���뼤��Լ���3D��ӡ���ѺϽ���������
ʱ�䣺2023-07-12 10:30 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
�ݱ������������뼤��Լ�������������ѺϽ���м�������ж��ص����ơ�
�ɹ���Ҫ��
ǰ���Ѿ��������о������������������ڶԱ���ֲڶ�С��10��m�ij�ʼ����������Ƿdz���Ч�ġ�Ȼ���������ĵ���Ʒ�ı������������õ����ܣ��ڱ�����ò�̶Ȳ�ͬ�ʹֲڶȴ���10��m���о����滹�Dz���ֵġ�
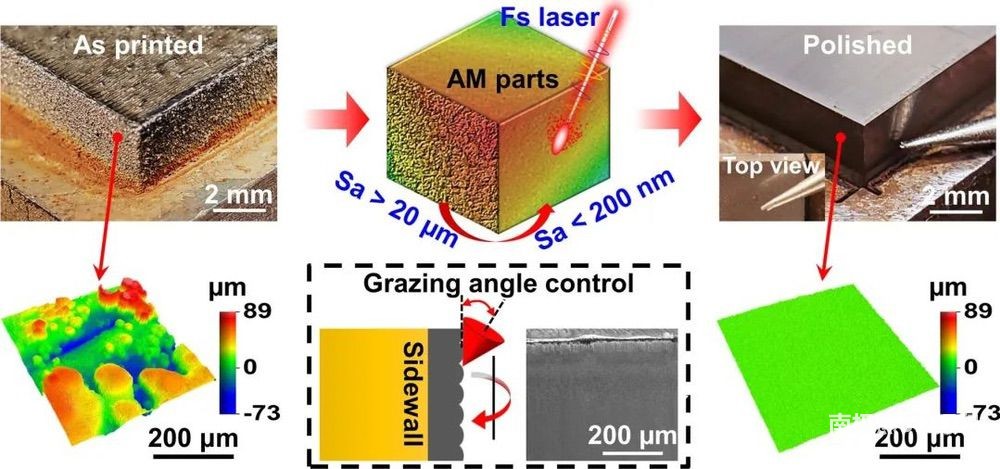
����̩�����Ƽ���ѧ��King Mongkut's University of Technology Thonburi�� ���о���Ա���ڱ���ֲڶȲ�ͬ����ʼ��ò��ͬ������������Ʒ���м��������Ч�ԡ�3D��ӡ��ͼ����������ѺϽ�Ti6Al4V�Ͻ���в�ͬ�Ĵֲڶȣ��ڲ�ͬ�ļӹ����������½����˼����⡣���������ֲ�ͬ�IJ�������������о���ʼ����ֲڶȡ�����ɨ���ٶȡ����������ظ�Ƶ�ʡ�ɨ������Լ���������Լ������ı���ֲڶȺ���ò��Ӱ�졣ʹ�ý�����ɨ���ٶȡ��ߵļ��������ظ�Ƶ���Լ��㵽ɨ��ʱ���Ի�ý�Ϊ�⻬�ı��档������ʼ����ֲڶ�֮�⣬������ȵ����ͬ��ʼ������ò������أ������ú��ʵĹ��ղ���������ʱ������ֲڶȿ�����ߵ�73%���ҡ����ĵ��о�����ṩ�˼������Լ��ù����ڹ⻬3D��ӡ����ֲڶ��ϵ�������о�������������첿���ĺ�ӹ��������DZ���ֲڶ���һ���ؼ������⣬����Ӽ������л��档
�������ܣ�
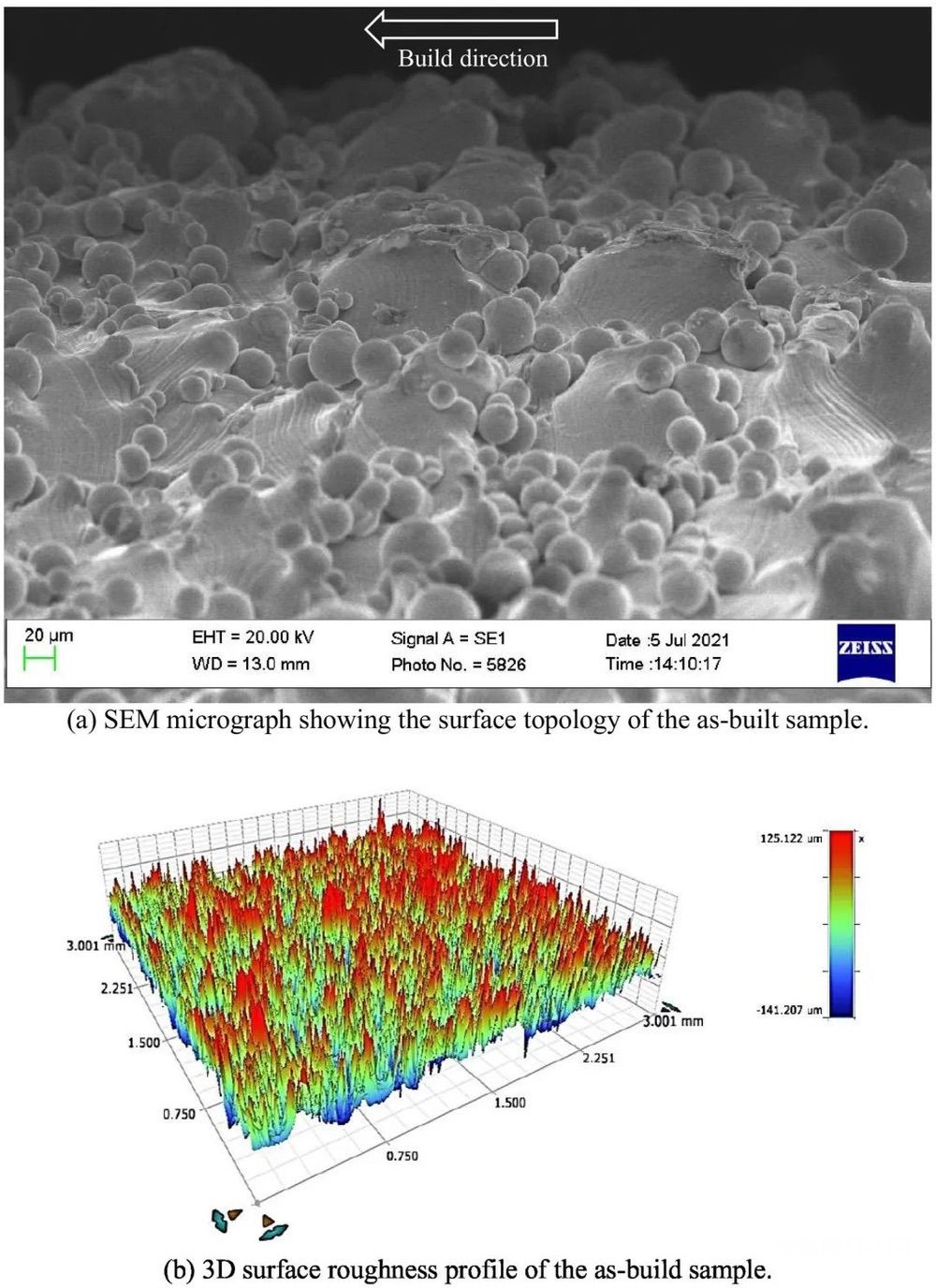
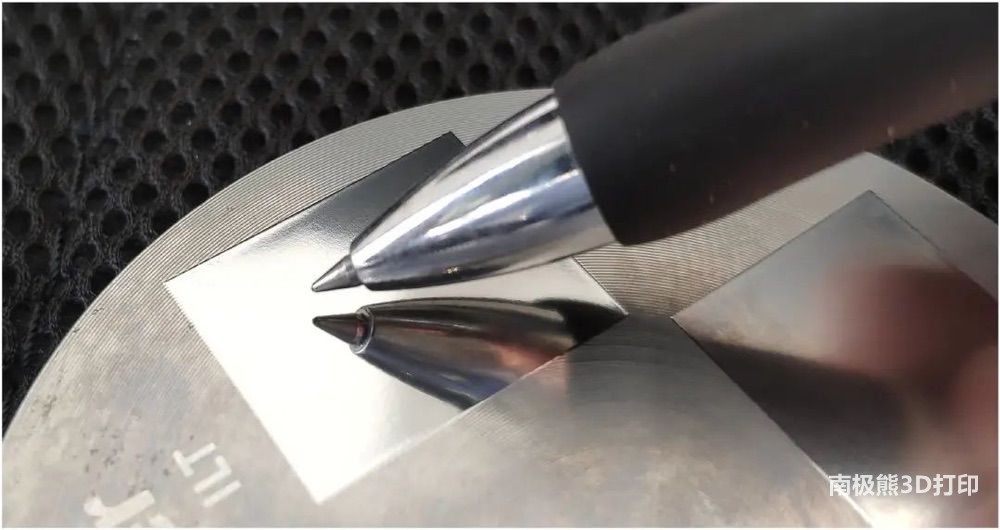
�������������츴����״�IJ�������ͬ��ͳ���칤����ȽϾ��ж��ص����ơ����Ƚ��ź����ǣ������������첿���ı�����бȽϵ��͵�5��17��m֮��Ĵֲڶȡ���һ��ȴ�ͳ���յĻ��ӹ��ı���ֲڶ�Ҫ���Щ�������������ڲ������ȱ�ݣ����ڲ���϶�����ƺͲ���δ�۵ķ�ĩ�������Ӷ���ɱ���ֲڶȱȽϲ������������IJ�����������ֲڶȿ���ͨ����ͳ�Ļ��ӹ��������⣬����һ���Խ����ʺ���״�ȽϼIJ����ͱ����״��ԱȽϺõIJ������������ߴ�����Ҫ�������Ƚ�С����С��mm�����Ƚϸ��ӵ�ʱ����Ҫ�����ر�������������ӹ����豸��װ����ơ�
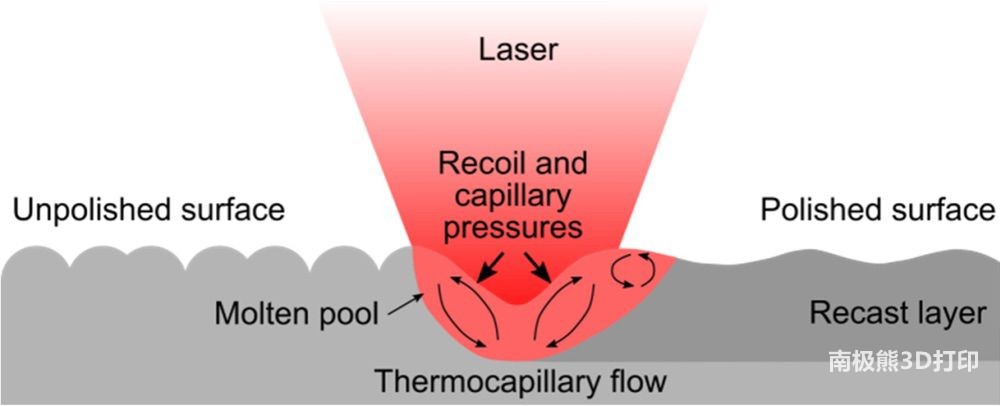
������ڹ⻬����������һ������ж��ص����ƣ��ù��ղ���Ҫ����Ĺ��߶Թ������������Ӵ����ù����������DZ�������ۺͼ������۲�������̡����������汻�㹻�������ļ���������ʱ������澭��һ���̶ȵ����ۣ��ٷֲ���ͨ��������Ӧ���������������£�������֮ǰʵ���˹⻬���档�ۻ�����������С�ڲ��ȵ�����ĸ߶ȣ��Ӷ��������ۻ��Ľ�����䵽�����IJ����У���һ������������ͨ��ëϸЧӦ��ʵ�ֵģ����Ϻ���ۻ�������ʹҺ��������۳�������������������������ëϸЧӦ��������ЧӦ���Ӷ��������·ֲ�������ͼ��ʾ��������Ļ����DZ���խ�ۺͱ�����ۡ�
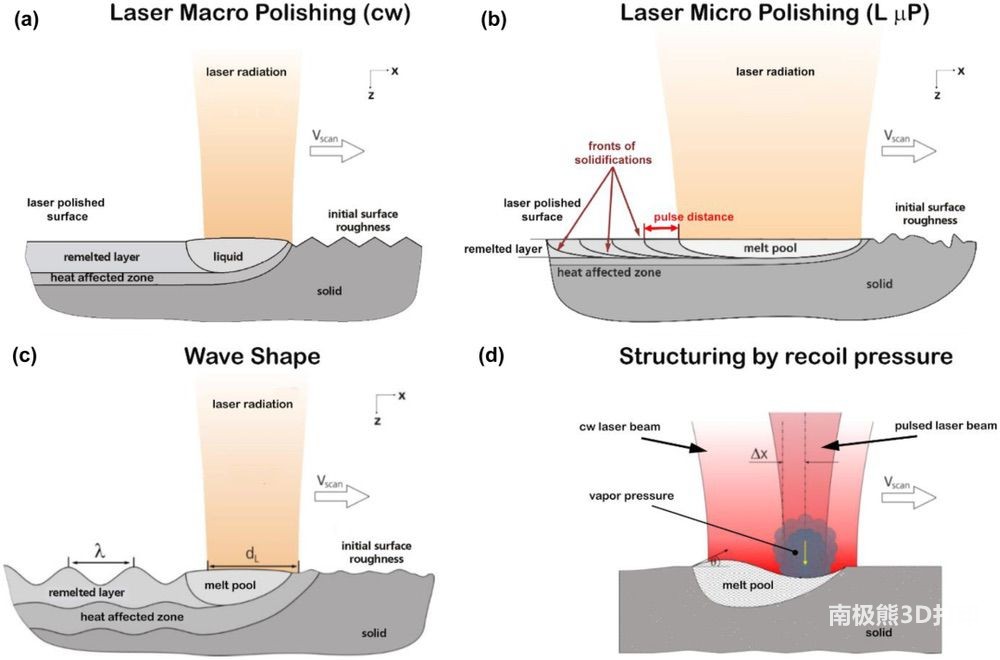
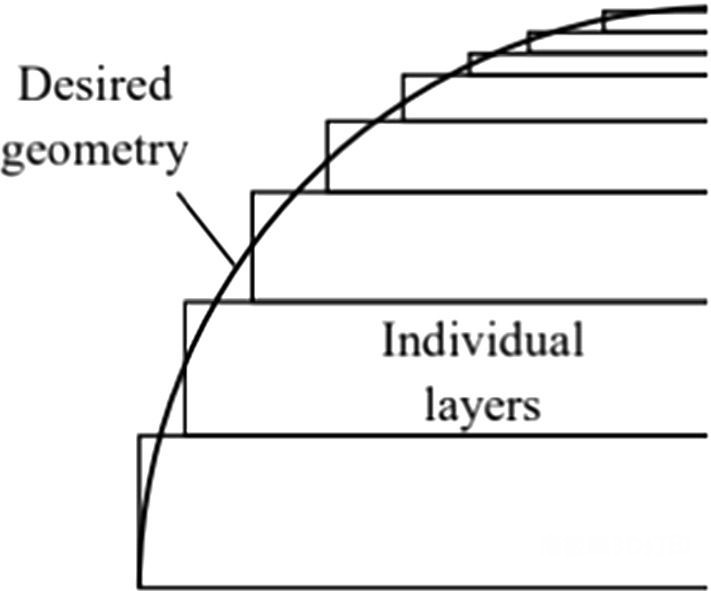
������Ĺ��չ��̣���ͼ���Լ����ֵ��͵ļ�����չ��̣���ͼ����Laser polishing process��
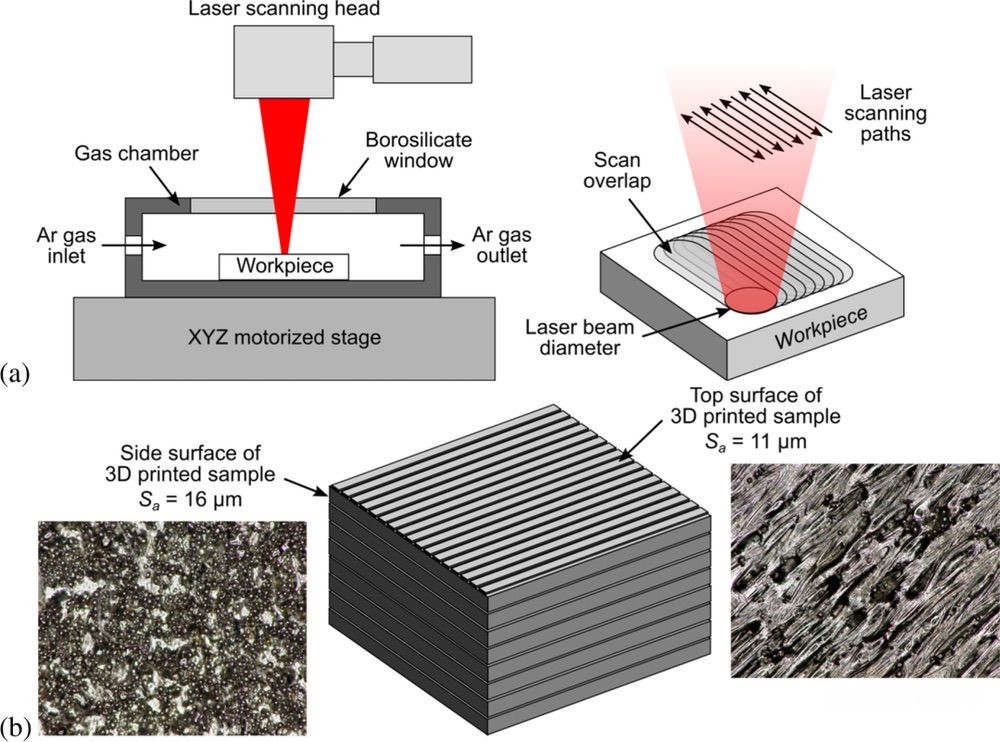
(a) �������ʾ��ͼ�� (b) ���������ѺϽ��ʾ��ͼ
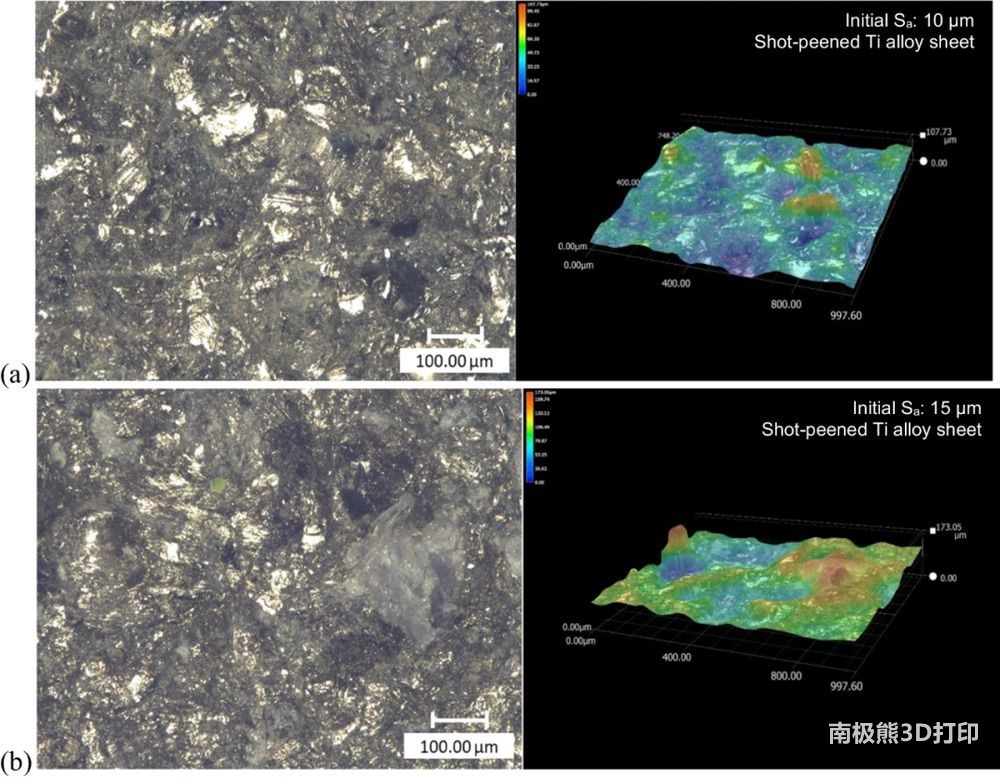
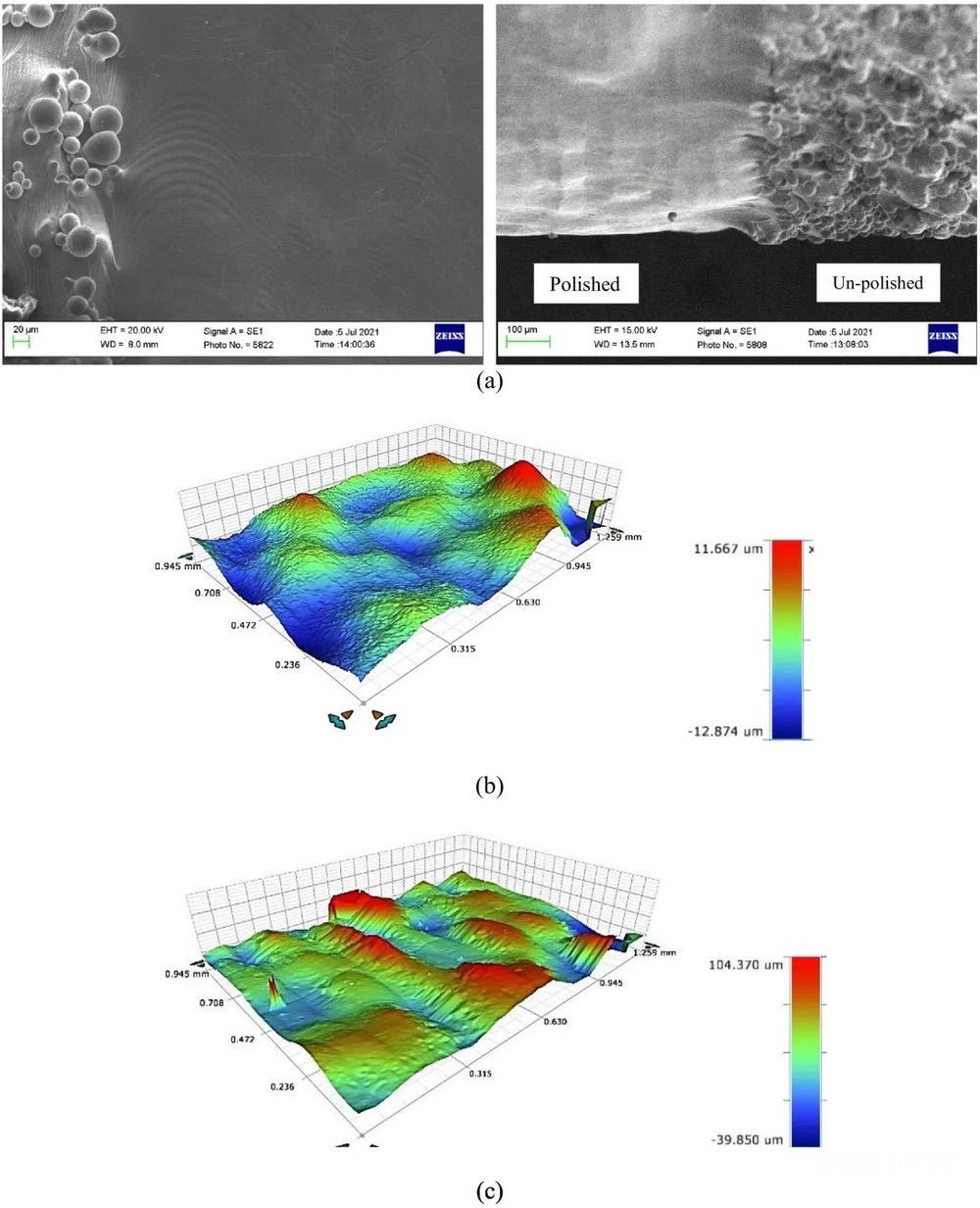
����������ѺϽ�ı���ֲڶȺ���ò: a Sa = 10 ��m; b Sa = 15 ��m
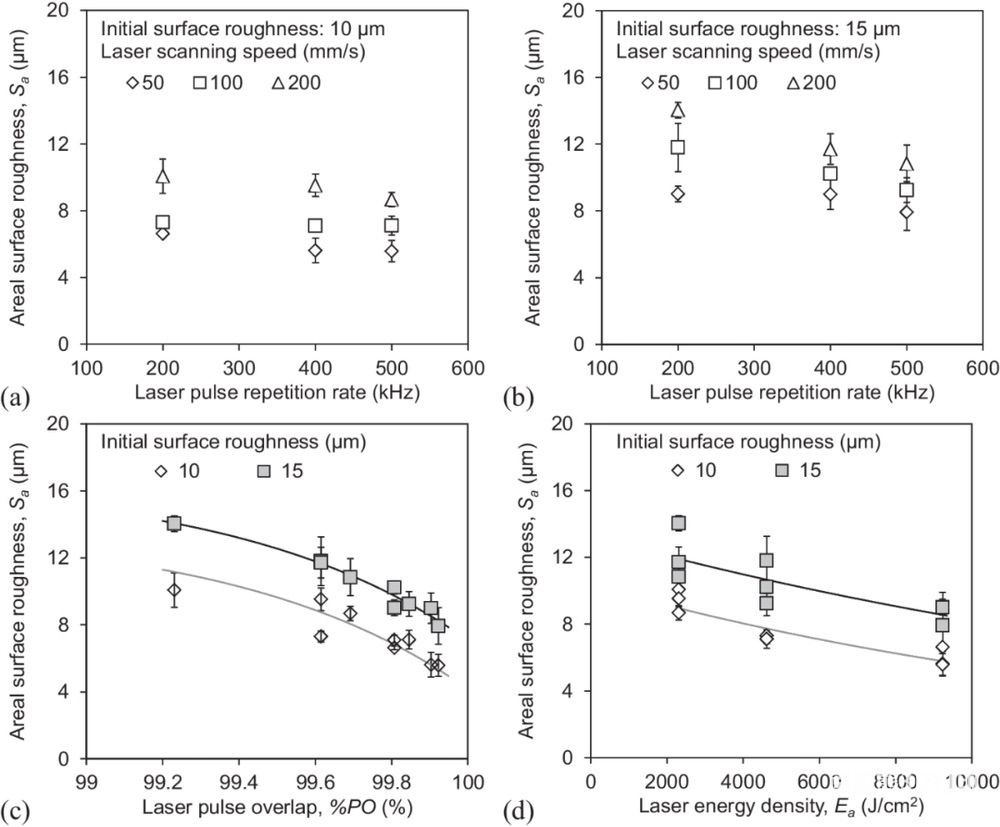
�ڲ�ͬ�����½��м�����ʱ�õ�������ֲڶȣ� a�Cb ��������Ƶ�ʺ�ɨ���ٶȱ仯��ʱ�� c����ɨ�����ʵı仯 �� d ���������ܶȱ仯
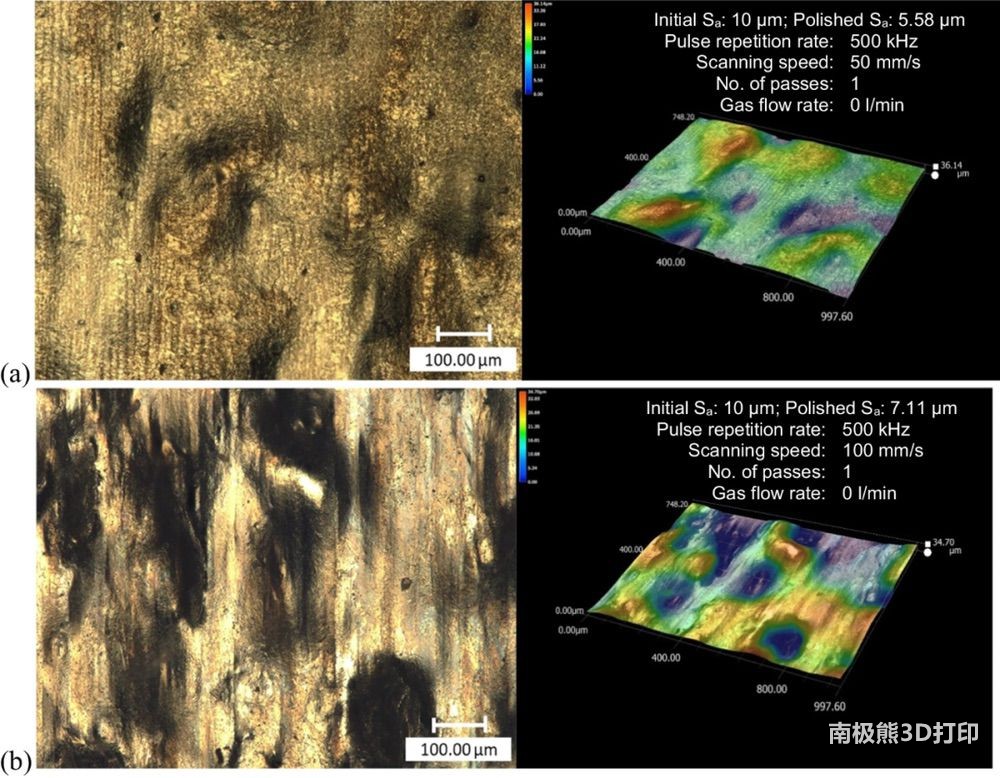
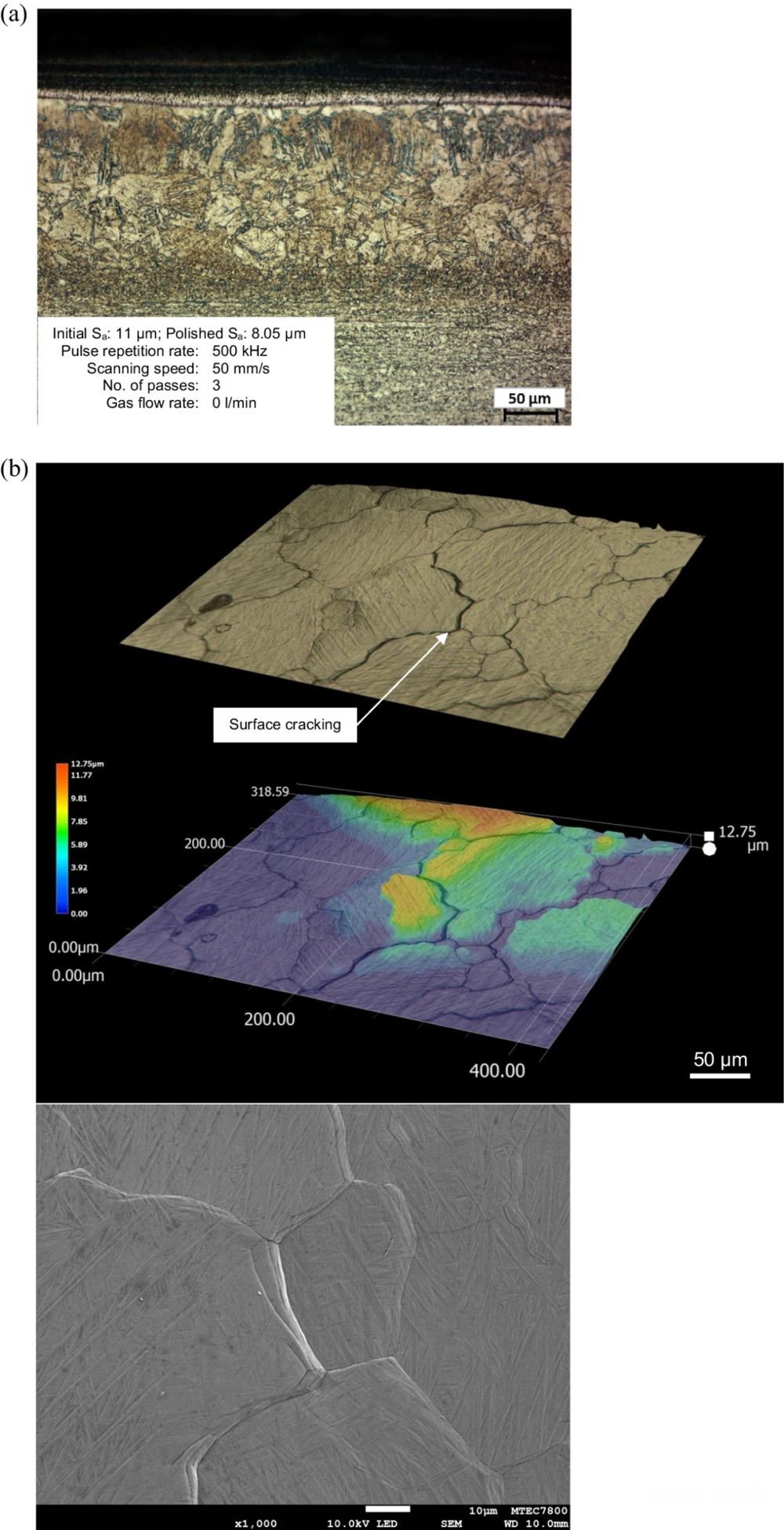
�ѺϽ����ֲڶ�Sa Ϊ 10 ��mʱ���м������õ��ı�������ò: a ��������Ƶ��Ϊ500-kHz��ɨ���ٶ�Ϊ 50-mm/s ; b ��������Ƶ��Ϊ500-kHz ��ɨ���ٶ�Ϊ 100-mm/s
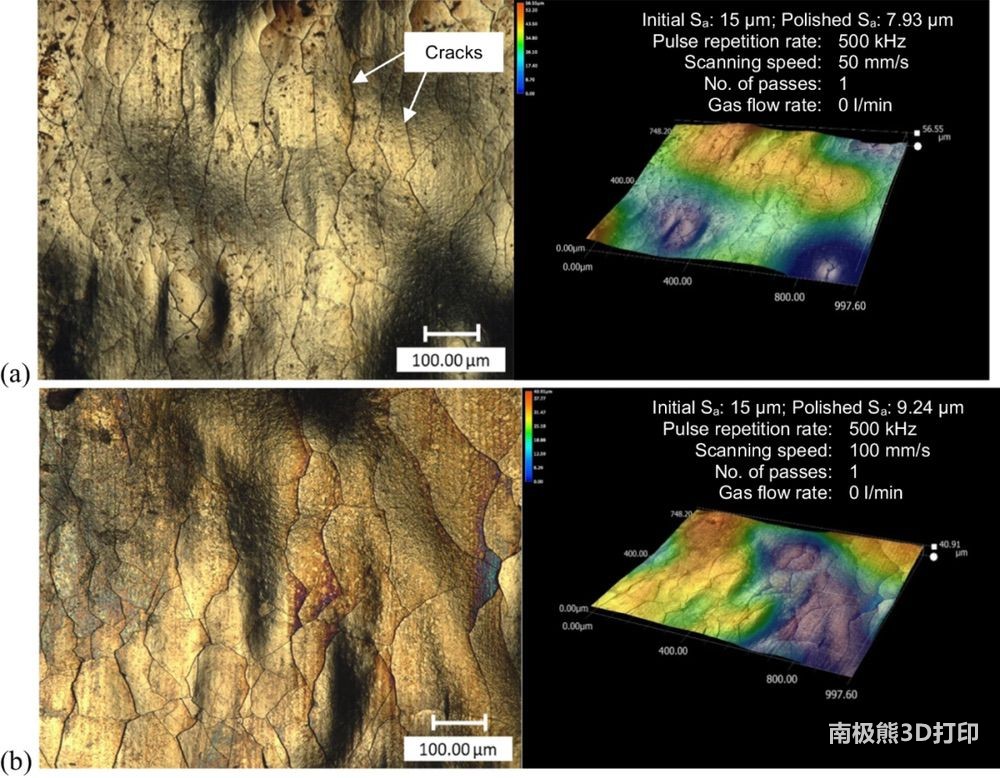
�ѺϽ����ֲڶ�Sa Ϊ 15 ��mʱ���������õ�����Ʒ�ı�����ò: a ���������ظ�����Ϊ500-kHz��ɨ���ٶ�Ϊ 50-mm/s ; b ��������Ƶ��Ϊ500-kHz��ɨ���ٶ�Ϊ 100-mm/s
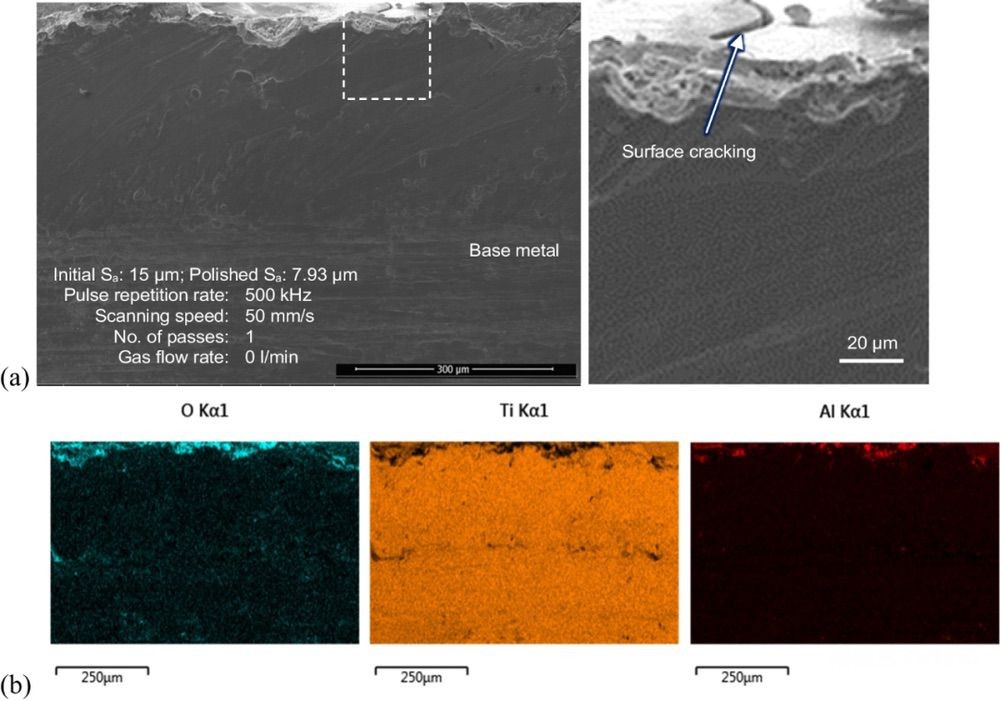
���������Ʒ�ĺ����: a SEM��Ƭ; b EDS Ԫ����ֲ�����Ҫ��Ԫ��������
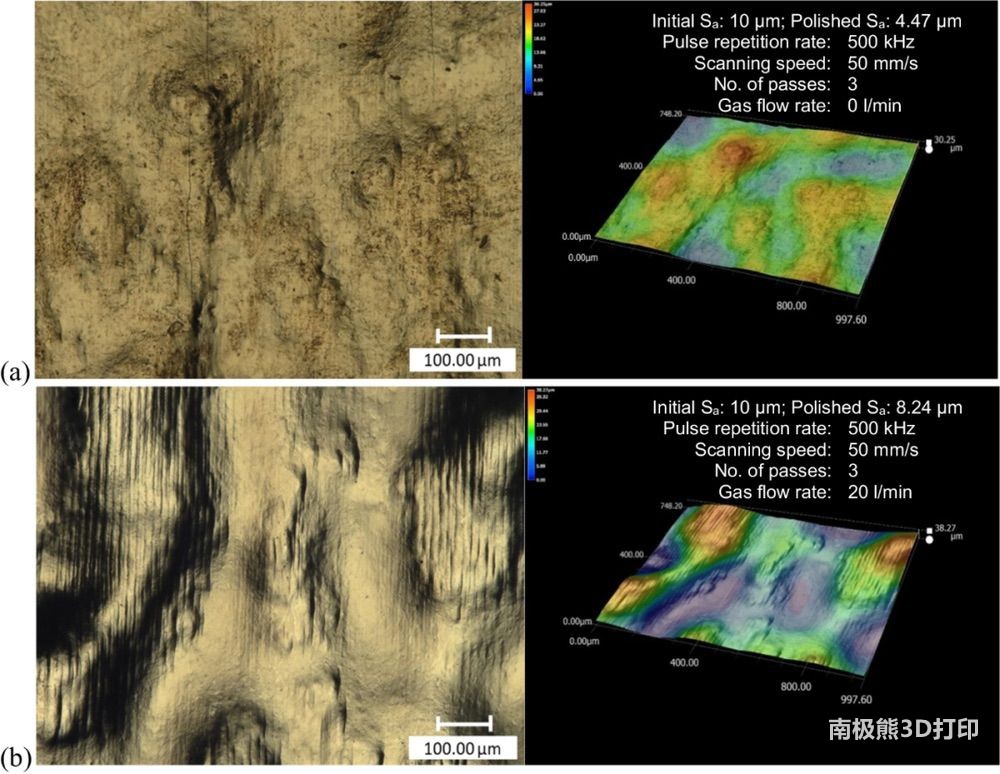
�ѺϽ����ֲڶ�Sa Ϊ 10 ��m��ʱ�������õ��ı�����ò: a ������ɨ����Ҫ������Ϊ0-l/min; b������ɨ�����������Ϊ 20-l/min
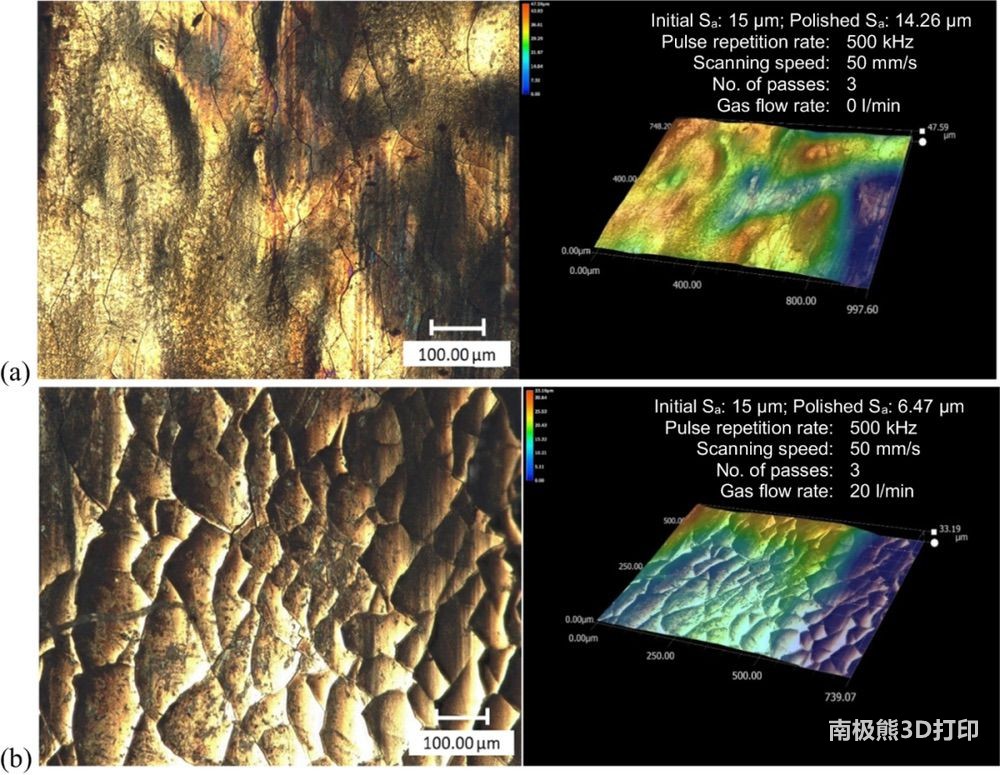
�ڱ���ֲڶ�SaΪ15 ��mʱ����������ѺϽ�ı�����ò: a ������ɨ�����������Ϊ0-l/min; bɨ����ɨ����Ҫ������Ϊ 20-l/min
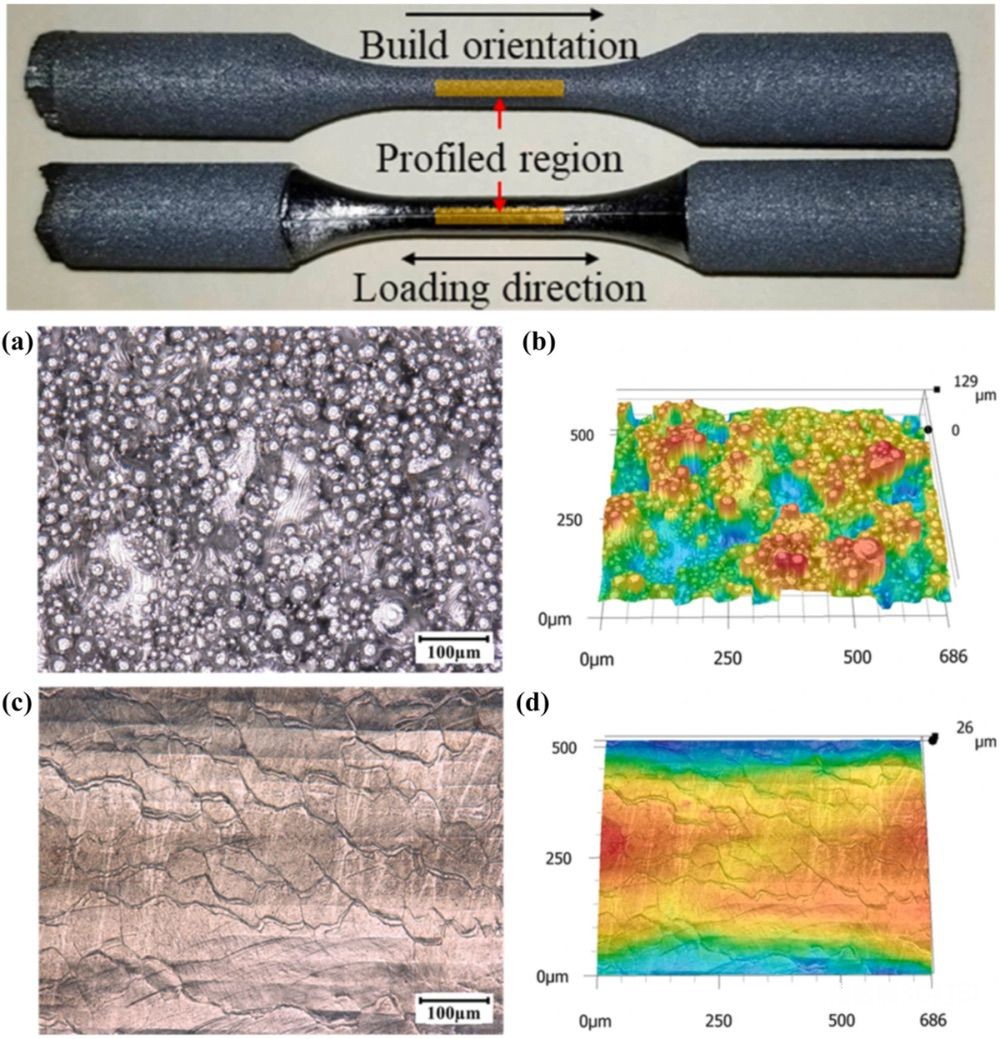
���������û�н��м��������Ʒ�� (a) ������ (b) ���
�������ı�����ò�����������ѺϽ��(a) ������ (b)��� ; c �����������û�н���������ıȽ�
�������û����ķ���һ��ĶԱ�ͼ
������������֯��a �α��������֯�� b ���������Ʒ�д�ű������Ƶ�����
SLM������ѺϽ�Ti-6Al-4 V ����������������ʵ��ͼ ����������
��Ҫ���ۣ�
����һ�о��У��������뼤�����Լ�������������ѺϽ� (Ti6Al4V)�����⡣���ü�������ͼ���������������Ʒ�����ߺ��в�ͬ�̶ȵı���ֲڶȺͱ�����ò�������˼����⡣��ʼ�ı���ֲڶȡ�����ɨ���ٶȡ����������ظ�Ƶ�ʡ�ɨ������Լ�����������Ȳ����Լ���������ò�ʹֲڶ�ͨ��ʵ��������о��������о�����Ҫ�������£�
1)
����������Ʒ�Ķ����� Sa �Ͳ���Ĵֲڶ��ڼ�������Ƴ̶ȷֱ�Ϊ27%��73%����������������Ʒ���м��������Եõ�������ͬ�Ĵֲڶ� Sa ����һ�����ζ�Ÿ��Ƶij̶Ȳ���ȡ���ڳ�ʼ�ı���ֲڶȣ���ȡ���ڹ����������ò��
2)
����������Ʒ��ߵ����ۻ�����������Ӷ������ۻ��ķ�ĩ�ڱ��������������������ո���ļ���������Ȼ�����۳صĿ�����ȴ�ᵼ����������γ�С���ơ�
3)
��������ɨ���ٶȣ�50 mm/s���������Žϸߵļ��������ظ�Ƶ��(500 kHz)�Ͷർɨ�裨3���Σ����Ի����������ı���ֲڶȡ�������ٶԱ��������ĸ��ƣ��ڼ������ʱ�����ԡ�
4)
������ı����û�н��м�����ı��棬�����ڵ�����֯�ṹ��û�з������Եĸı䡣�� ������Ϊ����������������Ҫ�ڱ����γɡ���С�����IJ�����������ı����Ͽ��Թ۲쵽�����⣬�ۻ����������Ӳ�ȣ��ڼ�������370Hv���ӵ�512Hv��
5)
����������ѺϽ� Ti6Al4V�ڼ�����������ֲڶȺ���ò�õ��˸��ơ�Ŀǰ���о�������Գ�Ϊ�������첿���ı��棬�ڴֲڶ���һ���ؼ�����ʱ�Ľ����������������ֲ����е�������Լ�����ͬ���﹦����صIJ�Ʒ��

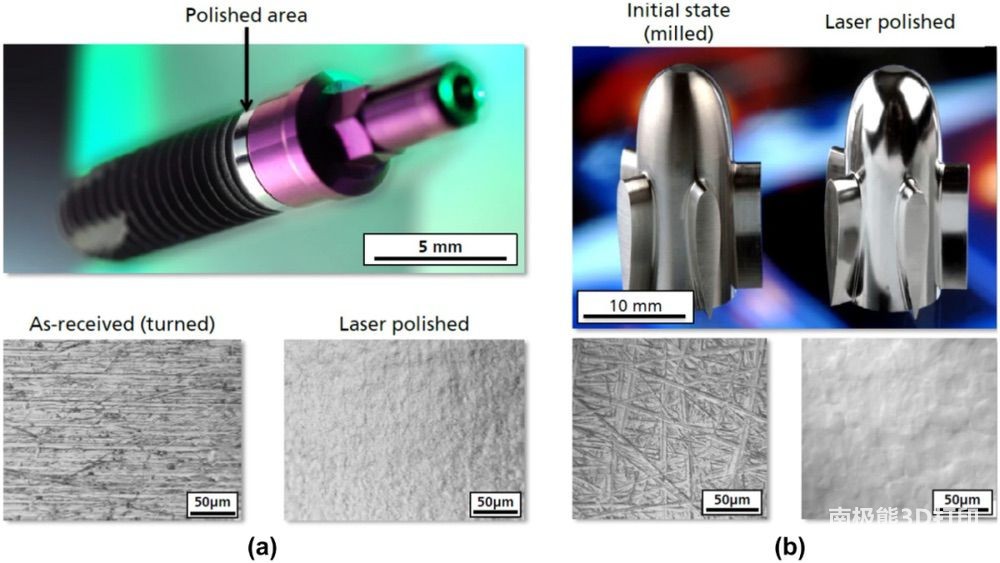
��������Ӧ�ð��������̲�����ҽ���ò�������ͼ����������Դ��Fraunhofer ILT, Laser material Processing, Polishing, Aachen, Germany)��
����3D��ӡ��AISI H11��Ʒ���м������ʵ��ͼ
������Դ��Jaritngam, P., Saetang, V., Qi, H. et al. Surface polishing of additively manufactured Ti6Al4V titanium alloy by using a nanosecond pulse laser. Int J Adv Manuf Technol 127, 3463�C3480 (2023). https://doi.org/10.1007/s00170-023-11722-5
�ο����ϣ�Lee S, Ahmadi Z, Pegues JW, Mahjouri-Samani M, Shamsaei N (2021) Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt Laser Technol 134:106639. https://doi.org/10.1016/j.optlastec.2020.106639
Gisario, A., Barletta, M. & Veniali, F. Laser polishing: a review of a constantly growing technology in the surface finishing of components made by additive manufacturing. Int J Adv Manuf Technol 120, 1433�C1472 (2022). https://doi.org/10.1007/s00170-022-08840-x
https://doi.org/10.1016/j.apsusc.2022.155833
https://doi.org/10.1016/j.surfcoat.2022.128872
https://doi.org/10.1016/j.surfcoat.2022.128179
�ɹ���Ҫ��
ǰ���Ѿ��������о������������������ڶԱ���ֲڶ�С��10��m�ij�ʼ����������Ƿdz���Ч�ġ�Ȼ���������ĵ���Ʒ�ı������������õ����ܣ��ڱ�����ò�̶Ȳ�ͬ�ʹֲڶȴ���10��m���о����滹�Dz���ֵġ�
����̩�����Ƽ���ѧ��King Mongkut's University of Technology Thonburi�� ���о���Ա���ڱ���ֲڶȲ�ͬ����ʼ��ò��ͬ������������Ʒ���м��������Ч�ԡ�3D��ӡ��ͼ����������ѺϽ�Ti6Al4V�Ͻ���в�ͬ�Ĵֲڶȣ��ڲ�ͬ�ļӹ����������½����˼����⡣���������ֲ�ͬ�IJ�������������о���ʼ����ֲڶȡ�����ɨ���ٶȡ����������ظ�Ƶ�ʡ�ɨ������Լ���������Լ������ı���ֲڶȺ���ò��Ӱ�졣ʹ�ý�����ɨ���ٶȡ��ߵļ��������ظ�Ƶ���Լ��㵽ɨ��ʱ���Ի�ý�Ϊ�⻬�ı��档������ʼ����ֲڶ�֮�⣬������ȵ����ͬ��ʼ������ò������أ������ú��ʵĹ��ղ���������ʱ������ֲڶȿ�����ߵ�73%���ҡ����ĵ��о�����ṩ�˼������Լ��ù����ڹ⻬3D��ӡ����ֲڶ��ϵ�������о�������������첿���ĺ�ӹ��������DZ���ֲڶ���һ���ؼ������⣬����Ӽ������л��档
�������ܣ�
�������������츴����״�IJ�������ͬ��ͳ���칤����ȽϾ��ж��ص����ơ����Ƚ��ź����ǣ������������첿���ı�����бȽϵ��͵�5��17��m֮��Ĵֲڶȡ���һ��ȴ�ͳ���յĻ��ӹ��ı���ֲڶ�Ҫ���Щ�������������ڲ������ȱ�ݣ����ڲ���϶�����ƺͲ���δ�۵ķ�ĩ�������Ӷ���ɱ���ֲڶȱȽϲ������������IJ�����������ֲڶȿ���ͨ����ͳ�Ļ��ӹ��������⣬����һ���Խ����ʺ���״�ȽϼIJ����ͱ����״��ԱȽϺõIJ������������ߴ�����Ҫ�������Ƚ�С����С��mm�����Ƚϸ��ӵ�ʱ����Ҫ�����ر�������������ӹ����豸��װ����ơ�
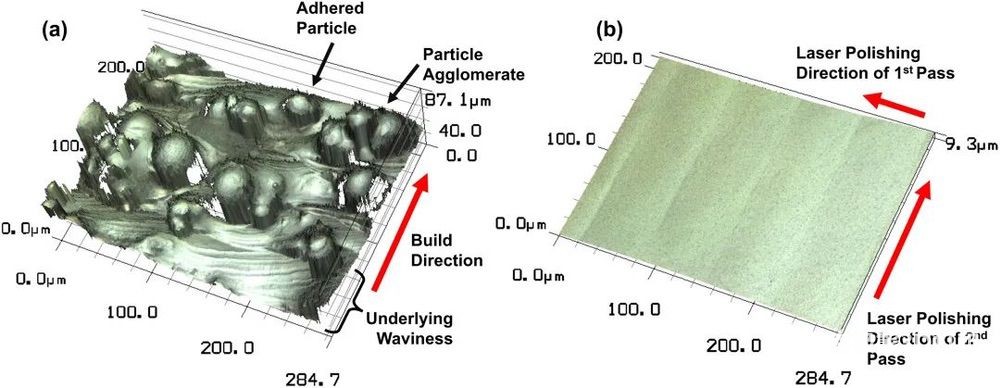
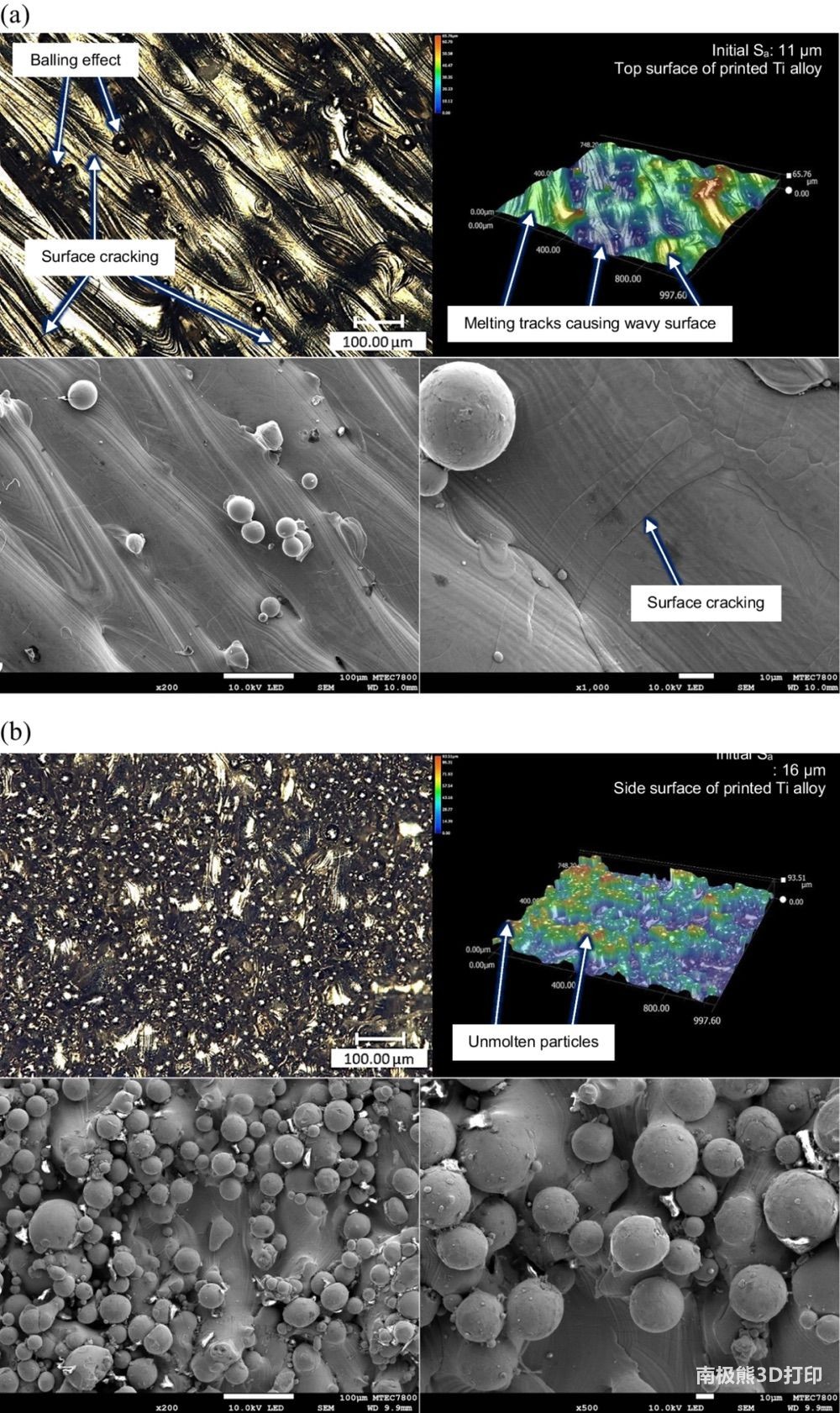
������������ʱ�������ݶ�ЧӦ����ɵ�̨��ЧӦ�Լ������γɵĽ�Ϊ�ֲڵı���ʵ��ͼ�Ͳ����õ��Ľ��
������ڹ⻬����������һ������ж��ص����ƣ��ù��ղ���Ҫ����Ĺ��߶Թ������������Ӵ����ù����������DZ�������ۺͼ������۲�������̡����������汻�㹻�������ļ���������ʱ������澭��һ���̶ȵ����ۣ��ٷֲ���ͨ��������Ӧ���������������£�������֮ǰʵ���˹⻬���档�ۻ�����������С�ڲ��ȵ�����ĸ߶ȣ��Ӷ��������ۻ��Ľ�����䵽�����IJ����У���һ������������ͨ��ëϸЧӦ��ʵ�ֵģ����Ϻ���ۻ�������ʹҺ��������۳�������������������������ëϸЧӦ��������ЧӦ���Ӷ��������·ֲ�������ͼ��ʾ��������Ļ����DZ���խ�ۺͱ�����ۡ�
������Ĺ��չ��̣���ͼ���Լ����ֵ��͵ļ�����չ��̣���ͼ����Laser polishing process��
(a) �������ʾ��ͼ�� (b) ���������ѺϽ��ʾ��ͼ
����������ѺϽ�ı���ֲڶȺ���ò: a Sa = 10 ��m; b Sa = 15 ��m
�ڲ�ͬ�����½��м�����ʱ�õ�������ֲڶȣ� a�Cb ��������Ƶ�ʺ�ɨ���ٶȱ仯��ʱ�� c����ɨ�����ʵı仯 �� d ���������ܶȱ仯
�ѺϽ����ֲڶ�Sa Ϊ 10 ��mʱ���м������õ��ı�������ò: a ��������Ƶ��Ϊ500-kHz��ɨ���ٶ�Ϊ 50-mm/s ; b ��������Ƶ��Ϊ500-kHz ��ɨ���ٶ�Ϊ 100-mm/s
�ѺϽ����ֲڶ�Sa Ϊ 15 ��mʱ���������õ�����Ʒ�ı�����ò: a ���������ظ�����Ϊ500-kHz��ɨ���ٶ�Ϊ 50-mm/s ; b ��������Ƶ��Ϊ500-kHz��ɨ���ٶ�Ϊ 100-mm/s
���������Ʒ�ĺ����: a SEM��Ƭ; b EDS Ԫ����ֲ�����Ҫ��Ԫ��������
�ѺϽ����ֲڶ�Sa Ϊ 10 ��m��ʱ�������õ��ı�����ò: a ������ɨ����Ҫ������Ϊ0-l/min; b������ɨ�����������Ϊ 20-l/min
�ڱ���ֲڶ�SaΪ15 ��mʱ����������ѺϽ�ı�����ò: a ������ɨ�����������Ϊ0-l/min; bɨ����ɨ����Ҫ������Ϊ 20-l/min
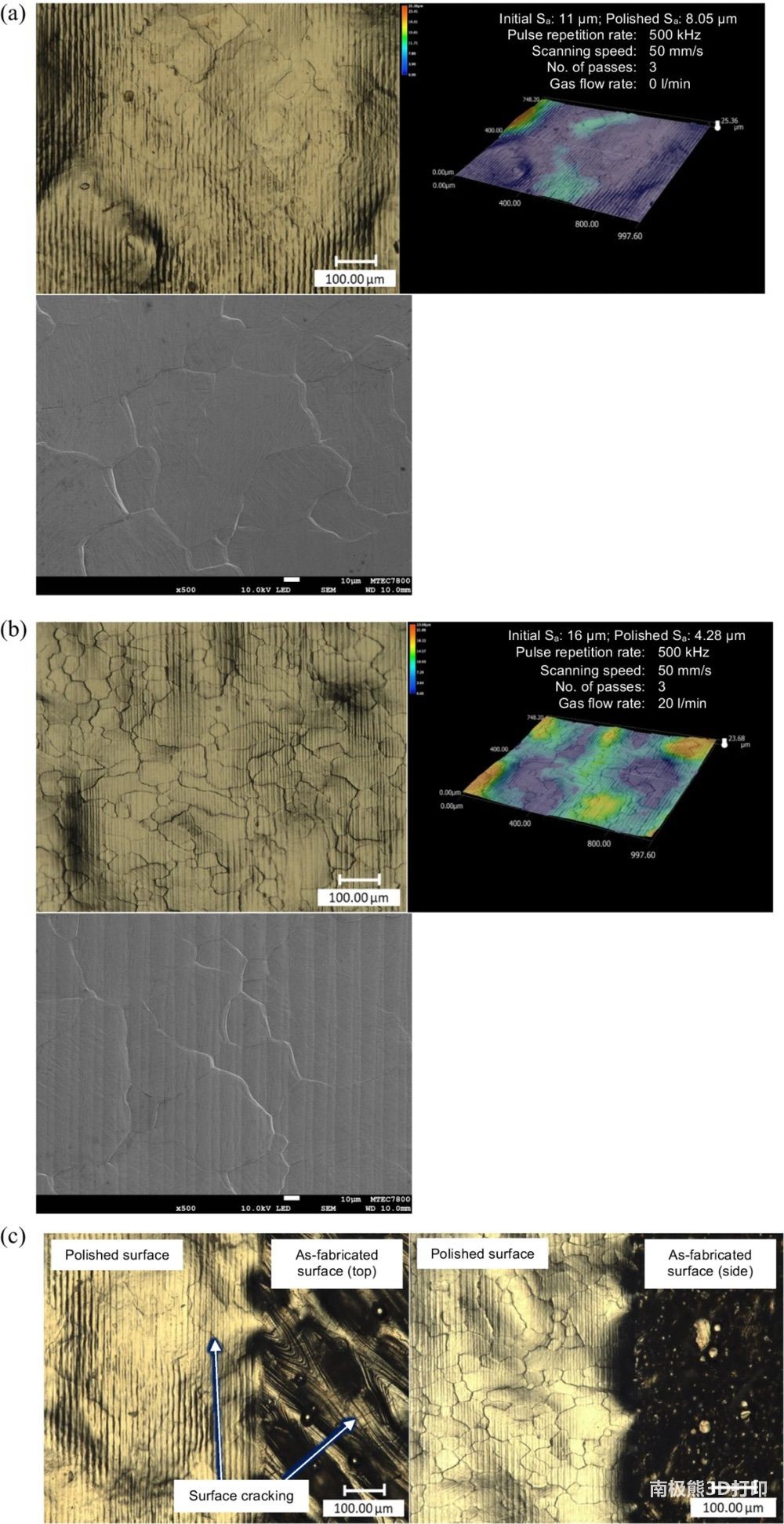
���������û�н��м��������Ʒ�� (a) ������ (b) ���
�������ı�����ò�����������ѺϽ��(a) ������ (b)��� ; c �����������û�н���������ıȽ�
�������û����ķ���һ��ĶԱ�ͼ
������������֯��a �α��������֯�� b ���������Ʒ�д�ű������Ƶ�����
SLM������ѺϽ�Ti-6Al-4 V ����������������ʵ��ͼ ����������
��Ҫ���ۣ�
����һ�о��У��������뼤�����Լ�������������ѺϽ� (Ti6Al4V)�����⡣���ü�������ͼ���������������Ʒ�����ߺ��в�ͬ�̶ȵı���ֲڶȺͱ�����ò�������˼����⡣��ʼ�ı���ֲڶȡ�����ɨ���ٶȡ����������ظ�Ƶ�ʡ�ɨ������Լ�����������Ȳ����Լ���������ò�ʹֲڶ�ͨ��ʵ��������о��������о�����Ҫ�������£�
1)
����������Ʒ�Ķ����� Sa �Ͳ���Ĵֲڶ��ڼ�������Ƴ̶ȷֱ�Ϊ27%��73%����������������Ʒ���м��������Եõ�������ͬ�Ĵֲڶ� Sa ����һ�����ζ�Ÿ��Ƶij̶Ȳ���ȡ���ڳ�ʼ�ı���ֲڶȣ���ȡ���ڹ����������ò��
2)
����������Ʒ��ߵ����ۻ�����������Ӷ������ۻ��ķ�ĩ�ڱ��������������������ո���ļ���������Ȼ�����۳صĿ�����ȴ�ᵼ����������γ�С���ơ�
3)
��������ɨ���ٶȣ�50 mm/s���������Žϸߵļ��������ظ�Ƶ��(500 kHz)�Ͷർɨ�裨3���Σ����Ի����������ı���ֲڶȡ�������ٶԱ��������ĸ��ƣ��ڼ������ʱ�����ԡ�
4)
������ı����û�н��м�����ı��棬�����ڵ�����֯�ṹ��û�з������Եĸı䡣�� ������Ϊ����������������Ҫ�ڱ����γɡ���С�����IJ�����������ı����Ͽ��Թ۲쵽�����⣬�ۻ����������Ӳ�ȣ��ڼ�������370Hv���ӵ�512Hv��
5)
����������ѺϽ� Ti6Al4V�ڼ�����������ֲڶȺ���ò�õ��˸��ơ�Ŀǰ���о�������Գ�Ϊ�������첿���ı��棬�ڴֲڶ���һ���ؼ�����ʱ�Ľ����������������ֲ����е�������Լ�����ͬ���﹦����صIJ�Ʒ��
��������Ӧ�ð��������̲�����ҽ���ò�������ͼ����������Դ��Fraunhofer ILT, Laser material Processing, Polishing, Aachen, Germany)��
����3D��ӡ��AISI H11��Ʒ���м������ʵ��ͼ
������Դ��Jaritngam, P., Saetang, V., Qi, H. et al. Surface polishing of additively manufactured Ti6Al4V titanium alloy by using a nanosecond pulse laser. Int J Adv Manuf Technol 127, 3463�C3480 (2023). https://doi.org/10.1007/s00170-023-11722-5
�ο����ϣ�Lee S, Ahmadi Z, Pegues JW, Mahjouri-Samani M, Shamsaei N (2021) Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt Laser Technol 134:106639. https://doi.org/10.1016/j.optlastec.2020.106639
Gisario, A., Barletta, M. & Veniali, F. Laser polishing: a review of a constantly growing technology in the surface finishing of components made by additive manufacturing. Int J Adv Manuf Technol 120, 1433�C1472 (2022). https://doi.org/10.1007/s00170-022-08840-x
https://doi.org/10.1016/j.apsusc.2022.155833
https://doi.org/10.1016/j.surfcoat.2022.128872
https://doi.org/10.1016/j.surfcoat.2022.128179
(���α༭��admin)

��һƪ���о���Ա���ü��ⶨ����������3D��ӡ�������Ϳɳ����ѺϽ�
��һƪ��Incus����ESA��Lithoz�Ƴ����ڹ�̵Ľ����������켼��������������
��һƪ��Incus����ESA��Lithoz�Ƴ����ڹ�̵Ľ����������켼��������������
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ����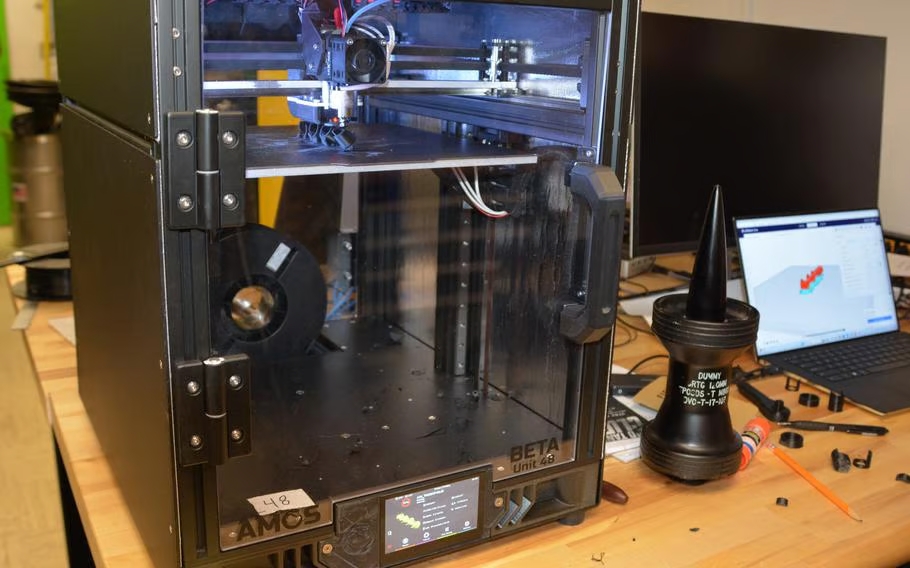 Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У����������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ�ȵ�����
- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


