冷喷涂增材制造新突破:实现复杂结构从CAD到近成型试样制造
时间:2023-04-12 09:48 来源:南极熊 作者:admin 阅读:次
气体动力冷喷涂也简称为冷喷(Cold
Spray),作为一种固态表面处理和材料沉积的工艺技术,是热喷涂家族中的一员。在此工艺中,固体粉末颗粒被高温高压的压缩气体(例如空气、氮气或氦气)加速到很高的速度(通常高于400
m/s),经过短暂的飞行到达待喷涂的基材表面,由于强烈的塑性变形从而附着在基材表面上并形成涂层。冷喷可应用于包括常规金属、合金、非金属等广泛材料的沉积。制备的涂层具有高密度、高硬度等特点,因此冷喷涂被广泛应用于不同的行业以制备不同的功能涂层。同时在该过程中,材料不会发生熔化和凝固,其初始的物理和化学特性得以保留;并且材料的沉积效率高,具备区域可控性,冷喷也被视为一种局部修复技术。
当前,金属增材制造工艺主要是选择性激光熔化(SLM)、电子束熔化(EBM)和电弧增材制造(AAM)等,通过已商业化的软件可进行物体的切片、轨迹的规划、参数的调整,从而实现金属部件的增材制造。冷喷涂工艺用于增材制造已经提出了十多年,被证明是一种极具潜力的技术。相比其他增材制造技术,冷喷涂具有较高的沉积效率(最高可接近99%)和沉积速率(最高可达500g/min),可以实现多成分、甚至梯度材料的沉积,以及制造几乎无限尺寸的工件。但是由于冷喷涂自身的局限性,如“喷涂点”/喷嘴出口直径尺寸通常为5-10毫米,因此空间分辨率有限,目前仅适用于低精度工件的制造。
再如,喷涂过程中送粉不能中断,喷涂参数无法实时调整,因此当前冷喷增材主要用于旋转对称等简单几何形状的工件的制造。此外,对于复杂几何形状工件的制造,缺少合适的沉积策略和机器手臂的路径规划,因此通常采用手动硬编程喷涂路径或者设计特殊支撑结构的方式实现其制造。所有这些痛点极大地限制了冷喷增材技术的应用。这也是为什么冷喷增材制造的概念提出了很多年,但是鲜有广泛应用的报道,特别是针对非对称的、具有多几何特征的复杂结构工件的制造例子。
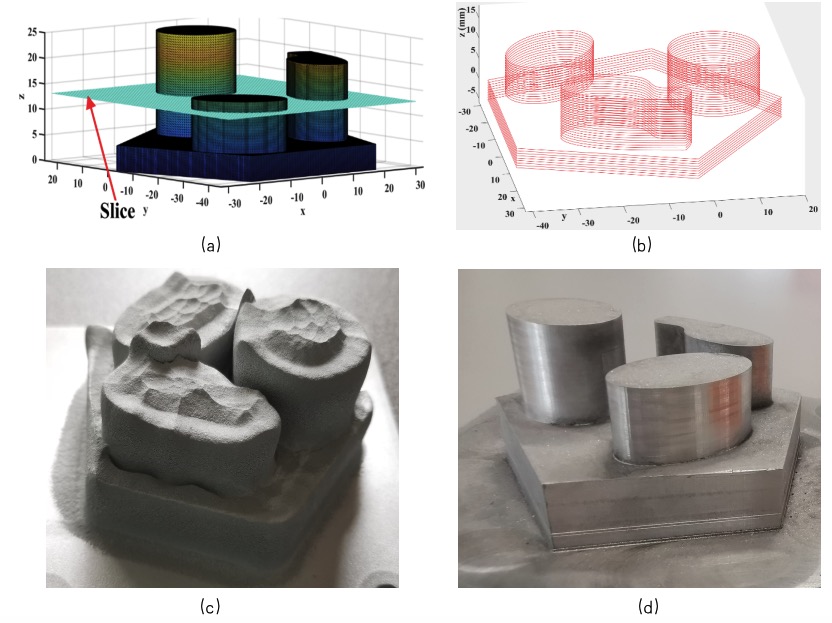
法国贝尔福-蒙贝利亚技术大学UTBM下属的法国科学院CNRS实验室ICB-LERMPS对于冷喷增材制造进行了多年深入的研究,提出了一种针对具有多几何特征的工件进行冷喷增材制造的策略方法。这项研究使得冷喷涂工艺逐层制造相对复杂的工件成为可能,并显著缩短了准备时间、降低了生产成本。在该研究中,首先提出了一种高效的切片算法,按照一定的厚度在高度方向对待制造工件的3D模型进行切片分层(图1a),然后生成每一层各个特征的外轮廓(图1b)。
由于冷喷涂工艺的“一笔画”特性(在喷涂过程中不能中断送粉)以及喷涂路径不能直接穿过已沉积区域的特点,该研究能自动规划并生成适合冷喷涂工艺的增材制造机器人路径。基于生成的路径,使用机器人离线编程软件模拟沉积路径,并验证轨迹规划方法的可行性和准确性。验证后的策略方法由实际的喷涂装置实施,制造近成型试样(图1c),最终通过机加工实现多特征复杂工件的冷喷增材制造(图1d)。
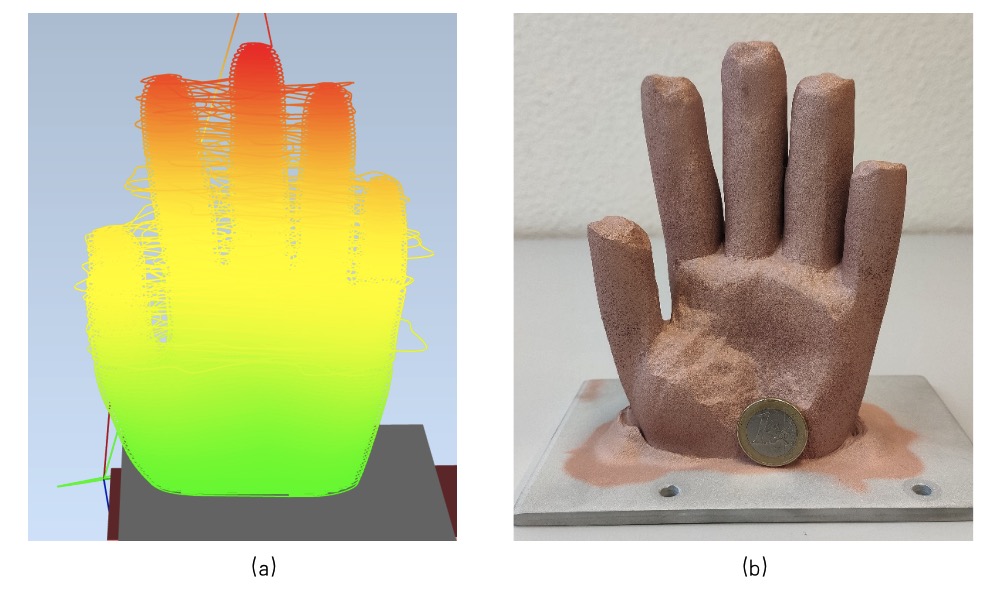
在最近的实验当中,一个接近真人手掌大小的纯铜模型通过该研究的方法成功制造出来。得益于冷喷涂的高沉积效率,制造这个2.3kg的纯铜模型(高度145cm,宽度95cm)用时70分钟。机器人的喷涂路径如图2a所示,最终的近成型铜手模型如图2b所示。
总而言之,冷喷增材工艺目前仍处于起步阶段,但在金属增材制造领域极具前景。由于复杂几何形状工件的制造具有挑战性,因此本研究开发了一种通用的冷喷沉积策略和喷涂路径的规划方法。它使得基于冷喷涂工艺制造相对复杂的工件成为可能,并且由于其大大减少了沉积物的机加工后处理,因此显着降低了生产大型、近成型工件的总体成本。
当前,金属增材制造工艺主要是选择性激光熔化(SLM)、电子束熔化(EBM)和电弧增材制造(AAM)等,通过已商业化的软件可进行物体的切片、轨迹的规划、参数的调整,从而实现金属部件的增材制造。冷喷涂工艺用于增材制造已经提出了十多年,被证明是一种极具潜力的技术。相比其他增材制造技术,冷喷涂具有较高的沉积效率(最高可接近99%)和沉积速率(最高可达500g/min),可以实现多成分、甚至梯度材料的沉积,以及制造几乎无限尺寸的工件。但是由于冷喷涂自身的局限性,如“喷涂点”/喷嘴出口直径尺寸通常为5-10毫米,因此空间分辨率有限,目前仅适用于低精度工件的制造。
再如,喷涂过程中送粉不能中断,喷涂参数无法实时调整,因此当前冷喷增材主要用于旋转对称等简单几何形状的工件的制造。此外,对于复杂几何形状工件的制造,缺少合适的沉积策略和机器手臂的路径规划,因此通常采用手动硬编程喷涂路径或者设计特殊支撑结构的方式实现其制造。所有这些痛点极大地限制了冷喷增材技术的应用。这也是为什么冷喷增材制造的概念提出了很多年,但是鲜有广泛应用的报道,特别是针对非对称的、具有多几何特征的复杂结构工件的制造例子。
△图1:多特征3D模型的冷喷增材过程
法国贝尔福-蒙贝利亚技术大学UTBM下属的法国科学院CNRS实验室ICB-LERMPS对于冷喷增材制造进行了多年深入的研究,提出了一种针对具有多几何特征的工件进行冷喷增材制造的策略方法。这项研究使得冷喷涂工艺逐层制造相对复杂的工件成为可能,并显著缩短了准备时间、降低了生产成本。在该研究中,首先提出了一种高效的切片算法,按照一定的厚度在高度方向对待制造工件的3D模型进行切片分层(图1a),然后生成每一层各个特征的外轮廓(图1b)。
由于冷喷涂工艺的“一笔画”特性(在喷涂过程中不能中断送粉)以及喷涂路径不能直接穿过已沉积区域的特点,该研究能自动规划并生成适合冷喷涂工艺的增材制造机器人路径。基于生成的路径,使用机器人离线编程软件模拟沉积路径,并验证轨迹规划方法的可行性和准确性。验证后的策略方法由实际的喷涂装置实施,制造近成型试样(图1c),最终通过机加工实现多特征复杂工件的冷喷增材制造(图1d)。
△图2:手掌形状工件的冷喷增材近成型
在最近的实验当中,一个接近真人手掌大小的纯铜模型通过该研究的方法成功制造出来。得益于冷喷涂的高沉积效率,制造这个2.3kg的纯铜模型(高度145cm,宽度95cm)用时70分钟。机器人的喷涂路径如图2a所示,最终的近成型铜手模型如图2b所示。
总而言之,冷喷增材工艺目前仍处于起步阶段,但在金属增材制造领域极具前景。由于复杂几何形状工件的制造具有挑战性,因此本研究开发了一种通用的冷喷沉积策略和喷涂路径的规划方法。它使得基于冷喷涂工艺制造相对复杂的工件成为可能,并且由于其大大减少了沉积物的机加工后处理,因此显着降低了生产大型、近成型工件的总体成本。
(责任编辑:admin)

 Fabric8Labs推出AI芯片定
Fabric8Labs推出AI芯片定 Titomic又一合作,将与nuF
Titomic又一合作,将与nuF 荷兰公司将开设3D打印船舶
荷兰公司将开设3D打印船舶 Chicago Additive推出AMOS
Chicago Additive推出AMOS 590MHz带宽+超90%辐射效率
590MHz带宽+超90%辐射效率 威斯康星大学麦迪逊分校工
威斯康星大学麦迪逊分校工最新内容
 突破性生物3D打印
突破性生物3D打印 迪拜LEAP 71公司
迪拜LEAP 71公司 3D生物打印构建内
3D生物打印构建内 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强热点内容


