基于同步送丝送粉的铝合金薄壁振荡激光-电弧复合增材制造!
时间:2024-11-12 09:00 来源:焊接科学 作者:admin 阅读:次
2024年11月2日,中国西南交通大学材料科学与工程学院的研究团队在《Thin-Walled Structures》期刊发表最新研究文章“Oscillating laser-arc hybrid additive manufacturing of aluminum alloy thin-wall based on synchronous wire-powder feeding”,研究了基于同步送丝送粉的铝合金薄壁振荡激光-电弧复合增材制造方法。
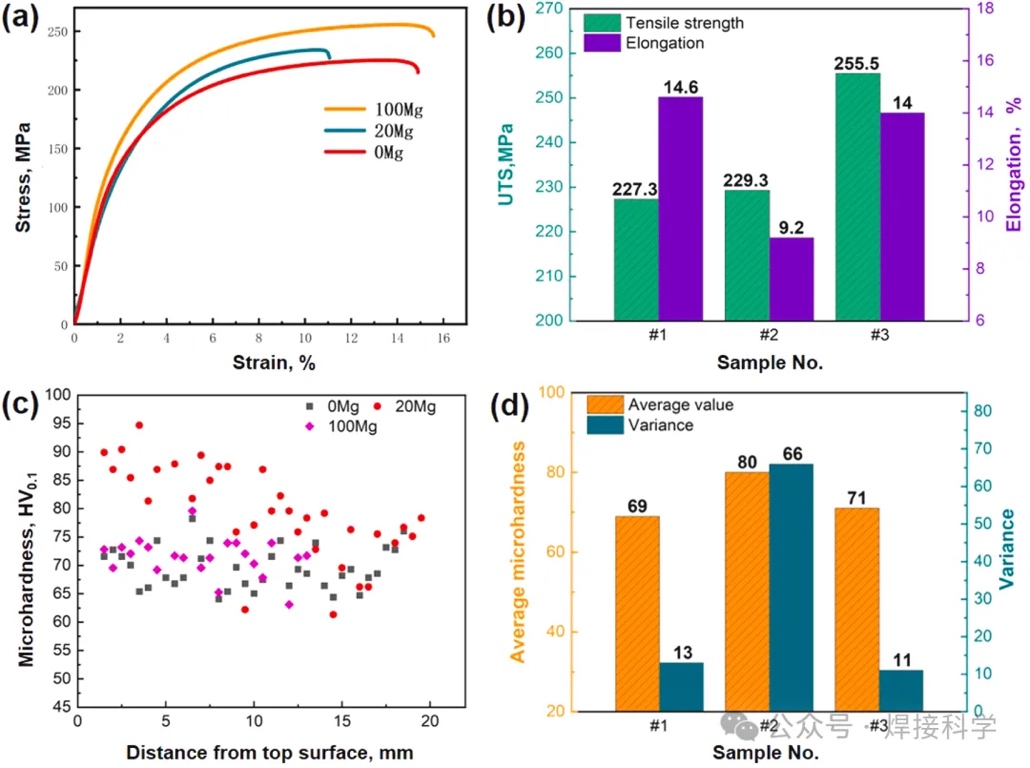
该研究采用同步送丝送粉技术,旨在解决铝合金薄壁在单纯送丝基础上填充成分不足,导致力学性能不佳的问题。实验表明,通过优化镁粉送粉量,改善了熔滴转移至细喷射模式,转移时间缩短了18%,有效宽度系数从89%增加到95%,而加工余量减少到0.48 mm,使成形精度提高了61.6%。尽管沉积微观结构以定向生长的树枝晶为主,平均晶粒尺寸增加了54%,但新形成的Mg2Si强化相使得薄壁的极限抗拉强度从227.3 MPa增加到255.5 MPa,提高了12%。
实验使用直径为1.6 mm的ER4047铝合金焊丝和10 mm厚的6082-T6铝合金基材。粉末为100至300目之间的Al和Mg混合颗粒。实验设备包括Trumpf Laser TruDisk 10002激光器、Fronius Transpuls Synergic 4000电弧焊机、ABB IRB2600机器人、IPG D50摆动扫描头和旋转双筒粉末供给器。

论文总结
成形精度:研究表明,增加Mg粉末可显著提高薄壁的成形精度,有效宽度系数提高至95%,加工余量减少到0.48 mm。
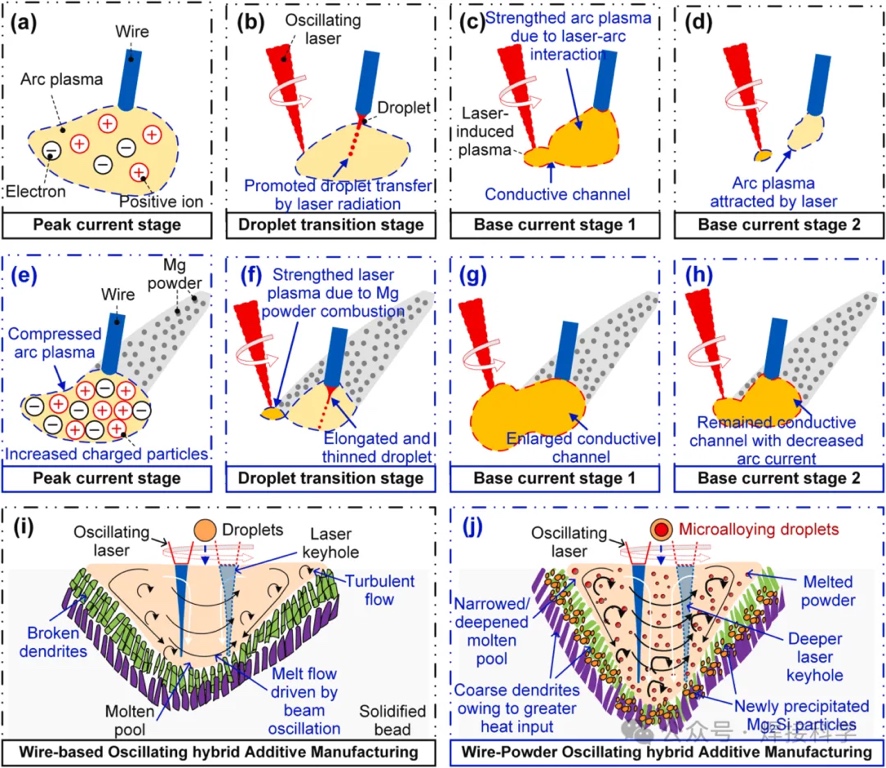
沉积稳定性:同步送粉提高了激光与电弧之间的导电通道,有助于在峰值和基值阶段维持稳定的电弧燃烧,同时改善了细喷射模式的熔滴转移效率,转移时间缩短至3.2 ms,效率提高18%。
微观结构与力学性能:与单丝送粉相比,送丝送粉方式下的沉积微观结构平均晶粒尺寸增加了54%,且形成了新的Mg2Si强化相,极限抗拉强度最高达255 MPa,提高了12%。
论文地址:https://doi.org/10.1016/j.tws.2024.11266
该研究采用同步送丝送粉技术,旨在解决铝合金薄壁在单纯送丝基础上填充成分不足,导致力学性能不佳的问题。实验表明,通过优化镁粉送粉量,改善了熔滴转移至细喷射模式,转移时间缩短了18%,有效宽度系数从89%增加到95%,而加工余量减少到0.48 mm,使成形精度提高了61.6%。尽管沉积微观结构以定向生长的树枝晶为主,平均晶粒尺寸增加了54%,但新形成的Mg2Si强化相使得薄壁的极限抗拉强度从227.3 MPa增加到255.5 MPa,提高了12%。
实验使用直径为1.6 mm的ER4047铝合金焊丝和10 mm厚的6082-T6铝合金基材。粉末为100至300目之间的Al和Mg混合颗粒。实验设备包括Trumpf Laser TruDisk 10002激光器、Fronius Transpuls Synergic 4000电弧焊机、ABB IRB2600机器人、IPG D50摆动扫描头和旋转双筒粉末供给器。
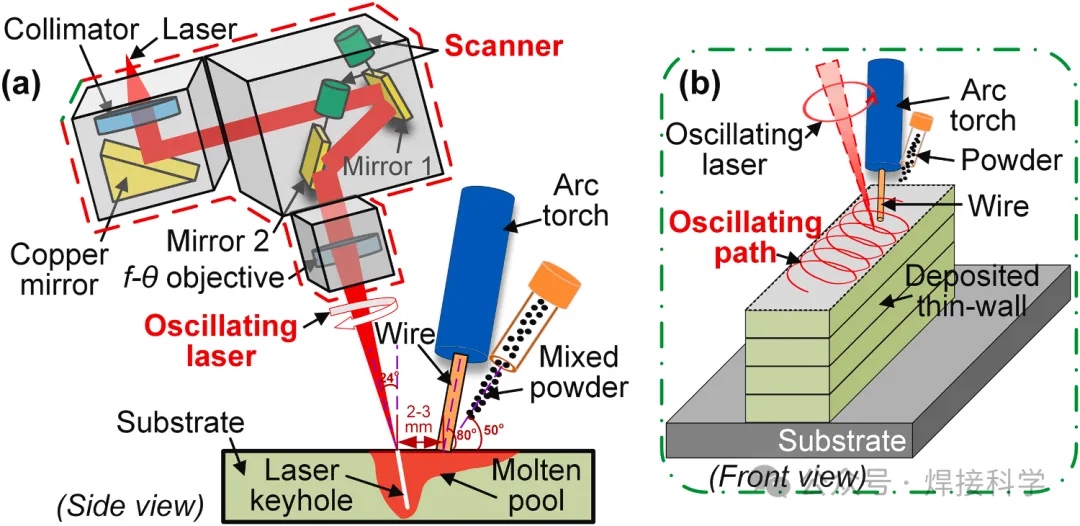
图1. 振荡激光-电弧混合增材制造与同步丝粉送丝的示意图,(a)侧视图,(b)正视图。
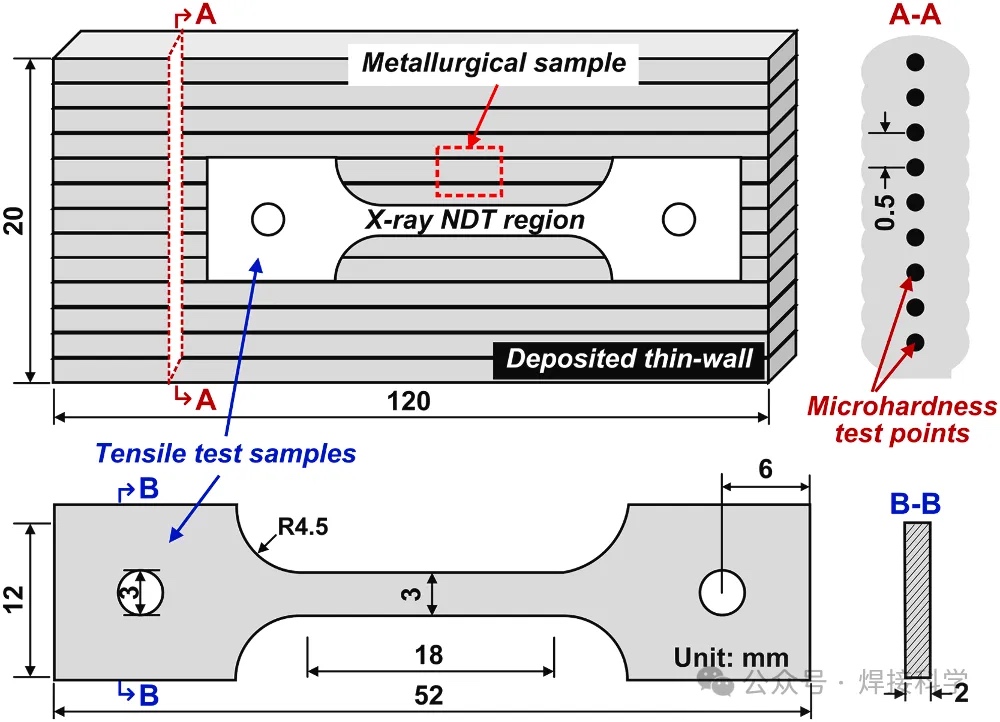
图2. 沉积样品的尺寸和机械性能测试位置。
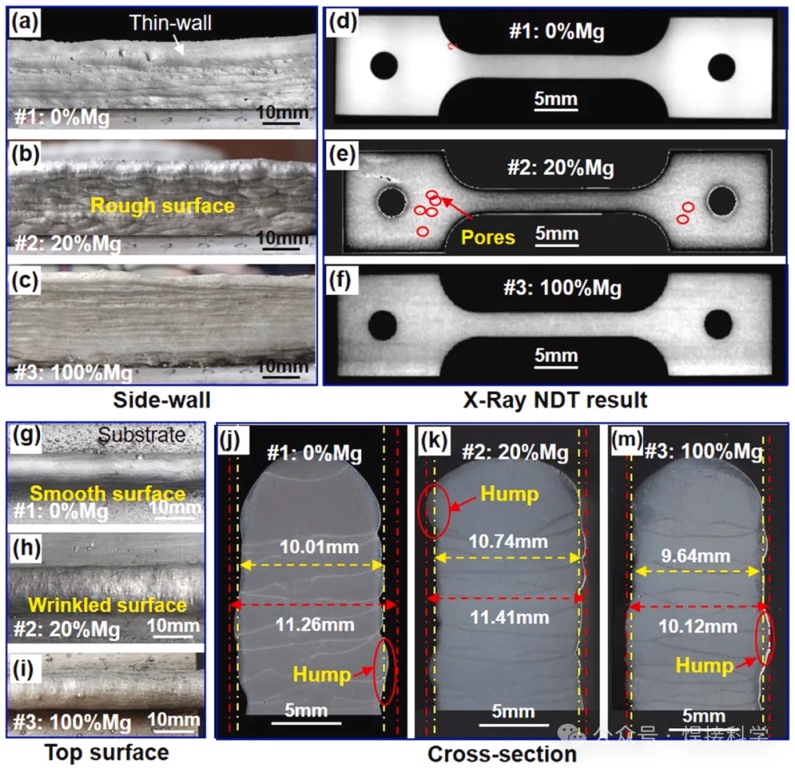
图3. 振荡激光-电弧混合增材制造沉积薄壁的宏观形态和X射线NDT结果,(a-c)侧壁成型,(d-f)X射线NDT结果,(g-i)顶面外观,(h-k)截面形态。
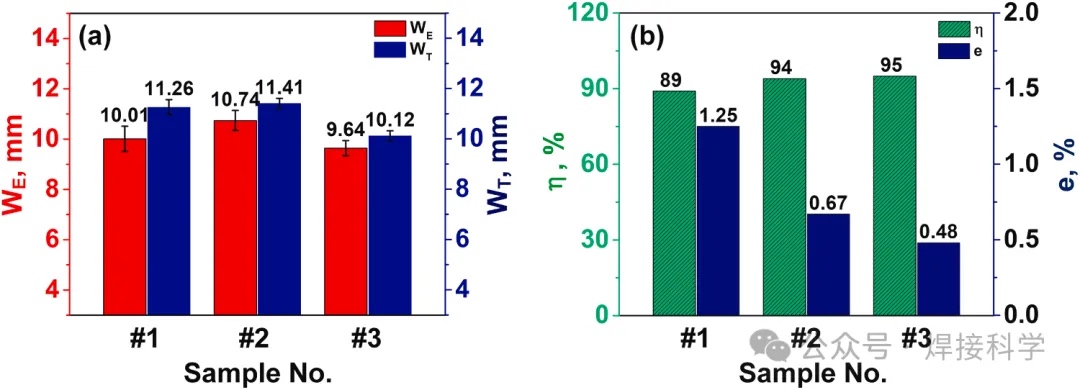
图4. 沉积薄壁尺寸特性的统计,(a)沉积宽度,(b)成型精度,其中WE和WT分别是薄壁的有效沉积宽度和最大沉积宽度,η是有效宽度系数,e是后续加工余量。
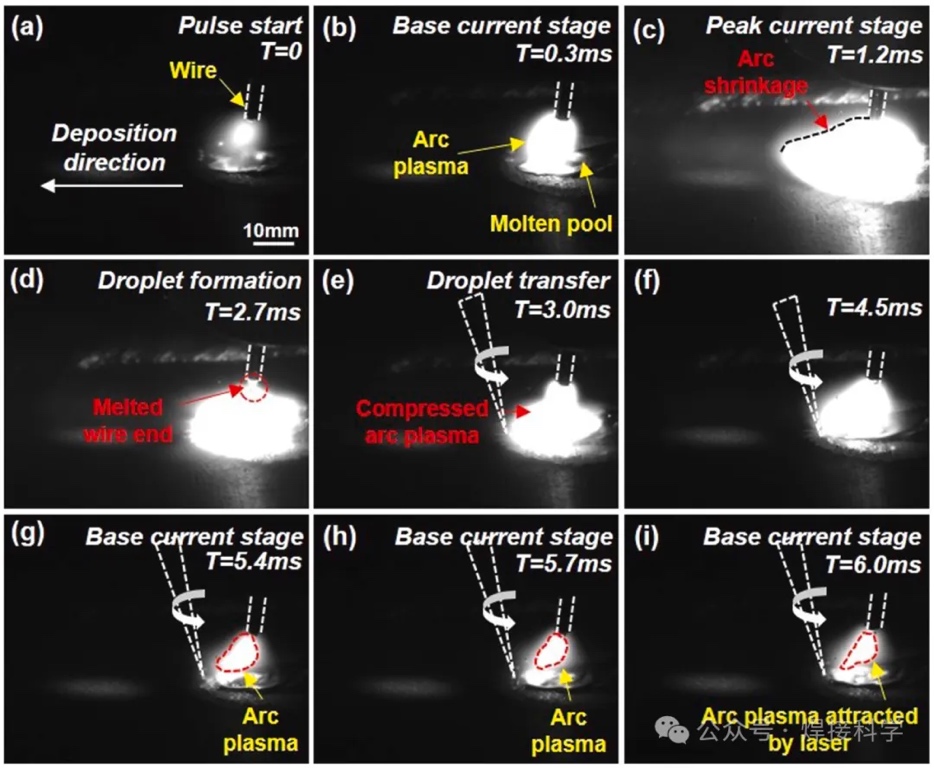
图5. 基于单丝送丝的振荡激光-电弧混合增材制造的高速视频帧,(a)电弧燃烧的脉冲起始阶段,(b)电弧燃烧的基础电流阶段,(c-f)电弧燃烧的峰值电流阶段,(g-i)电弧燃烧的基础电流阶段。
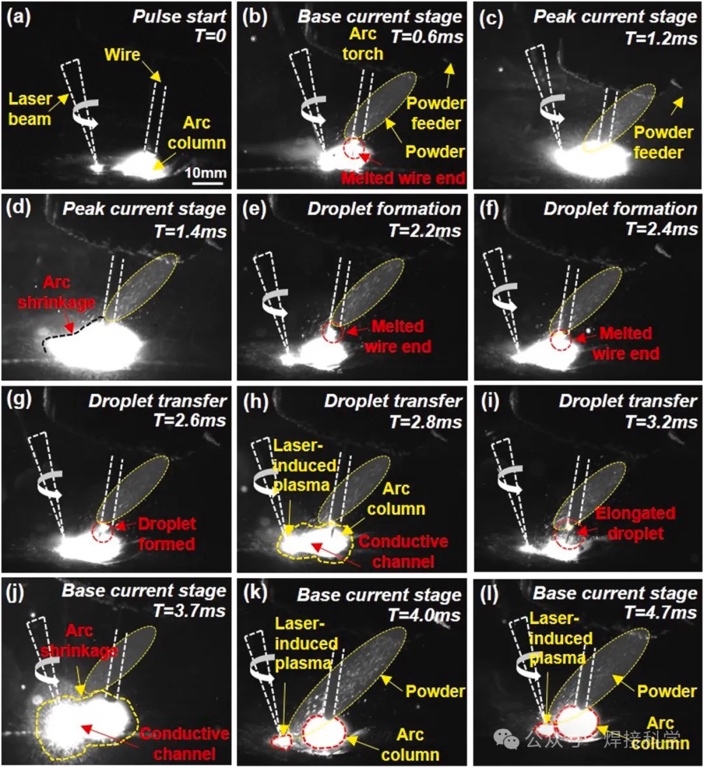
图6. 当粉末中Mg含量为100 wt.%时,基于同步丝粉送丝的振荡激光-电弧混合增材制造的高速视频帧,(a)电弧燃烧的脉冲起始阶段,(b)电弧燃烧的基础电流阶段,(c-f)电弧燃烧的峰值电流阶段,(g-l)电弧燃烧的基础电流阶段。
图7. 沉积薄壁的微观结构观察,(a-c)OM测试结果,(d-f)EBSD测试结果,(g-i)晶粒尺寸分布(图7d和g参考自文献[29])。
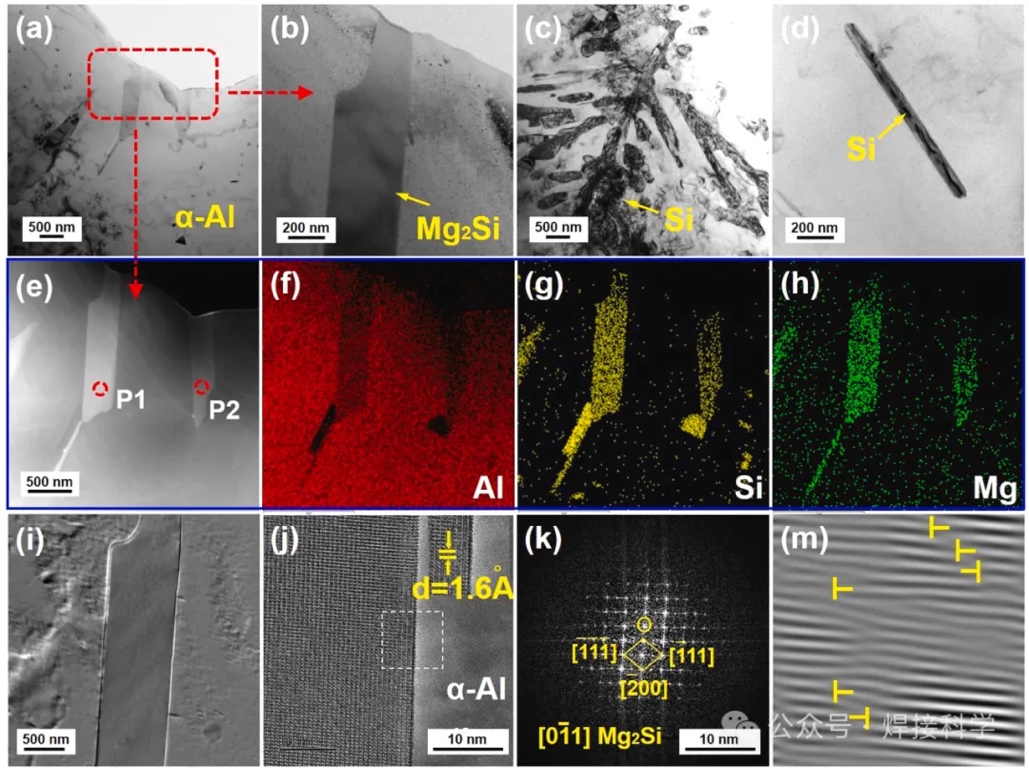
图8. 通过WPHAM获得的沉积微观结构的沉淀相和晶体结构的透射电镜分析结果,(a-e)沉淀相的形态,(f-h)图(e)中Al、Si和Mg的元素映射,(i-j)图(e)中第二相与Al基体界面的高分辨率透射电镜形态,(k)快速傅里叶变换(FFT),(m)反傅里叶变换(IFFT)。
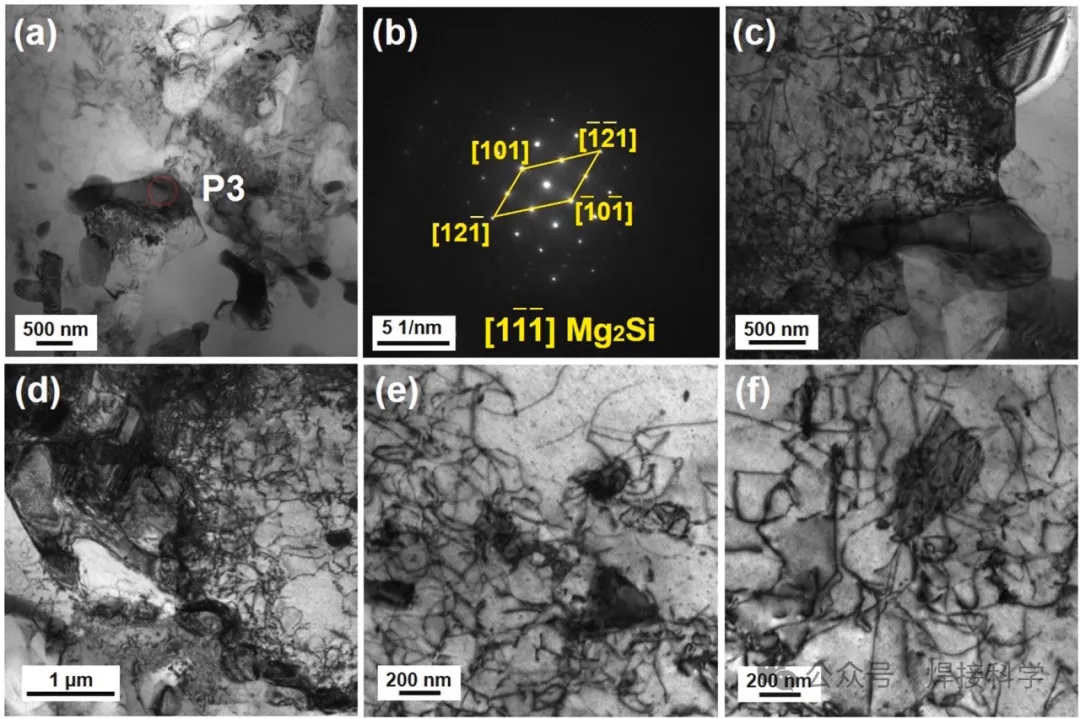
图9. 通过WPHAM获得的沉积微观结构的位错形态和衍射谱图。
图10. 沉积薄壁的机械性能,(a-b)拉伸性能,(c)显微硬度分布,(d)平均显微硬度及其方差。
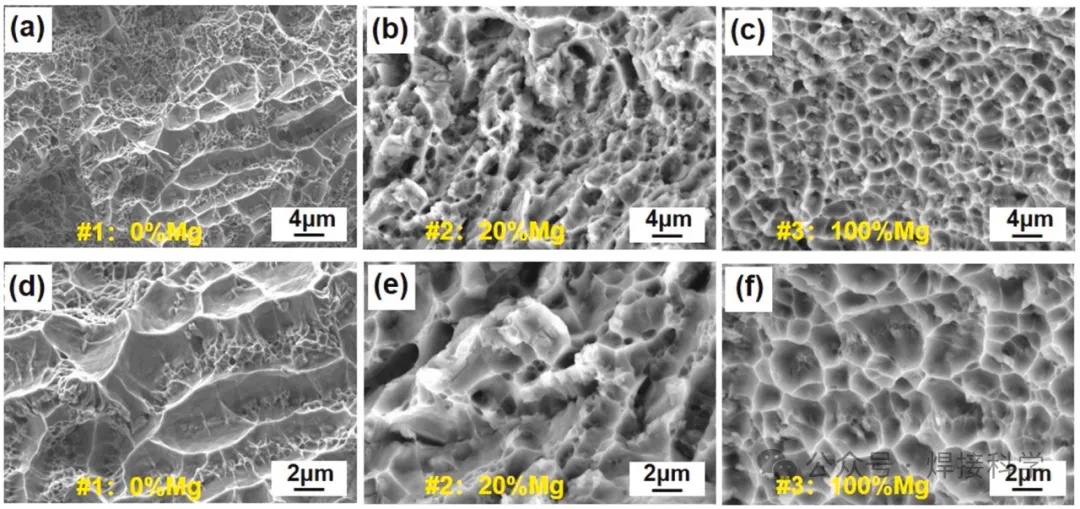
图11. 拉伸试验样品的断裂表面形貌,(a-c)低倍图像,(d-f)高倍图像。
图12. 粉末送丝对振荡激光-电弧混合增材制造沉积稳定性改进机制的示意图,(a-d)和(i)单丝沉积,(e-h)和(j)丝粉同步沉积。
论文总结
成形精度:研究表明,增加Mg粉末可显著提高薄壁的成形精度,有效宽度系数提高至95%,加工余量减少到0.48 mm。
沉积稳定性:同步送粉提高了激光与电弧之间的导电通道,有助于在峰值和基值阶段维持稳定的电弧燃烧,同时改善了细喷射模式的熔滴转移效率,转移时间缩短至3.2 ms,效率提高18%。
微观结构与力学性能:与单丝送粉相比,送丝送粉方式下的沉积微观结构平均晶粒尺寸增加了54%,且形成了新的Mg2Si强化相,极限抗拉强度最高达255 MPa,提高了12%。
论文地址:https://doi.org/10.1016/j.tws.2024.11266
(责任编辑:admin)

 Fabric8Labs推出AI芯片定
Fabric8Labs推出AI芯片定 Titomic又一合作,将与nuF
Titomic又一合作,将与nuF 荷兰公司将开设3D打印船舶
荷兰公司将开设3D打印船舶 Chicago Additive推出AMOS
Chicago Additive推出AMOS 590MHz带宽+超90%辐射效率
590MHz带宽+超90%辐射效率 威斯康星大学麦迪逊分校工
威斯康星大学麦迪逊分校工最新内容
 突破性生物3D打印
突破性生物3D打印 迪拜LEAP 71公司
迪拜LEAP 71公司 3D生物打印构建内
3D生物打印构建内 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强热点内容


