DLP 3D打印工艺优化界面策略
3D打印,又称增材制造,能够将计算机辅助设计直接按需转化为复杂结构。近年来,这项技术引起了广泛关注。在各种方法中,数字光处理(DLP) 3D打印利用聚合物或预聚物作为墨水,已成为领先的新技术,这得益于定制生产、医疗保健、教育和艺术设计等不同领域的高需求。DLP 3D打印技术采用固化切片作为成型单元,因其同时实现高打印速度和分辨率的潜力而受到认可。
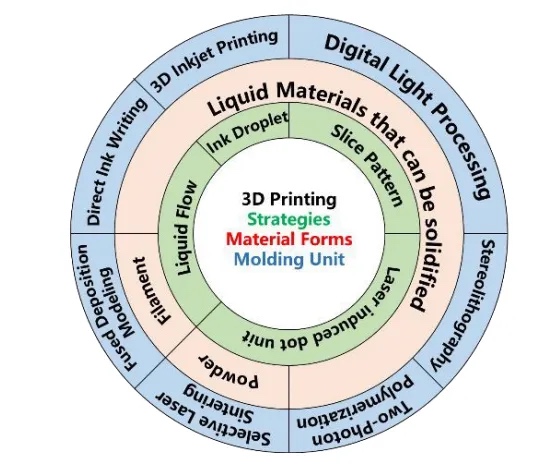
近日,来自中科院化学所宋延林研究员/吴磊副研究员从固相和液相之间的界面相互作用的角度总结了打印过程的关键方面,即速度、精度和材料多样性优化,这些界面相互作用受树脂形成、固化表面和光源特性的影响。这些相互作用包括液态树脂-UV 图案界面、固化结构-固化表面界面、液态树脂-固化表面界面以及液态树脂-固化结构界面,每种界面都对打印结果的独特特性有所贡献。最后,本综述探讨了DLP 3D打印当前的挑战和局限性,为未来的改进提供了宝贵的见解,并指导了该领域的潜在创新。
相关综述以“Recent Innovations in Interfacial Strategies for DLP 3D Printing Process Optimization”为题于2024年10月19日发表在《Materials Horizons》上。
1.DLP打印配置以及涉及的界面
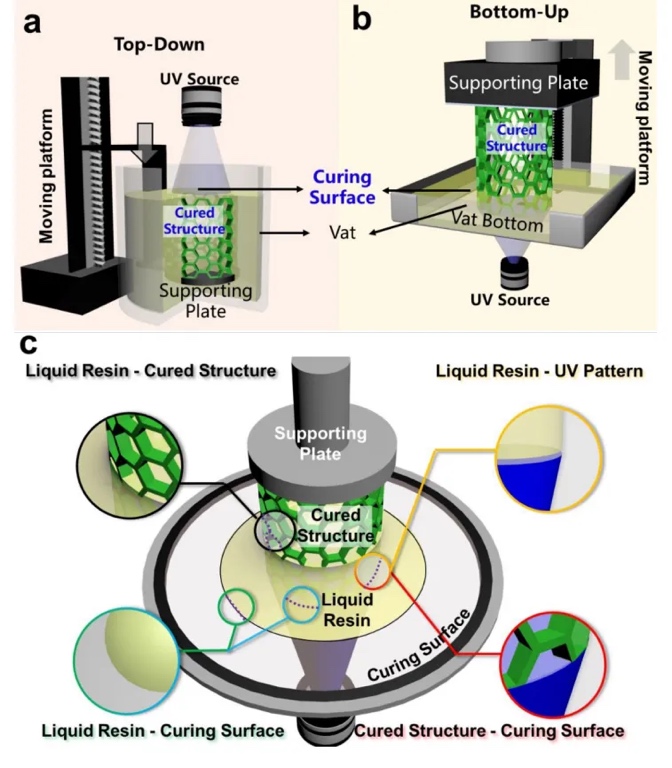
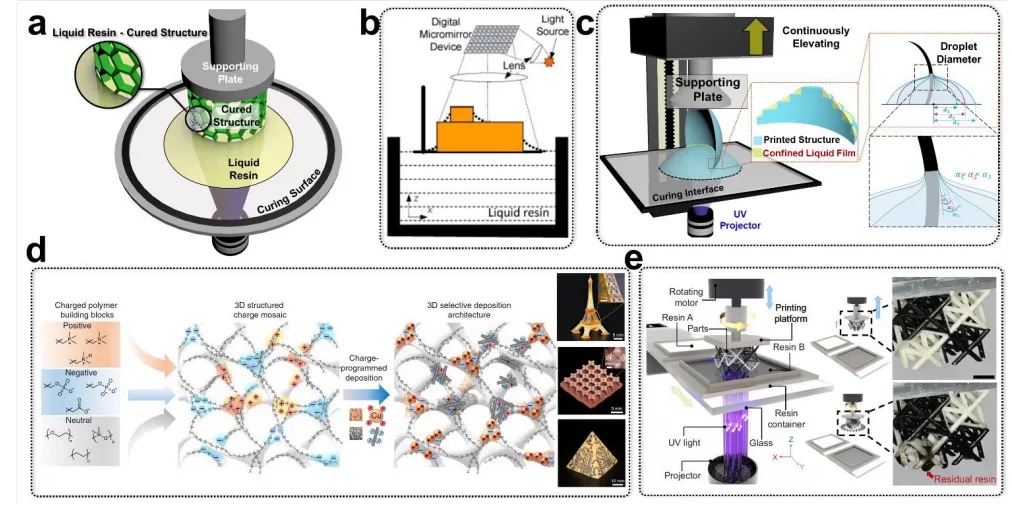
根据光源与支撑板的相对位置不同,有两种配置,包括紫外源位于支撑板上方的自上而下配置(图2a)和紫外源位于支撑板下方的自下而上配置(图2b)。两种配置下,打印过程都是在受约束的界面之间进行的:自下而上,打印过程是在槽底与固化的三维结构之间进行的;自上而下,打印过程是在顶盖与固化的三维结构之间进行的。两种配置的调控策略具有通用性,因此作者主要介绍自下而上的配置。
由于这三个步骤实际上是在紫外图样、固化结构和固化表面之间的界面上进行的原位界面固化过程,从界面角度来看,对固化所涉及的界面的调控将影响打印过程和打印结果。对于整个打印过程,它涉及到紫外图样、液态树脂、固化结构和固化表面之间的界面,如图2c所示。作者主要总结了界面策略来调控固体固化表面、固体固化结构和液态树脂的固液相接触界面,这些界面受到光源、液态树脂和固化表面的性质的影响。随着不同固液界面的调控,所涉及界面处的固化或运动也随之变化,从而导致不同的打印过程或打印结构性质,例如打印连续性、打印配置、打印效率以及受打印过程影响的3D打印结构的功能化或独特性质。
2.液体树脂- UV图案界面
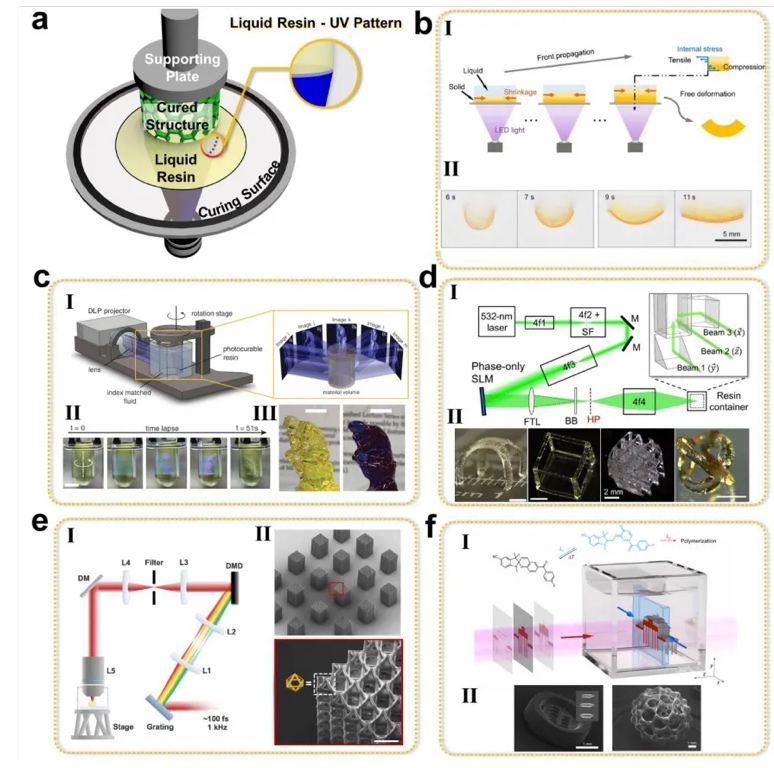
在紫外光照下,液态树脂会在固化结构(第一层支撑板)与固化面的界面处固化(图3a),因此紫外固化过程涉及紫外图案、液态树脂与固化面之间的界面,固化面在此起到物理约束的作用,抑制液态树脂沿z轴方向的过度固化。液态树脂-紫外图案界面的调控可以通过紫外图案调控和液态树脂组分调控来实现。具体来说,紫外图案的调控可以在传统紫外投影仪的基础上通过调控紫外投射强度分布或投射方式进行,也可以通过改造紫外投影仪来调控光路进行。
对于不改造紫外投影仪的光强分布调控,如图3b所示,主要基于正面光聚合和光聚合诱导的体积收缩来影响膜结构内部固化程度的差异,经过后处理或在外界刺激下可变形为三维形貌。正面光聚合是在厚层液态树脂内部进行,在一侧受到紫外光照,随着作用时间的增加,光衰减和光聚合差异向非光照液体侧扩散。固化过程中,由于单体和交联剂之间形成共价键,材料体积减小,产生不均匀的体积收缩,前沿移动,相应的应力场和弯曲趋势也随之产生。进一步结合光强模式复杂性,丰富了xy方向的制造参数,通过系统的打印工艺设计,可以制备弯曲结构和3D折纸结构。
3.固化结构-固化表面界面
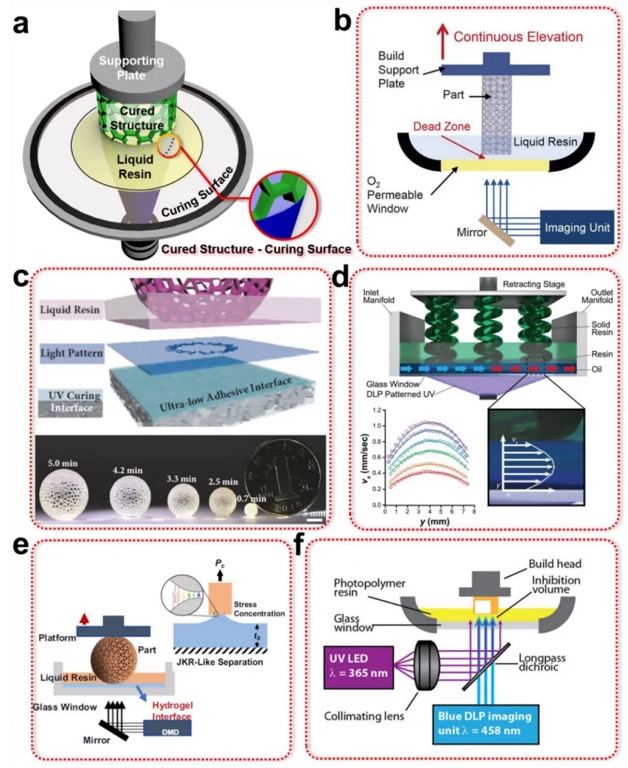
液态树脂在紫外光照射下聚合成固化结构后,需要离开或脱离固化面,为下一液态层的生成腾出空间,从而进行层层固化堆叠,实现3D构建。固化结构-固化表面界面的调控主要影响固化结构与固化表面的分离过程以及液态树脂在固化表面的后续固化(图4a)。最优化的情况是实现三个步骤的同时处理,这实际上首先会实现打印的连续性,其次也会优化打印精度。其次,可以利用聚合物框架内部膨胀的惰性液体覆盖层作为固化表面来减少3D打印过程中的粘连现象,无论液体树脂类型如何,都可以降低固化结构与固化表面之间的粘附性。固化表面的滑溜特性可以赋予界面更快的液体树脂铺展特性,从而导致固化结构与固化表面之间更高的液体树脂重新填充速度,从而生成新的液体树脂层以进行持续固化,部分解决了树脂重新填充现象的第二个障碍,并赋予了更通用的打印过程。
4.液态树脂-固化表面界面
伴随着固化结构与固化面的分离过程,液态树脂要重新填充固化结构与固化面之间新产生的缝隙,从而生成新的液层以供下一层固化堆积。如前所述,由于固化面或固化结构与固化面之间液相铺展速度慢而导致的树脂填充不足是实现连续打印过程的障碍之一,树脂填充不足会减慢打印过程,导致打印缺陷和失败。因此液态树脂-固化面界面的调控主要影响树脂填充的速度和倾向,从而影响打印的连续性,进一步影响填充层内的材料分布,进而影响整个三维结构。
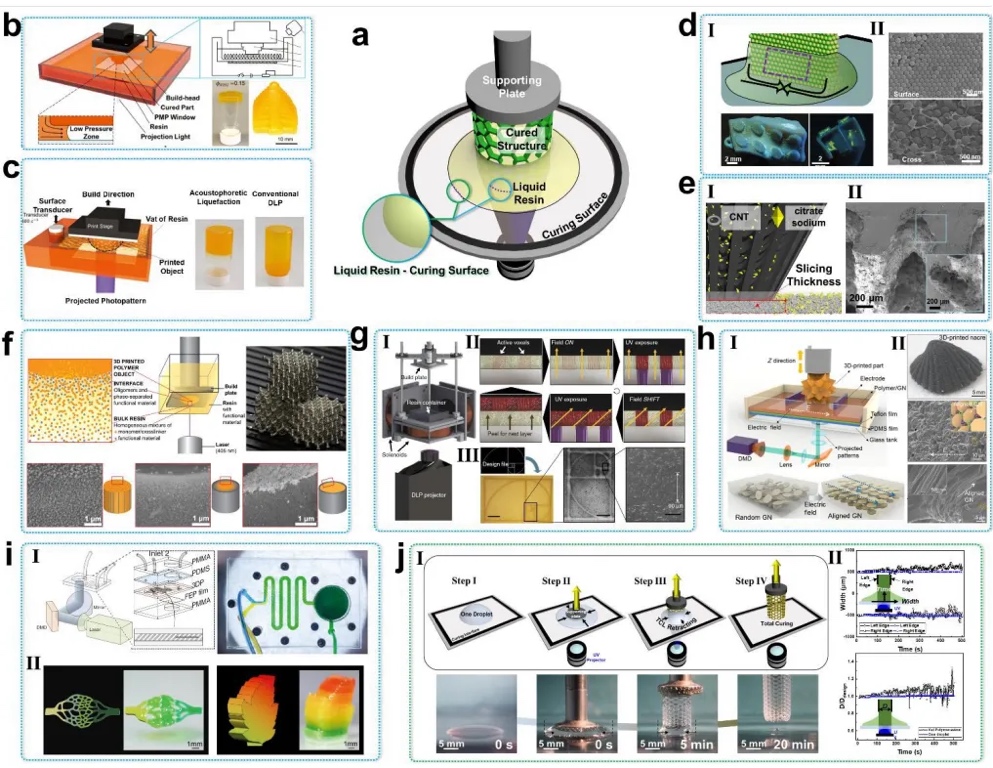
5.液态树脂-固化结构界面
液态树脂—固化结构界面的调控可分为两种情况,即在结构外表面和固化表面周围的固化区域。第一种界面主要影响打印过程中或打印后的后处理过程中液态树脂在固化结构外表面的覆盖过程,以调控打印结构的轮廓及DLP 3D打印的打印流程(图6)。对于固化区域周围液态树脂-固化结构界面的界面调控,可以在不引入额外器件的情况下扩展具有多材料兼容特性的DLP 3D打印。传统上,与3D喷墨打印和直接墨水书写增加喷嘴数量类似,增加所涉及的液态树脂数量可以增加3D结构的材料范围和多样性。此外,彻底清除每一层黏附的液态树脂也是提高边界精度的另一种方法。通过调节液态树脂-固化结构界面,可以控制打印过程、打印结果和3D结构的复杂性。
综上,本文首先介绍了两种不同的打印配置、打印过程以及DLP 3D打印技术所涉及的界面,随后总结了最近基于界面调控的DLP 3D打印的打印过程、速度、精度和材料多样性优化的科学尝试,包括液态树脂-UV图案界面对打印速度和配置的优化,固化结构-固化表面界面对打印连续性优化,液态树脂固化表面界面对打印过程、结果和性能的调控,液态树脂-固化结构界面对打印结果和材料复杂性优化。这些调节影响打印过程、设备配置以及3D打印结构的形态和物理特性。最后,作者展望了DLP 3D打印方法未来的挑战和进步。
文章来源:
https://doi.org/10.1039/D4MH01160K
(责任编辑:admin)

 双组份快速固化硅胶油墨为
双组份快速固化硅胶油墨为 《AM》:4D打印温度响应颗
《AM》:4D打印温度响应颗 华中科大柳林团队:基于原
华中科大柳林团队:基于原 韩国研究人员采用磁性3D打
韩国研究人员采用磁性3D打 HHS启动临床试验:利用3D
HHS启动临床试验:利用3D 《AFM》:3D打印多尺度仿
《AFM》:3D打印多尺度仿 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基

