微流控气泡发生器与数字光处理平台(DLP)用于3D多孔生物支架打印
时间:2024-02-06 14:22 来源:生物打印与再生工程 作者:admin 阅读:次
近年来,已有学者将微流控芯片与挤出式打印机结合,虽然该方法操作简单,但在制造具有复杂内部架构和外部形状的体积结构时,效率往往较低。Yu Shrike Zhang教授团队选用基于阀门的流量聚焦(vFF)芯片和具有快速交联的优势的3D数字光处理(DLP)打印平台相结合,从孔隙生成的大小、2D与3D打印的复杂度,支架的生物相容性等方面证实了这项结合技术有望增强天然多孔组织的模仿特性。
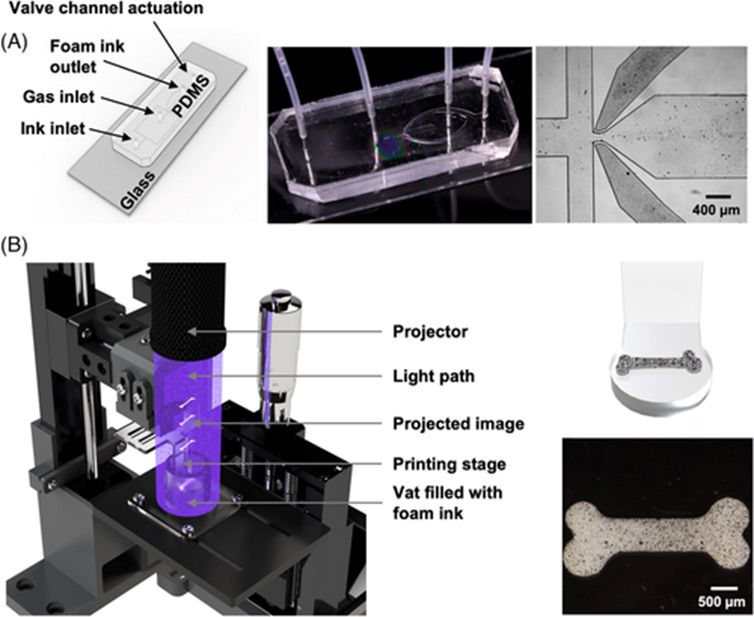
图1 工作中使用的主要组件(A)VFF芯片(B)DLP平台
一、表面活性剂的选择
表面活性剂可以降低空气-液体界面的表面张力,防止气泡破裂或合并,确保一致的打印质量和材料特性。因此,该团队首先测试了三种表面活性剂(Rhamnolipids、CTAB、Lecithin)对气泡的稳定性的影响。结果表明在0.5%(w/v)和5%(w/v)的浓度下,Rhamnolipids的泡沫稳定性最差。相比之下,CTAB在5%(w/v)的浓度下比Lecithin的稳定效果更好,但0.5%(w/v)的情况下相反。由于Lecithin稳定作用的浓度较低,进一步降低了其潜在的细胞毒性,且在5分钟即大多数情况的足够打印时间内表现最好,因此Lecithin被选为本实验所用的表面活性剂。该团队随后进行了浓度梯度实验(0%、0.5%、1%、3%或5%(w/v),最终选用了1%浓度Lecithin作为最终的表面活性剂选择。
二、VFF芯片控制气泡大小的参数设定探究
VFF芯片的结构如下图所示,孔口宽度可以通过改变阀门驱动(valve channel actuation)的压力大小来控制。在本研究中,该团队通过改变以下三个要素:墨水流速(Flow rate),气体通入压力(Pg)和阀门驱动的压力大小(Pv)探究了VFF芯片生成气泡的大小范围。
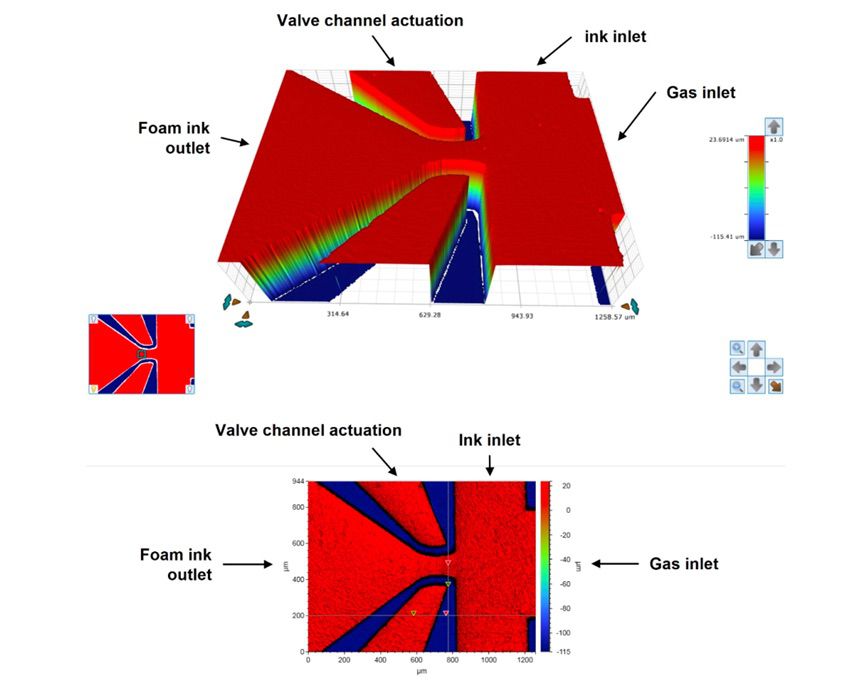
图2 VFF芯片的通道示意图
首先,该团队探究了阀门驱动的压力大小(Pv)和孔口宽度之间的函数关系。结果显示两者服从反S形函数关系,在大气压力下,孔口宽度约为100μm。在2.3bar的压力下,孔完全关闭并在>2.5bar的压力下断裂。
接着,该团队控制Pv为大气压强,探究了墨水流速(Flow rate)和气体通入压力(Pg)对于气泡生成的影响。结果表明气体通入压力以及墨水流速的不同组合可用于产生直径均匀、标准差小且尺寸可调的气泡,大小从211μm至747μm不等。
之后,该团队改变阀门驱动的压力大小Pv试图进一步缩小产生的气泡的尺寸,打破前述的平均约211μm的下限。结果显示,气泡尺寸随着压力Pv的增加而减小,呈非线性关系,气泡最小缩小至143μm。同时,该团队还成功测试了三种参数的各种组合来证明不同条件下泡沫生成的稳健性。
上述实验结果证明在vFF芯片内生成过程中气泡的大小能够得到控制,不同工艺参数的变化范围从143μm到747μm。
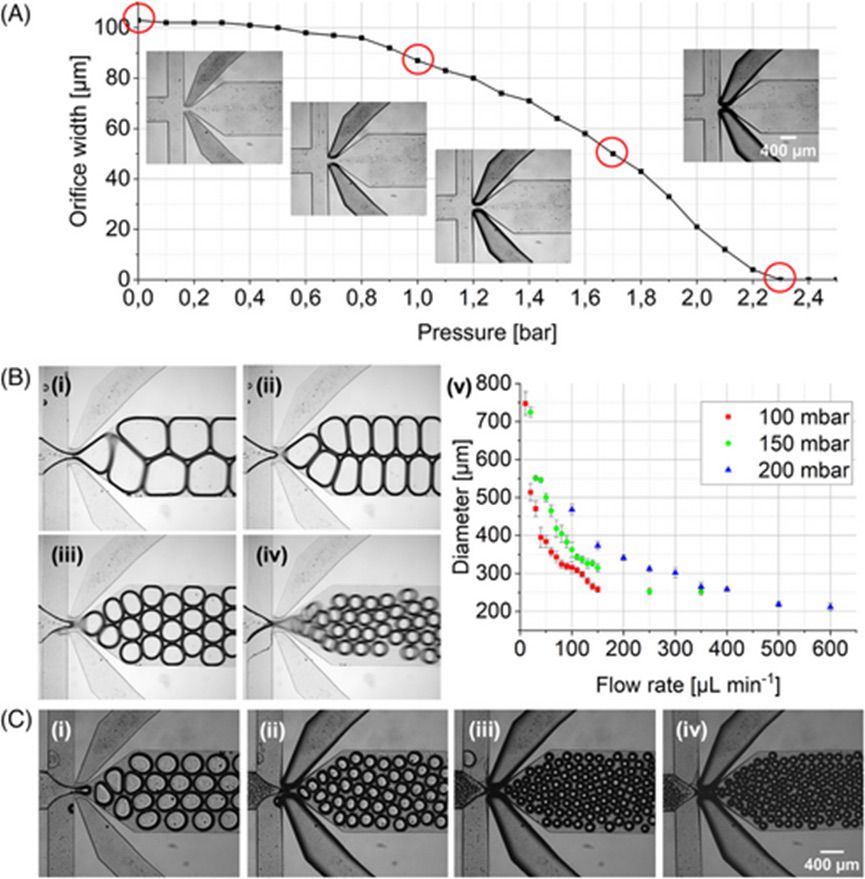
图3 VFF芯片中不同参数下孔径状态及气泡大小
三、2D打印的可行性验证
光引发剂可以引起化学交联,是实现2D和3D打印性的重要试剂。因此,该团队对 LAP(phenyl-2,4,6-trimethylbenzoylphosphonate) 进行了浓度梯度实验(0.2%、0.4%、1%(w/v),最终选用了1%浓度LAP用于进一步实验。在405纳米光下曝光时间不到15秒即可实现坚固和可重复的交联。
该团队对不同复杂程度的几何形状进行了打印,使用的是一套共同的工艺参数――油墨配方为7.5%(w/v)fGelMA,1%(w/v)卵磷脂,1%(w/v)LAP;flow rate=650μL min-1;pg = 1.3 bar;pv =大气压力。实验结果证明工艺参数不需要根据几何形状进行优化,且印刷时间与结构本身的复杂性无关。
之后,该团队使用明场显微镜采集并展示了可以精确调整气泡直径的2D打印。通过使用50μL min-1的恒定体积流量,变化区间为100至250mbar的Pg,变化区间为0至2.25bar的pv,以2D打印了平均直径为112 ± 7、198 ± 7、239 ± 19、361 ± 17和424 ± 17微米的气泡并绘制了直方图。需要注意的是在这些实验中使用vFF芯片产生的气泡平均最大直径可达424微米,而vFF芯片内最大的气泡平均直径可达747微米。该团队认为可以归因于芯片外部的气泡不再被芯片的高度压缩,因此变成三维圆形,减少直径;此外,较大的气泡一旦处于芯片外的大气压力下,往往会不太稳定,这在一定程度上导致了气泡的破裂。
最后,该团队测试了2D气泡梯度打印的能力,以更好的实现在3D梯度打印的需求。团队使用了直接适用于vFF芯片的快速数字控制,因此可以连续不中断的打印气泡。大型气泡是用50μL min-1的flow rate和pg = 250 mbar和pv =大气压力制备的;中型气泡的压力降低到pg = 100 mbar;小型气泡压力pv额外增加到2.25bar,以缩小vFF芯片的孔口。在墨水交联后,团队观察到高度均匀的圆形气泡,其中大部分是六角填充对齐。
综上,该团队研究结果证明,该设备可以在参数不变的情况下打印复杂几何结构并在其中生成大小可控的气泡。同时,它具有梯度连续打印的能力。

图4
四、3D打印的可行性验证
该团队通过使用自上而下的DLP打印机,进行了复杂程度递增的几何形状的3D打印。并且验证了将打印结构在细胞培养基中浸泡14天后其结构完整性仍然能够维持,而不会出现明显的变形。同时,团队也指出了如空间分辨率较低和打印结构表面不平整等一些缺陷。
之后,该团队使用共聚焦荧光显微镜与罗丹共轭fGelMA检查了多孔结构的空间结构。分析显示孔隙呈最密六边形排列,且大多数生成的孔隙已经在3D排列中相互连接。之后该团队对小、中、大孔径的样本进行了μCT重建,这些结构相比于共聚焦荧光显微镜的结果显示孔隙度有所减少,该团队也给出了他们的猜想:一方面,在3D打印时,打印过程中表面张力和其他操作可能导致形成缺陷,导致泡沫墨水中的气泡不完全紧密包装。另一方面,在μCT扫描准备样品期间的处理可能导致结构受到外部力量的影响。
综上,该团队证明,尽管3D打印还存在一些缺陷,但生成的多孔结构是精确可调节的。3DDLP打印方法能够生产具有良好均匀性、范围更广泛可实现直径以及更可控和更快的工艺的孔径。

表1 3D打印的最终参数汇总
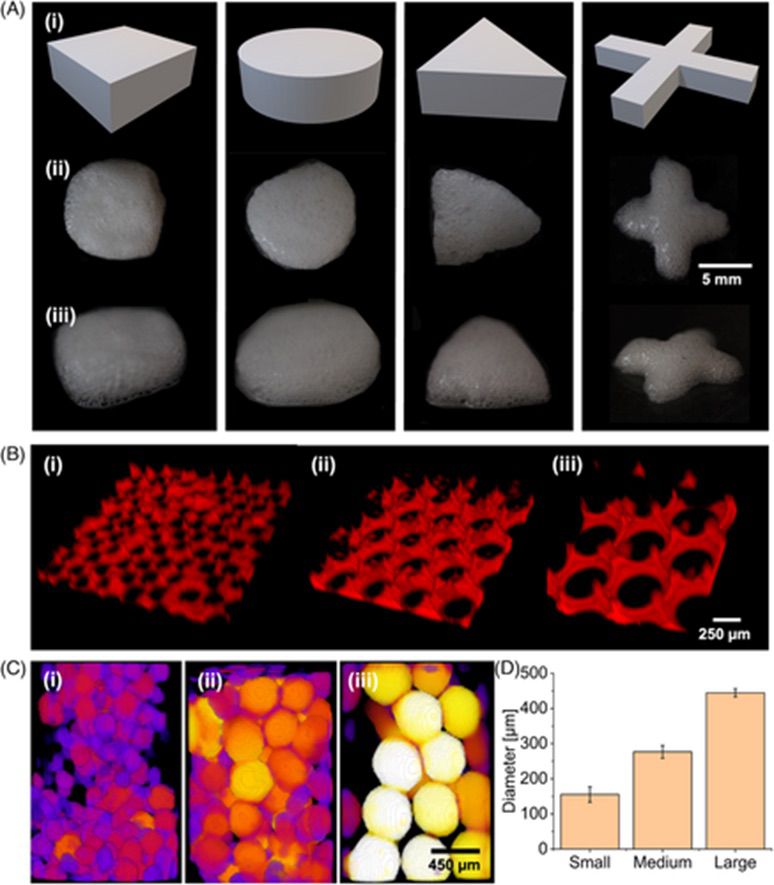
图5 验证3D可打印性的打印结构
五、细胞相容性的测试
当涉及到组织工程和再生医学的应用时,3D打印的多孔水凝胶结构与种子细胞的细胞相容性对于组织替换至关重要。在此基础上,团队通过各种染色方法对细胞活力、增殖、迁移和传播进行了定性研究。
细胞首先在3D打印的多孔结构中培养了14天,并在1、3、7、10和14天进行活/死检测以及F-肌动蛋白/核染色。在整个14天的栽培期中,团队观察到死细胞的百分比都很低,同时,也在培养过程中发现细胞从聚集成簇变为扩散到占据支架的大部分。根据以上的实验,团队证明了支架具有良好的生物相容性。
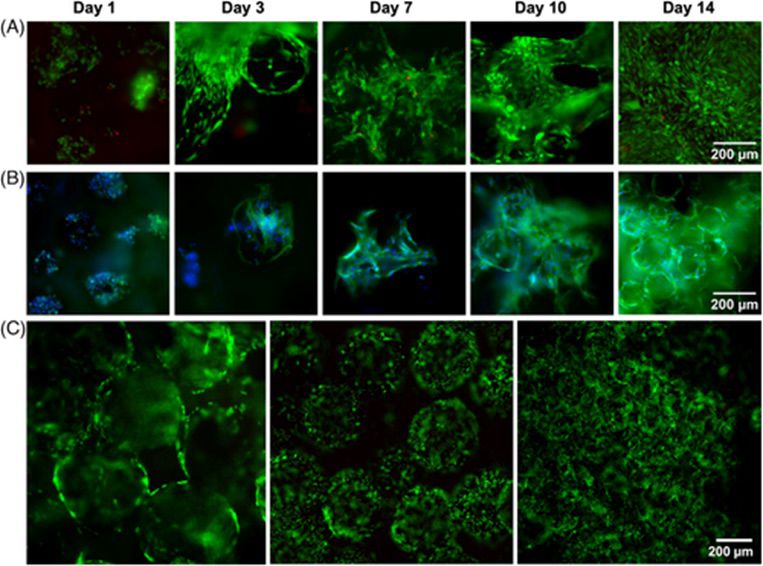
图6 支架细胞相容性的实验测试
总结
该实验了将自上而下的DLP打印机与基于阀门的流量聚焦(vFF)芯片结合,建立了强大的打印流程,并使用细胞染色分析进行了细胞相容性测试,结果表明,多孔结构可以在14天内支持细胞生长、扩散、增殖和迁移。由于其物理化学特性,fGelMA作为DLP打印的油墨材料受到青睐。在材料选择中,选择了7.5%(w/v)的水溶液fGelMA溶液,1%(w/v)的卵磷脂作为表面活性剂,1%(w/v)的LAP浓度作为光引发剂。同时,团队通过调整油墨流量和气体压力、阀门大小,实现了对气泡尺寸的控制,当前研究显示的均匀直径从大到747微米到小到143微米不等。总体而言,该实验成功地在水凝胶基质中生成了可调大小的均匀气泡,以制造细胞兼容的多孔支架。
参考文献
(Philipp Weber, Ling Cai et al. 2023)
Philipp Weber, Ling Cai, Francisco Javier Aguilar Rojas, Carlos Ezio Garciamendez-Mijares et al. Microfluidic bubble-generator enables digital light processing 3D printing of porous structures, Aggregate, 2023.
https://doi.org/10.1002/agt2.409
(责任编辑:admin)

 双组份快速固化硅胶油墨为
双组份快速固化硅胶油墨为 《AM》:4D打印温度响应颗
《AM》:4D打印温度响应颗 华中科大柳林团队:基于原
华中科大柳林团队:基于原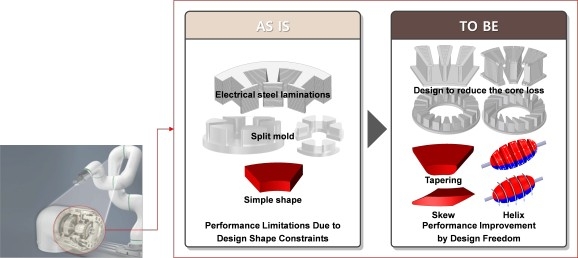 韩国研究人员采用磁性3D打
韩国研究人员采用磁性3D打 HHS启动临床试验:利用3D
HHS启动临床试验:利用3D 《AFM》:3D打印多尺度仿
《AFM》:3D打印多尺度仿最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


