《Lab on a Chip》:具有7μm孔隙的集成生物相容性3D打印等孔膜
时间:2024-04-12 09:00 来源:EngineeringForLife 作者:admin 阅读:次
来自美国杨百翰大学的Gregory P. Nordin团队提出了一种新的3D打印技术,无需改进传统3D打印机硬件,即可在3D打印部件的负特征中实现原生数字微镜设备(DMD)分辨率,并演示了孔径小至 7 μm 的完全集成、生物兼容的等孔膜的制造。利用这项技术构建了一个微流控装置,该装置模仿了已建立的器官芯片配置,包括一个集成的异孔膜。在膜的两侧播种了两个细胞群,并对其进行成像,以此作为其他器官芯片应用的概念验证。这些3D打印的等孔膜可用于多种其他机械和生物应用,为无缝集成的3D打印微流控设备创造了新的可能性。相关工作以题为“Integrated biocompatible 3D printed isoporous membranes with 7 μm pores”的文章发表在2024年3月14日的国际顶级期刊《Lab on a Chip》。

1. 创新型研究内容
本研究提出了一种新的3D打印方法来克服这些障碍。制作的多孔膜具有可控的孔径和密度,并作为3D打印的一部分在原位制造。首先介绍了传统3D打印技术可以实现的效果,然后开发了一种新的曝光方法,可以在3D打印部件中实现具有原生微镜尺寸的空隙,从而产生具有 7 μm 孔隙的多孔膜。这种大小的孔适用于许多器官芯片应用,包括肺和胰腺模型等。然后将两个荧光细胞群分别播种在膜的两侧,并用共聚焦荧光显微镜进行3D扫描,以显示细胞粘附在膜上,但在膜的两侧仍保持物理上的不同,从而模仿了流行的器官芯片拓扑结构。
使用 OpenSCAD 时,会生成3D STL 模型,并使用自定义切片软件进行切片,以生成用于单个曝光的图像。图 1 显示了多孔膜几何形状的斜视图以及用于曝光的单个图像。打印完成后,用 2-丙醇清洗 3D 打印部件以去除未固化的 3D 打印树脂,晾干,然后在定制固化站中使用 430 nm LED(Thorlabs,Newton,NJ,USA)进行 20 分钟的后固化,固化平面的辐照度为 11.3 mW cm-2。

图1 多孔膜的 3D CAD 设计
【传统 3D 打印方法的评估】
传统的3D打印通常仅限于创建具有相同厚度和曝光时间的层。本研究使用 10 微米厚的层和 100 到 300 毫秒不等的各种层曝光时间,评估了这种方法可实现的最小孔隙。图 2(a-c)显示了设计宽度为 5 像素或 38 微米的孔隙的结果。请注意,在曝光时间较短的情况下,孔隙要比设计的大得多(图 2(a 和 b))。通常情况下,会增加曝光时间,尝试缩小孔隙尺寸,直到与设计尺寸一致。如图 2(c)所示,这种方法适用于小至 38 微米的孔隙。但对于更小的孔隙(图 2(d-f)),孔隙在达到设计尺寸之前就会关闭并完全填满,从而形成一层固体膜(图 2(f))。结果表明,使用这种传统的3D打印方法,没有任何设计和曝光设置组合能产生小于约 30 μm 的孔。

图2 孔隙制造的传统 3D 打印方法的局限性
【零厚度层】
本研究发现,在暴露时间很短的情况下,暴露区域不会完全聚合到设计的 10 μm 深度,从而导致膜与之前暴露的块状材料撕裂,造成类似图 2(a)中所见的缺陷。为缓解这一问题,引入了制造零厚度层的想法。如图 3(a) 所示,对于每一层,构建平台都从凸起位置开始。如图 3(b)所示,对于正常的 10 微米层,然后将其降低,直到 3D 打印部件的底部与树脂托盘之间有 10 微米的间隙。然后激活紫外线源,形成厚度为 10 微米的新层,如图 3(d)中红色区域所示。最后,将构建平台升起,使部件为下一层做好准备(图 3(f))。对于零厚度层,则将构建平台降低,直到 3D 打印部件与树脂托盘之间没有间隙(图 3(c))。随后的紫外线曝光会使前一层进一步聚合(图 3(e)),这样就可以使用极短的曝光时间来制作具有极细细丝的薄膜。用于这种曝光的图像应与现有的块状材料充分重叠,以确保新曝光层与现有部件之间有适当的粘合力,否则薄膜和细丝会被撕开。与正常情况类似,当构建平台升起准备下一层时,这一层就完成了(图 3(g))。

图3 零厚度层示意图
本研究使用单层零厚度膜来制造孔径从 38 微米(5 个图像像素)到 7.6 微米(1 个图像像素)的膜。典型结果如图 4 所示。每一行代表不同的设计孔径,每一列代表不同的曝光时间。最左侧的一列代表 100 毫秒的曝光时间,显示了非常稀疏的薄膜,薄膜上的细丝在打印过程中存活下来,并一直附着在块状材料上。如图 4(m)所示,即使曝光时间很短,当孔径为 7.6 微米时,孔也开始闭合。接下来增加曝光时间,试图获得更接近设计尺寸的更小孔隙。图 4 中间一列显示了中间曝光时间 150 毫秒的效果。对于设计尺寸大于 22 微米的膜,增加曝光时间确实有使孔变小的效果,但它们仍然比设计尺寸大得多(见图 4(b、e 和 h))。此外,虽然 15.2 μm 的孔隙在 100 毫秒的曝光时间内是开放的(图 4(j)),但现在已经部分闭合,仍未达到设计尺寸(图 4(k))。7.6 μm 的孔已完全闭合(图 4(n))。图 4 右栏显示了较长的 200 毫秒曝光时间的效果。设计尺寸大于 30 微米的孔隙略有缩小,但仍未达到设计尺寸(图 4(c 和 f))。设计尺寸为 22.8 μm 的开放孔隙同样略有缩小,但已开始闭合(图 4(i))。设计尺寸小于 20 μm 的孔隙现已完全闭合(图 4(l 和 o))。这些结果表明,可实现的最小孔隙尺寸仍然约为 30 μm,无论是增加曝光时间还是减小设计尺寸,都不会产生更小的孔隙。

图4 单层零厚度孔隙制造的局限性
【重复零厚度层】
本研究发现,使用更多的零厚度层可以制造出更小的孔隙。首先,选择一个通常会产生细丝网的曝光时间,然后利用该曝光时间重复制作零厚度层。第一层将膜的底部制作成细丝网格,随后的各层则在细丝网格的基础上加宽每根细丝,最终形成一个孔径更小的渐宽网格。这里的关键似乎在于构建平台的运动。本研究假设,在每次曝光之间,由于构建平台的上下运动,3D 打印部件在液态树脂中的运动会搅动树脂,使部分聚合的树脂远离薄膜网格,从而在孔隙之间为后续层提供新鲜的树脂池。然后,下一次曝光只在现有细丝附近完全聚合,使其变宽,而孔隙中的部分聚合树脂则在下一次曝光前被移走。这个过程不断重复,直到孔隙达到所需的尺寸。图 5 显示了实际应用中的情况,其中每个零厚度层的曝光时间为 100 毫秒。每一行代表一个设计孔径,每一列代表不同数量的重复零厚度层。对于设计孔径为 38 微米的膜,5 层零厚度膜仍会产生不规则孔径的膜(图 5(a)),但 30 层零厚度膜会产生均匀孔径的膜(图 5(c))。设计孔径为 22.8 μm 的膜表现类似,如图 5(d-f)所示。设计尺寸为 7.6 微米(单个图像像素)的最小孔隙则表现较差。在膜的某些区域,重复的零厚度层确实能将孔径减小到 7 μm,但膜最终会畸形,尤其是靠近膜中心的部分(图 5(g-i))。

图5 不同孔径的重复零厚度层的效果
【增加支撑结构】
虽然可以实现小至 7 μm 的孔,但产生的孔网格可能非常不规则,特别是当需要具有高填充因子的小孔(<20 μm)时(注意图 5(g-i)中膜中心区域的缺陷)。本研究认为这是由于薄膜在最初几层开始形成时的机械不稳定性造成的;薄丝在液态树脂中移动时很容易被构建平台的运动所移位。为了缓解这一问题,可以添加底层支撑柱。图 6(a) 显示了放置在薄膜下方的支撑柱(红色)。图 6(b) 显示的是省略薄膜后的支柱外观。请注意,在图 6(c)中,支撑柱的宽度大于单个孔隙之间的空间,导致部分孔隙被堵塞。如图 6(d)所示,支撑物提高了初始结构的稳定性,并产生了 7 μm × 7 μm 的均匀孔隙,而且没有已知的跨度限制。制作这些膜需要非常好的光学聚焦。一旦获得了良好的聚焦,并确定了适当的曝光时间和重复层数,就能以很高的成功率重复制作膜。膜一开始很薄,但随着随后的曝光会变厚。测得的薄膜平均厚度为 12.6 微米。如果需要更高的孔隙填充系数,也可以制作出具有 8 μm 孔隙的棋盘图案,如图 7 所示。该棋盘格图案的制作采用了 300 毫秒的批量曝光时间和 25 层零厚度膜,膜的曝光时间为 100 毫秒。这种棋盘图案的制作难度很大,目前只能制作出跨度约为 60 微米的图案。

图6 由 30 层零厚度膜和支撑柱组成的等孔膜

图7 用 25 层零厚度膜制造的等孔膜,显示出具有 8 微米孔隙的高填充因子棋盘图案
【集成到器官芯片启发装置中】
使用类似图 6(c)所示的膜,制作了一个完全3D打印的微流控装置,并在膜腔上增加了顶盖和通道,以便在膜的两侧播种细胞培养物。该装置的 CAD 图如图 8(a) 和 (b)所示。按照上述方法对细胞进行播种和成像,得到的图像如图 8(c-f)所示。图 8(c)显示的是膜的显微镜图像,其中底层支撑和孔都清晰可见。图 8(d)和(e)为俯视图和斜视图,两个细胞群均清晰可见。最后,图 8(f)显示的是侧视图,两个细胞群都粘附在膜的表面,但在膜的两侧仍有物理上的区别,模拟了许多器官芯片应用中常见的拓扑结构。

图8 膜设备的 CAD 图纸和3D共聚焦荧光图像,膜上有两个细胞群种子
2. 总结与展望
传统的 3D 打印工艺具有很大的局限性。本研究通过引入无需对3D打印机硬件本身进行任何修改即可创建更小空隙的功能,扩展了通用3D打印技术。具体来说,这项技术有助于在膜内精确放置空隙,从而创建出具有可控孔径、定位和密度的等孔膜。这种方法加快并简化了高度集成的微流控设备的生产,因为膜是用与设备其他部分相同的材料无缝制造的,不需要额外的材料或工艺。此外,这种技术与生物相容性树脂兼容,因此对于涉及活细胞的应用(如器官芯片)来说非常宝贵。这项技术还有可能应用于其他3D打印机和树脂,从而提高3D打印工艺的精度和多功能性,尤其适用于微流控技术。
文章来源:https://pubs.rsc.org/en/content/articlelanding/2024/lc/d4lc00014e
(责任编辑:admin)

 双组份快速固化硅胶油墨为
双组份快速固化硅胶油墨为 《AM》:4D打印温度响应颗
《AM》:4D打印温度响应颗 华中科大柳林团队:基于原
华中科大柳林团队:基于原 韩国研究人员采用磁性3D打
韩国研究人员采用磁性3D打 HHS启动临床试验:利用3D
HHS启动临床试验:利用3D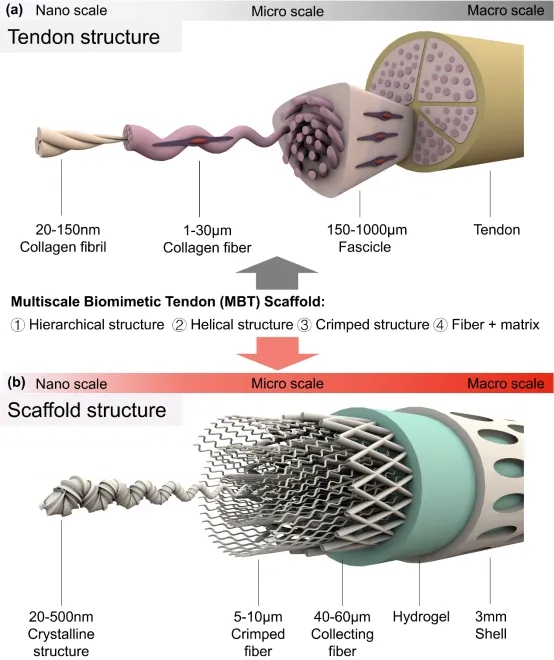 《AFM》:3D打印多尺度仿
《AFM》:3D打印多尺度仿最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


