĩ���ұ�����3��1
- �����Ų����¹棺��ҵ��3D��ӡ�豸���ڲ�
- ��2027���ֵͻ��1500��Ԫ����3D��ӡ����
- �����������GB/T 42787-2023��������
- �����Ѻ���գ��������һ����ȥ������
- ����ϲŭ������ʲô��Ф�����ᆱѡ��ʵ
- �������ݴ��͡���ʲô��Ф�����ᆱѡ��ʵ
- ��������ϧ�����ļ�˼������ʱ���������
- ������Ҷ�����֦������ʲô��Ф�����ᆱ
 ����2023��ȫ��ҩ
����2023��ȫ��ҩ 3D��ӡ-��������
3D��ӡ-�������� ����������֪ʶ��
����������֪ʶ�� 2021���й���31ʡ
2021���й���31ʡ ȫ�̱�Э��
ȫ�̱�Э�� ë��SLM����3D
ë��SLM����3D- �������ޱȴ�һȷ��Ф��������ͽ�����
- �������һ������һ��ȷ��Ф�����������
- �������һ������һ��ȷ��Ф��������ͽ�
- ��������Ф�����ˣ����������쳤����ָʲ
- �������ޱ���ʲô��Ф����ѡ������ʵ
- ��˵�̵�����һȷ��Ф��������ͽ�����
- ��������ϲ�������������������ָʲ
- �������ޱ���ʲô��Ф����������ʵ
- ����Ϧ�賯Ǭ����һ��ȷ��Ф��������
- ��˵�̵�����һȷ��Ф����ѡ������ʵ


