�Ϻ�-�����մɶ�����˫�����¸�����CCFSiC���ϲ��ϵ���������
����������ѡ���Լ����սᣨSLS����Ϸ�Ӧ��������RMI�������Ʊ��˶���̼��ά��ǿ̼���裨CCF/SiC�����ϲ��ϣ�����SiC������Ƚ�̼����Ϊ˫�ر���������CCF�������ڹ����ʴ���Ƚ�̼���װCCF@SiC�����̼������跴Ӧ�γɦ�-SiC�㣬�谭��Һ̬����CCF�ķ�Ӧ�����⣬Si-C��Ӧ������ϸ����-SiC�Ż���CCF/SiC���ϲ��ϵ��۽ṹ����ǿ�˸��ϲ��ϵ���ѧ���ܡ�˫�ر����µ�CCF������ԭ�еĸ�ǿ�Ⱥ�ģ����ͨ����ά��ճ����ά�����������������CCF/SiC���ϲ��ϵ����ԡ�CCF/SiC���ϲ��ϵ�����ǿ�Ⱥ����Էֱ�Ϊ265.2
MPa��3.5 MPa m1/2�ֱ𡣴������о��л�õļ��������ڸ��õ�����SLS&RMI�����CCF /
SiC���ϲ��ϵ��۽ṹ���̡���Ϊδ���ڼ��˻����µĸ��ϲ�����ƺ͵ͳɱ����췽���ͻ����ƽ�˵�·��
̼���裨SiC���մ�����ߵ���ģ�����ߵ���ϵ������������ϵ�������õ����ȶ��Զ��㷺Ӧ���ں��պ������������ǿռ䷴�侵ϵͳ���ռ䷴�侵�ĸ߿ռ�ֱ��ʺ͵ͷ���ɱ�Ҫ���ƶ���SiC���侵���ߴ硢����������չ������SiC���侵������漰���ʽṹ�Ͳ��ϡ�̼��ά���и�̼��������95%������ǿ�ȡ���ģ���͵��ܶȵ��ŵ㣬�������ѡ��̼��ά��ǿ̼�����մɻ����ϲ��Ͼ������ʡ��ͳɱ��������½�������ϵ�����ߵ����Ժ����õ����ȶ��Ե��������ܣ���Ϊ�ռ䷴�侵������ѡ��.̼��ά��ǿ̼�����մɻ����ϲ��ϵ��Ʊ�ͨ�������������裺��ά��֯Ԥ�Ƽ��������Ʊ���̼���������������Ʊ�������ʱ�����������˲��Ͻṹ��ơ�
����������һ�ֻ��ڴӵ㵽�������Ʊ����¼�����̼�����մɵ������������켼����Ϊѡ���Լ����սᣨSLS����ֱ��ī����ճ������䡢�����̵ȡ���Ŀǰ������SiC�մɵĸ��ַ����У�SLS��һ��ʹ�÷�ĩ���ϵġ����¶��ϡ����������켼��������ʵ�ָ߲��������ʣ�����֧�ţ������ڴ�ߴ���Ρ�Ȼ�������ڹ��̼֮��Ĺ��ۼ��ϣ�SiC�մɵ��ս��¶�ͨ���ܸߣ�>1900��C�������֮�£���Ӧ��������RMI��ֻ��Ҫ�ڹ���۵㣨1410��C�����Ͻ��С���RMI�����У���Щ�������û����������С�ijߴ�仯������Ϊ���ڸ��͵��¶����Ʊ����и��ӽṹ��SiC�մɵ���ѡ��������֮ǰ�Ĺ����У������Ѿ��ɹ���֤���˶���̼��ά��ǿ̼���裨CCF/SiC�����ϲ�����ʹ�ø���CCF�������ʱ���ֳ�����ij��;��Ⱥ͵������ʡ�Ȼ��������SLS�Ʊ���CCF/SiC�����϶�ʽϸߣ����ڹ���RMI�����в��ɱ���ػ���ʴ����CCF������Ӧ���Ӷ�������CCF������Ч�������ڻ����в����˴���������衣
�Ѿ����˴������о�����������̼��ά���Ծ����������ڹ����ʴ��Lu�Ȳ��û�ѧ��������CVI�����ս�SiC��������ڶ�̼��ά�������ϣ�RMI���պ�SiC����Ĵ�����Ч�����������˶�̼��ά���������Ϊ0.23
��m��CCF/SiC���ϲ��ϵ��������ǿ�ȺͶ������Էֱ�Ϊ238 MPa��4.26 MPa
m1/2��Tang�����Ȳ���ˮ�ȷ��Ʊ���̼��ά�����̼Ϳ�㣬Ȼ��ͨ����̼��Ӧ�Ʊ��˺��Ϊ1�C3
��m��SiCͿ�㣬�������C�����ж���Һ̬����f@SiC����ά�����ɹ��Ʊ���Cf����������ά������̼���踴�ϲ��ϡ����ڵ�ͨ�����շ�ȩ��֬��PF��������̼��άԤ�Ƽ��еĶ��̼�ṹ��ʵ���˷�Ӧ�ս������������̼��������γɵĵ��ء�Cao������PIP��CVI�����Ʊ���̼��ά�����е��Ƚ�̼���SiC����㣬PIP-CͿ���CVI-SiCͿ�㸴�ϲ��ϵĶ������Էֱ����������1.4����2����̼��ά����PIP-CͿ��������Һ̬�跴Ӧ���ɦ�-SiC���谭��Һ̬����̼��ά�ķ�Ӧ����ˣ�����SiC������Ƚ�̼���DZ���CCF�������ڹ���ʴ����Ч;������CVI������ȣ��Ծ�̼���飨PCS��Ϊǰ�����PIP�Ʊ���SiC������н���Ϳ����ȡ��������ɱ��͵��ŵ㡣����PFҲ���ڶ��CCF/SiCԤ�Ƽ��������Ƚ�̼��һ����Ч�ҵͳɱ��ķ�����PF���Ƚ���CCF/SiCԤ�ư��������Ƚ�̼�Ǽܣ���CCF/SiCԤ�ư�����Ǽ�֧�����ã�ͨ���������ղ������Ե���CCF/SiCԤ�ư���̼�����Ϳṹ��
���о������һ�ֻ���˫�ر���˼���CCF/SiC���ϲ����Ʊ��·�������CCF/SiC��Ϸ���Ϊԭ�ϣ���PCSΪǰ���壬��SLS��ǰ����ת���������ϡ�ͨ��PF���պ�RMI�Ʊ���CCF/SiC���ϲ��ϡ�ͨ��ϵͳ���о�����ϸ�ķ������о���SiC������Ƚ�̼˫�ر�����CCF/SiC���ϲ����۽ṹ����ѧ���ܵ�Ӱ�졣���о�Ϊ���ʸ�����SiC���ϲ��ϵķ�չ�����˹��ף�Ϊ���ڲ�ͬ��ҵ��Ӧ���ṩ�˱���ļ��⡣�����о���DZ��Ӱ�����쵽�ռ䷴�侵ϵͳ���������պ���Ӧ�ã�����ЩӦ���У�������ǿ��е���ܵĸ����ܲ��϶���ʵ��������ܺ�Ч��������Ҫ��
������ҵ��-SiC������D50=
30 ��m�� 99 %�� ���²�������˾�����Ƹۣ� �й����� ����̼��ά ��CCF�� ��7 ��m�� ƽ������ 40 ��m�� 99.9 %��
�߿Ƹ��ϲ�������˾�� ���ݣ� �й��� ��Ϊԭ�ϡ���̼���飨PCS��������1100�C1500��Liya Chemical Co.��
Ltd.���������й�����ѡΪǰ���塣��ȩ��֬��PF����¡��ѧ����˾���й����ݣ���Ϊ���յ�̼Դ��ѡ����ױ���AR����99.0%����ҩ���Ż�ѧ�Լ�����˾���й��Ϻ�������ˮ����AR����99.7%����ҩ���Ż�ѧ�Լ�����˾���й��Ϻ�����Ϊ�ܼ�����ҵ��ۣ�D50=
20��m�� ��99 %�� Dongying Hanzun New Energy Technology Co.�� Ltd.�� Dongying��
China�� ��Ϊ RMI ���յĹ�Դ��
CCF@SiC
ͼ1��ʾ�˻���SLS��RMI��CCF/SiC���ϲ��ϵ��Ʊ����ա����ȣ���CCF���뵽������Ϊ1��1��25
wt%��̼����-���ױ���Һ�У���������15
minʹ���ɢ���ȡ�Ȼ��CCF��60��C�¸��ﲢ��ĥ��ͨ��60Ŀɸ�����CCF@SiC����N2��1100��C������2
h�����PCS��SiC���л�-��ת������ĥ��ͨ��150Ŀɸ��ͼ1a����
SLS
���ȣ���CCF@SiC��SiC=24���%��76���%�ı�������CCF@SiC��SiC��ĩ�������������Ϊ15%��CCF��SiC��PF��ĩ��Ȼ�����з�ĩ����ڷ�ĩ��ϻ���GH-5L��������е���й����л�ϣ�ת��Ϊ90
r/min�����ʱ��Ϊ6 h����õ����ȵ�CCF/SiC��Ϸ�ĩ��CCF/SiC������SLS 3D��ӡ����HK
C500������3D����˾���й��人�����죬�䱸CO2����Ϊ 10.6 ��m������Ϊ 0.2 mm
�ļ��⡣��ĩ�������ʡ��ֲ��ȡ���ĩ��Ԥ���¶ȡ�����ʺ�ɨ�����ʷֱ�Ϊ300 mm/s��100 ��m��60 ��C��7 W��2000
mm/s�������STL��ʽ�ij��ͣ��Ʊ�CCF/SiC���壨ͼ1b����
���պ��Ƚ�CCF/SiC������N2�����µ�600��C����850��C����2��C
/ min�����ʣ���600��C��850��C��5��C / min�����ʣ�����1Сʱ�� �Ƚ��CCF/SiCԤ�Ƽ�������50
wt%��ȩ��֬-�Ҵ���Һ��30 min��ѹ��Ϊ-0.1 MPa��Ȼ��CCF/SiCԤ�Ƽ���80��C�¸���30 min������850
��C�¼����Ƚ⡣ CCF/SiCԤ�Ƽ��Ľ���-�Ƚ��ظ�2��ѭ����ͼ1c����
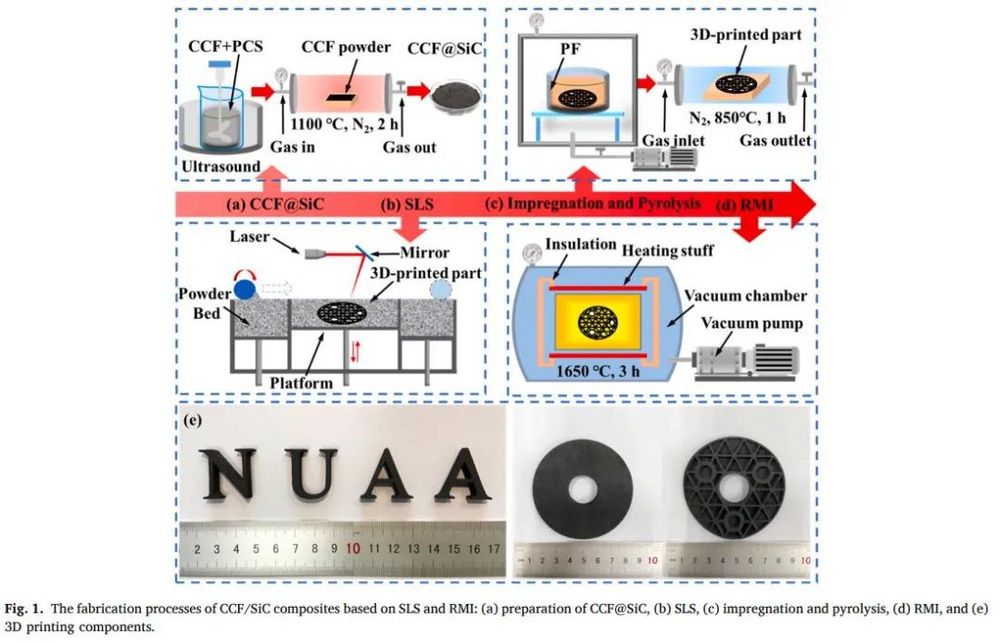
PCS��PF��TG����ͼ2��ʾ��PCS��PF��N2�µ�TG���Ƚ����ߴ����㡣PCS���Ƚ���̷�Ϊ�����Ρ�PCS�ĵ�һ������ʧ�Σ�������400
��C��Ϊ8.0 %��ȥ������������ˮ���ӷ���һЩ����Ӿۺ�����Ƚ����ڵڶ��Σ�400 ��C�C600
��C����������ʧ�ߴ�12.5%����������PCS���л�������֮��ļ�������Ͷ��ѣ��Լ����⡢����������������ݳ��йص�Si-H��C-H���Ķ��ѡ������ε�������ʧС��2.2
%���Ƚ������ֳ������ԣ�ֱ����ȫת��Ϊ����SiC��PF���Ƚ����Ҳ��Ϊ�����Ρ���һ�Σ�������300��C����������ʧΪ10.1
%������Ҫ����������ˮ��ȥ����С����������ݳ����ڶ��Σ�300 ��C�C600
��C�����ȽⷴӦ�dz����ң�������ʧ�ﵽ43.4%�����Ӽ������������Ƚ�����б��ͷŲ����������̼����Ӧ�������Σ�600 ��C�C1200
��C����TG������������ȶ�����1000 ��Cʱ��ʼѸ���½���������ʧΪ28.8 %��PF�ľۺϽṹ��600�C1000
��Cʱ��ת��Ϊ����̼�ṹ���������У������¶ȼ���������1000�C1200
��C������̼�����°������������������Ƚ�̼���������RMI�����ж���SiC�ĺ�������ˣ�CCF/SiCԤ�Ƽ����Ƚ��¶��趨Ϊ850��C��
CCF/SiCԤ�Ƽ����Ƚ�������ͼ2b��ʾ��
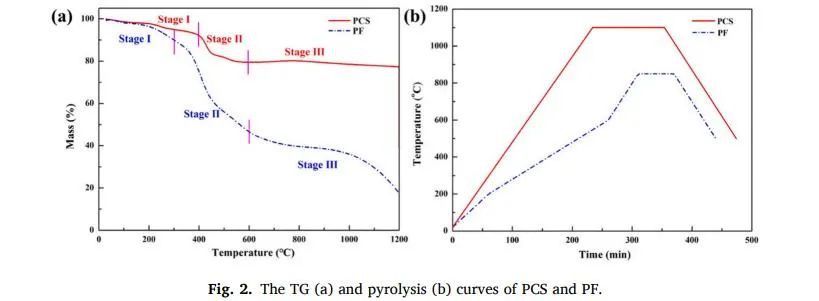
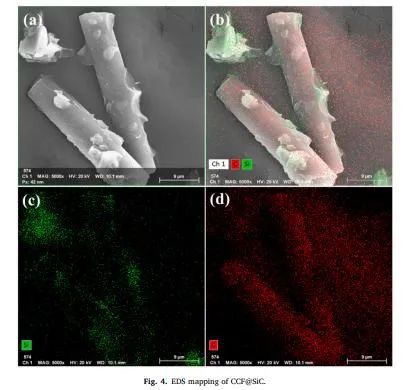
�۽ṹ������� ͼ3��ʾ��CCF��CCF@SiC��SEMͼ��CCF��ƽ��ֱ��Ϊ7��m�����ȷ�ΧΪ20��80��m��ԭʼCCF���־��ȵĶ̰���״�������������Ʊ����̣���ά������dz�ۡ�Ϳ����SiC�����CCF��������ԭ�е���״�ͳߴ磬��������Һ��Ϳ�����գ�CCF�˴˶�����û���žۡ�SiC������CCF�����γɺ˿Dz㡣ͼ3f��ʾ��CCF@SiC�ĺ���棬���Թ۲쵽SiC������������CCF������á�SiC������ԼΪ�������ף�ͼ�в��������ʾ����ͬλ�õĽ����ȷֱ�Ϊ380 nm��512 nm��ͼ 4 ��ʾ����ͼ 3d ��Ӧ�� CCF@SiC �� EDS ӳ�䡣EDSӳ����ʾ������Ԫ�أ��裨��ɫ����̼����ɫ����Ԫ�طֲ�������CCF����Ϳ��SiC�㡣
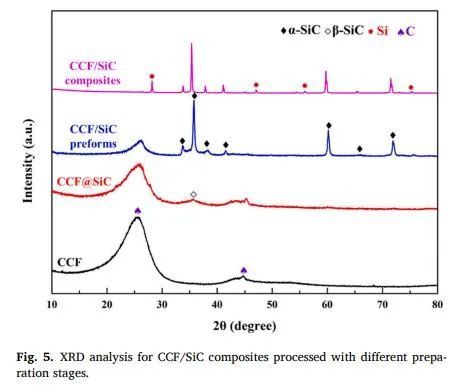
ͼ5��ʾ�˲�ͬ�Ʊ��δ�����CCF/SiC���ϲ��ϵ������������CCF/SiC���ϲ����Ʊ��IJ�ͬ�Σ���������̼���Ӧ�ĵ��ͷ塣��CCF@SiC�м���-SiC������壬����PCS���ɵ�SiC����Ϊ3C�CSiC�����Ƚ���CCF/SiCԤ�Ƽ��м���-SiC����-SiC������̼���ֱ��Ӧ��ʼSiC������SiC������Ƚ�̼���Ƚ�̼��Դ��PF���Ƚ⡣RMI����CCF/SiC���ϲ����м����SiC������塣������RMI�����д��Ƚ�̼�������γɦ�-SiC����ʣ���δ��Ӧ̼�����εģ����δ��̼�塣���ڹ�̼��Ӧ���㣬CCF/SiC���ϲ����д�����������������
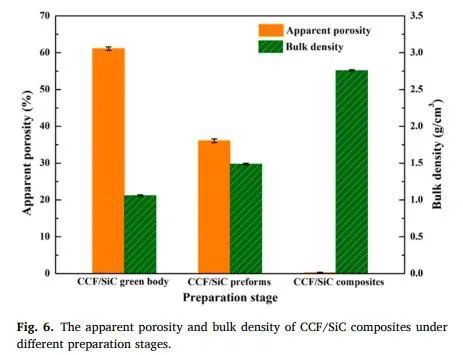
ͼ6��ʾ��CCF/SiC���ϲ����ڲ�ͬ�Ʊ����µı��ۿ�϶�ʺͶѻ��ܶȡ�PF���պ�CCF/SiC���ϲ��ϵı��ۿ�϶�ʴ�61.1 %�������͵�36.8 %��PF����CCF/SiC����Ŀ�϶�ṹ�У��ڽ��չ�������CCF��SiC���������γ���֬Ϳ�㡣PF�Ƚ��γɵ��Ƚ�̼��Ϳ����CCF���档��RMI�����У��ⲿ�Ƚ�̼���������ڹ跴Ӧ�γɦ�-SiC�㡣RMI��CCF/SiC���ϲ��ϵı��ۿ�϶�ʽ�Ϊ0.24 %���ѻ��ܶ���1.06 g/cm��ߵ�2.76 g/cm3.
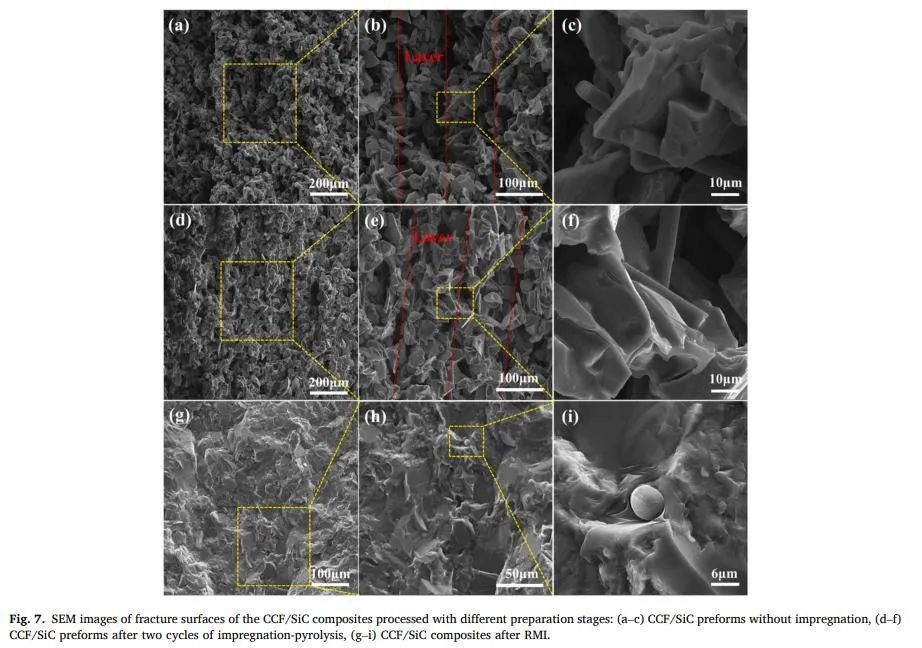
ͼ7��ʾ�˲�ͬ�Ʊ��μӹ���CCF/SiC���ϲ��ϵĶ�����ò��CCF/SiCԤ�ư����ֳ���������ĵ��Ͳ�״�ṹ������CCF��SiC����ͨ���Ƚ�̼�Ľ�Ϸֲ��ڵ����С����ڻ�Ϸ�ĩ�Ķѻ��ܶ����ޣ�����֮����ڴ����Ŀ�϶ȱ�ݡ����պ��Ƚ��CCF/SiCԤ�Ƽ��Ŀ��Ϳ�������С������ۿ�϶�ʵļ�Сһ�¡��Ƚ�̼��CCF@SiC�����γɾ��ȵİ����㣬�ṩ��CCF��˫�ر�����ͼ7g�Ci��ʾ��RMI��CCF/SiC���ϲ��ϵĶ�����ò��CCF/SiC���ϲ��ϵĶ����ƻ���ҪΪ������Ѻ;�����ѡ�CCF�����˹������������ò��û�б����ڹ���ʴ�����ҹ۲쵽��������ά���κ���ά��ճ�����CCF/SiC���ϲ��ϵ������л���Ӱ�졣��֮ǰû���κ�CCF�����Ĺ�����ȣ�CCF������ȫ�����ģ�����û�й۲쵽��ά�γ�����ճ��
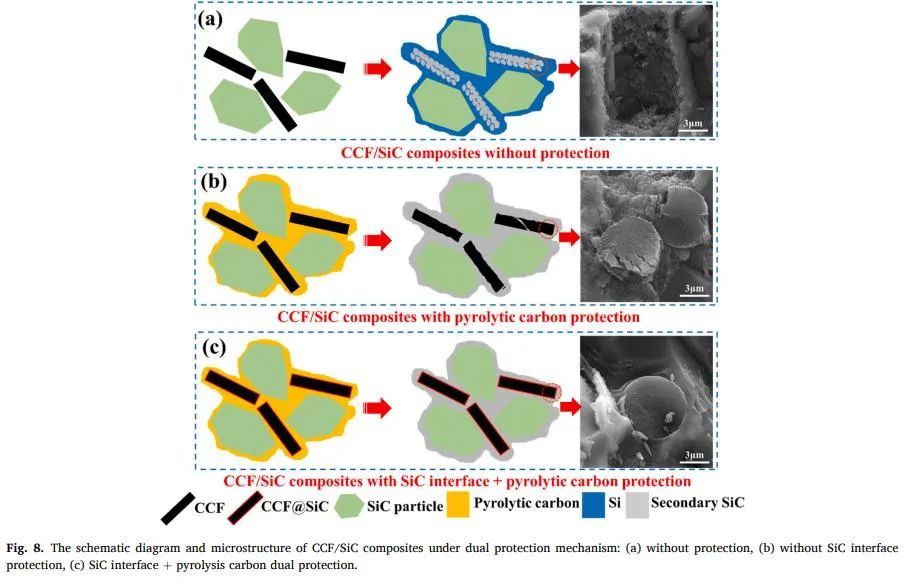
ͼ8��ʾ��RMI���л��ޱ�����CCF/SiC���ϲ��ϵ�ʾ��ͼ���۽ṹ��û���κα�����CCF������ȫ�������ڹ跴Ӧ���ģ���ԭʼλ���γɿ�϶��CCF/SiCԤ�ư��ĸ߿�϶�ʺͿ�϶�ṹΪ���ڹ�����ṩ��ͨ������RMI�����У�̼�ܽҺ̬���в��ﵽ����״̬��Ȼ���-SiC���������γ������Ħ�-SiC����㡣��-SiC��ɷ�ֹҺ̬����Ԥ�Ƽ��ڲ���ֱ̼�ӽӴ�����������ɢ��Ӧ�������γ�ϸС�Ľᾧ��-SiC������Pampuch���˱�����PAN����̼��ά�����ڹ���1500 ��C�µķ�Ӧ���¦�-SiC���γɣ��ڸ��½����ڼ䣬SiC�����Һ̬���е�̼��Һ���������������γ�С�Ħ�-SiC��������ֲ��ڹ�����еľֲ����� ��ǰ��̼��άռ�ݡ�����������ͼ8a�й۲쵽�Ľ��һ�¡����յ��͵��ܳ�-������Ӧ�������ڿױڽṹ�Ϲ۲쵽CCF�ܽ�-�������γɵİ��ۺ�ϸ��SiC������ͼ8b��ʾCCF����������Ħ�-SiC������ɡ������Ƚ�̼�������CCF��Ե�軯������Ƚ�̼������跴Ӧ�γɦ�-SiC�㣬��һ���̶��ϱ�����CCFԭ�е���ò����Ե�軯CCFʧȥ��һЩ���ܣ����ֳ��������������֮�£�����SiC������Ƚ�̼˫�ر�����CCF����ò�ͽṹ��������Ч�ر��������ڹ����ʴ��
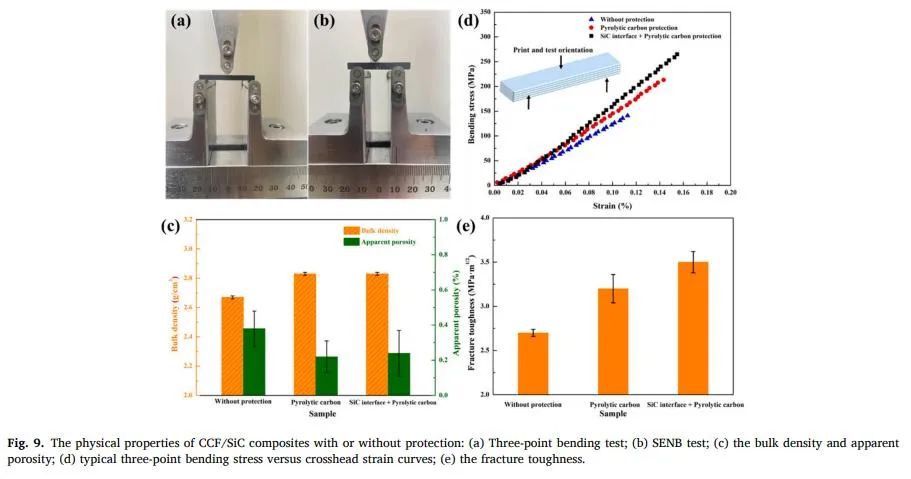
�������� ͼ9��ʾ���л�û�б�����CCF/SiC���ϲ��ϵ��������ܡ�ͼ9a��b��ʾ��CCF/SiC���ϲ�������ǿ�ȺͶ������ԵIJ��Ա���CCF/SiC���ϲ��ϵġ�SiC����+�Ƚ�̼��˫�ر����������������ѧ���ܡ���ͼ9d��e��ʾ����������ɢ�����У�CCF�İγ�����ճ��ǿ���������գ�����CCF/SiC���ϲ��ϵ�����������ߡ��������Դ�2.7 MPa m��ߵ�3.5 MPa m1/2��������������ʾ������ǿ�ȴ�140.8 MPa��ߵ�265.2 MPa�����⣬CCF/SiC���ϲ��ϵĶѻ��ܶȴ�2.67 g/cm���ӵ�2.76 g/cm3ͬʱ���ֻ�����ͬ�ı��ۿ�϶��ˮƽ�����ָ��ƿɹ����ڶ���SiC�ٷֱȵ����Ӻ�����躬���Ľ��͡����Ƚ�̼������ȣ���˫�ر��������£��ѻ��ܶ����н��ͣ����ۿ�϶���������ӡ���RMI�����У��ⲿ�Ƚ�̼�����������ڹ跴Ӧ�γ�SiC�㡣̼����㲻����ȫ�赲���ڹ��̼��ά֮��ĽӴ�����ˣ�һЩ̼��ά�����ܽ������ڹ����γ�SiC�����Ƚ�̼������ȣ�����˫�ر�����CCF/SiC���ϲ��ϼ��������ڹ��̼��ά����ʴ��ʹ��̼��ά�ڸ��ϲ��ϻ����е�����ȸ�������ѻ��ܶ������½�������϶������������0.02 %������������ڻ�����̼��ά������ʱ�γ���С�Ŀ�϶��
����SLS���˫�ر������Ƴɹ��Ʊ��˸����ܸ��ӽṹCCF/SiC���ϲ��ϣ�����SiC������������ڹ��CCF����ʴ�����Ƚ�̼������Ħ�-SiC�谭�����ڹ������CCF/SiC���ϲ����ڲ���CCF���������ǿ�Ⱥ�ģ�����ԣ����������������á��о��ص������ˡ�̼�������+�Ƚ�̼��˫�ر����Ա��ۿ�϶�ʡ��ѻ��ܶȡ�������ɡ��۽ṹ����ѧ���ܵ�Ӱ�죬�ó�������Ҫ���ۣ�
��һ�����ڹ���ʴCCF�Ľṹ������ϸ�����Ħ�-SiC��Ȼ�����ŷ�Ӧ�ļ�����SiC�������Ӳ�������CCF�����ڹ�֮��ķ�Ӧ��ѭ���͵��ܽ�-�������ơ�
�������Ƚ�̼�����������跴Ӧ���ɦ�-SiC���Ӷ���ֹ���ڹ��CCF����ʴ�����⣬�����е�����躬��Ҳ�����ˡ�
������˫�ر��������µ�CCF��������������������ò�����ͻ��ư�����ά�γ�����ά��ճ����ͬ����CCF/SiC���ϲ��ϵ���ѧ���ܵõ�ʵ���Ը��ơ�
����������SiC������Ƚ�̼��˫�ر����ɹ��ر�����CCF/SiC���ϲ���RMI���������ڹ��CCF����ʴ����ЩCCF/SiC���ϲ����ڸ��и�ҵ�ĸ�����Ӧ���о��й�����ǰ����CCF��˫�ر�������Ϊ��ƺͿ���������Խ���ܺ���ǿ���ܵ��Ƚ�SiC�����ϲ��Ͽ������µĿ����ԡ�
��������ġ�
Additive manufacturing of high-performance CCF/SiC composites under dual protection
��������ӡ�
https://doi.org/10.1016/j.ceramint.2024.01.017
(���α༭��admin)

 ���ȳ��� (��ETF)������
���ȳ��� (��ETF)������ Backflip�Ƴ�����3Dɨ����
Backflip�Ƴ�����3Dɨ���� DZ��������������3D
DZ��������������3D ����Science�ӿ�������3D
����Science�ӿ�������3D VERIGRAFT���120��ŷԪEu
VERIGRAFT���120��ŷԪEu ����ŦԼ��ѧ��Biofabrica
����ŦԼ��ѧ��Biofabrica- �����ȳ��� (��ETF)�����Ʊ�3D�ṹ��
- ��Backflip�Ƴ�����3Dɨ����STL�ļ�ת��
- ��DZ��������������3D��ӡ��������
- ������Science�ӿ�������3D��ӡ��ͻ�ƣ�
- ��VERIGRAFT���120��ŷԪEurostars����
- ������ŦԼ��ѧ��Biofabrication����˫��
- ����������ѧ�����ʵ����3D��ӡ��������
- ��3D��ӡ�߸����乤�գ�50���²��Ľ�
- ����AFM����3D��ӡPVA˫���������ӵ��縴
- ��K-Tigͨ��IPO�O1000����Ԫ�ʽ𣬽���
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ����- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ������ҶƬ��������������������������
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����


