������Acta Mater����SLM����������г������쵯�Ե���ȱ��NiTi��״����Ͻ�(2)
ʱ�䣺2022-12-23 18:41 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
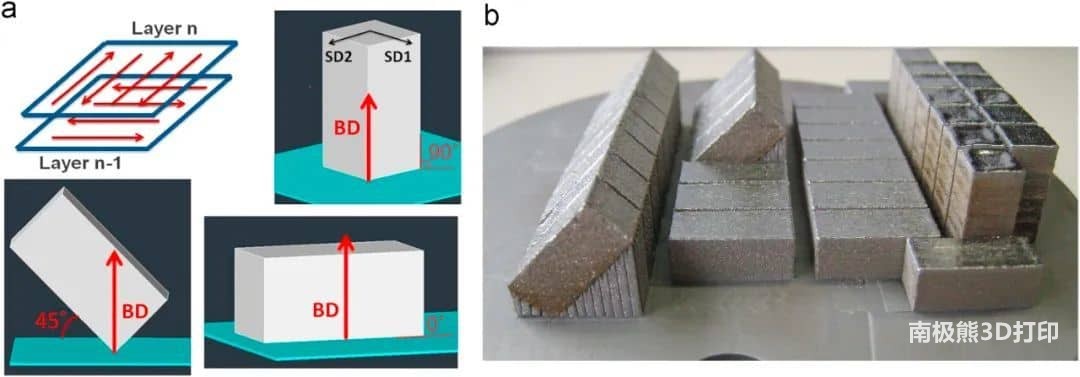

ͼ16-0 ��ͬ������ɨ���ʾ��ͼ��������������
��S500��Ʒ���ƣ�S100��ƷҲ�������ֲ�ͬ�ֲ��Ķ������������ͼ16a��ͼ16b��ʾ����Ʒ��һЩ���������ɢ״�ֲ����������ӣ����������������������硣HRTEM��ʾ������ͼ16a��ʾ�Ľϴ�����⣬���зdz�ϸ��(< 15 nm)������ֲ��Ĺ��������
ͼ16-1 SLM �Ʊ��� NiTi �Ͻ����˻�ǰ��ļ���ͼ
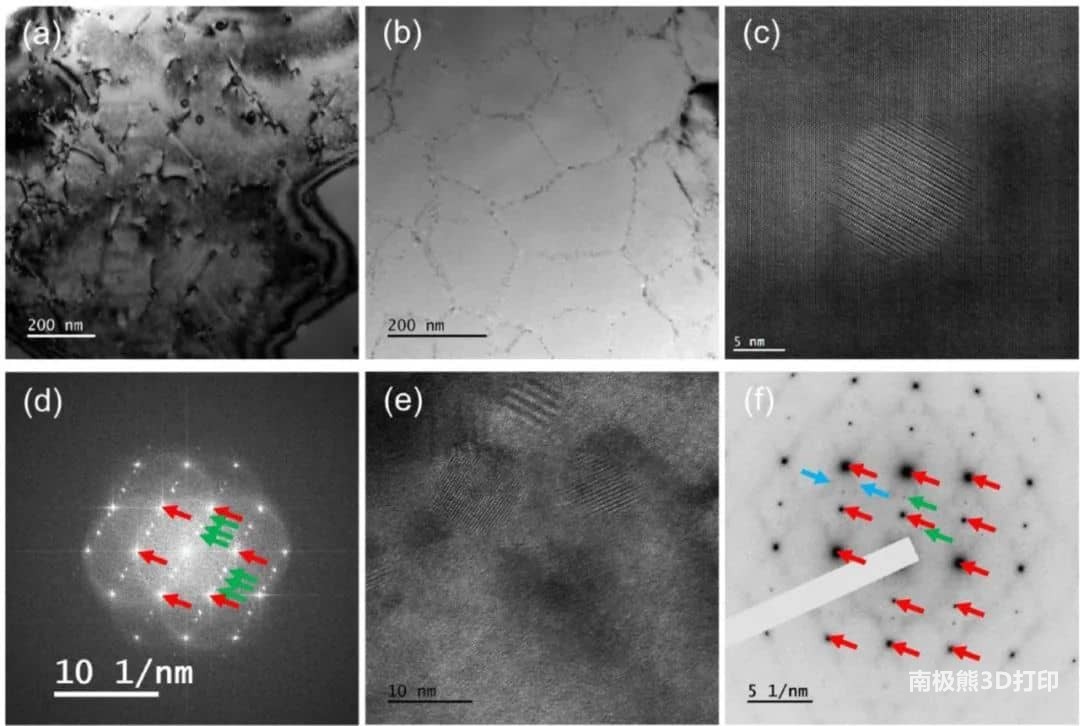
ͼ16.AM-Ni 51.2 Ti 48.8��S100��Ʒ�д����ڶ���ֲ��ͽṹ��TEM����Ƭ����a��BF-TEMͼ����ʾ�˾�������ֲ������ο���������b�� ��һ��BF-TEMͼ����ʾ�˾������绯����״�����ȿ���������c�� ���Ա�������HRTEMͼ����ʾֱ��14 nm��������ӡ���d�� ��c����FFT������[111]-o r i e n te d NiTi��������巴���ɺ�ɫ��ͷָʾ�����෴������ɫ��ͷָʾ����e�� ��һ��HRTEMͼ����ʾ�˴�����b������ʾ���绯���ӵļ�����ͬ��������ӡ���f�� SAED���Ծ���[1-10]����NiTi��������巴�䣨�ɺ�ɫ��ͷָʾ���͵ڶ��෴�䣨����ɫ��ͷָʾ�������绯���ӵ�������ɫ��ͷͻ����ʾ��ͼ���й۲쵽�����ƣ��������ڵĵڶ��������о��������DZ�ڷ�Χ��
ͼ16c��ͼ16d�ֱ�Ϊһ�����������Ӽ���FFT����ͼ16 d�й۲쵽��d������κ�Ԥ�ڵĶ������ƥ�䣬���������HAADF���������Щnm�߶ȵ��������ni����ͼ17 a�е�STEM-HAADFͼ����ʾ����ͼ16e��ͼ16f��ʾ��S500������ͬ����������û����ȷ����ѡ����

ͼ17.STEMͼ���EDSͼ��ʾ��AM-Ni 51.2 Ti 48.8��S100��Ʒ�еĵڶ������ӡ���a��HAADFͼ����ʾ�˽ϴ��ƶ�����������ӣ����ɫ��ͷ��ʾ���Լ���С�ĸ������ӣ�����ɫ��ͷ��ʾ����b�� ��%��Ӧ�ڣ�a����Niͼ����c�� ��%Ti��ͼ����d�� ��%O��ͼ����e�� �������绯ƶ������������������HAADFͼ��f�� ��e����ʾ�����STEM-BFͼ��
��ͼ17��ʾ��STEM-HAADF��STEM-EDS֤ʵ����״�Ŀ����ͽϴ�����ο������Ǹ����������S500��Ʒ�й۲쵽��������ơ�������Ʒ�ĺ��δ֪�Լ���ͬȡ��Ŀ����ɼ��Բ�ͬ���������������ܶȣ�����������¾������߽ؾ෨ȷ�������ࡣS500��Ʒ��ƽ��������Ϊ104.1 nm����S100��Ʒ��ƽ��������Ϊ127.6 nm������S500��Ʒ�������������������
4. �������
4.1��ȱ��NiTi SMA���������
����֮ǰ�����Ĺ����Ż����[37,51,57]�����ղ���P��v��ϵͳ�ر仯��h�Ǹ������hatch�����ѡ��ģ����ڴӸ�������NiTi SMA��ĩԭ��[37]�Ʊ���ȱ���������ӡ��66�����죬����ѡ�����ŵĵ���������Ӷ���������������ȵ������۳أ�������ر�������Կ�ס�ȱ���ۺϺ��������µĿ�϶��������֪��ѡ��һ���㹻С��h����ȷ�����ڹ�����ص������ۣ����������룬����������ܶ�(VED)���������������ڷ�ĩ[37]�����ij̶ȣ��Ӷ�������ӡˢ���ֵ�ת���¶ȡ���ͼ4��ʾ�����ڵ����켣������P-v��ϣ��Լ��������տڼ����ȷ����hֵ���������ӡ�����еĺ�����Ƽ���ӳĵ�������ķֲ㡣��Щȱ�ݿ���Դ����ʼ��ĩ�ĸ�����������Ϊ��ǰ��������֮ǰ���о�[37]�У���ʹ�ò�̫�����ķ�ĩʱ��û��������Щȱ�ݡ�����ͬһ�о��У�����ȱ����������������������������Ӳ����ǿ�����ƣ�ӡˢ���ֻ�ܻ�ò��ֹ����ԡ���ˣ�����ѡ����һ�ָ������ķ�ĩ��Ŀ�����γɸ����������࣬�����ýϸߵ�Ni�������й���Ӳ����ǿ�����壬�����ڴ�ӡ���л������ij����ԣ�����ýϴ�Ŀɻָ�Ӧ�䡣���ý�С��hֵ������VED�������㹻��Ni�Դﵽ�����¸����ij����Ժ����ƺ��ȱ�ݡ�������������ƺͰ���ӻ������Եػ����˸ߵ�VEDֵ(ͼ5)��û��hֵ�ı�Ҫ���;Ͳ���������ȱ�ݵ�ӡˢ�����ԭ���������г���
a.�ݱ��������о��������Ʊ��ض���ĩԭ�ϵ��������������ڷ�ĩ����[60]�������Ե��ڲ���϶���������������NiTi��ӡ�й۲쵽��һЩ���ο�϶�����⣬��������������ʯī������̼��Ⱦ���ܻ���������չ�ԣ�ʹӡˢƷ�����ײ������ƺͷֲ㡣
b.���о��в��õ�45��ǵ�˫��ɨ��ģʽ���ܻ��ڴ�ӡ�����в����ϴ�����ݶȣ�������NiTi����ڵIJ���Ӧ������[61,62]��
c.��VEDֵ�ϵ�ʱ���õ��Ļ�����Ӹ������п�������ǿ���ڶ��࣬�������������Զ�����ǿ�ȡ����⣬������֪��NiTi SMAs��Ni����Խ�ߣ�����Խ��[63]���ر����ڴ��ڲ���Ӧ��������£���������ӵ�ȱ����������Ƹ����ײ�����
d.����Ni���������ӣ�VED�����ӣ�ת���¶�Ҳ��֮���ߣ�����[37]�Ľ�����ơ���ʹ�ڸ�VEDֵ�´�ӡ�������ת���¶ȱ����Եͣ���Щ�����ÿһ������ȴ�ڼ�����IJ㱻��ӡ֮ǰ����DZ���ݶȲ���Ӧ���������£�������ת��������塣��������������ڼ����ۻ������������ݶ�����IJ���Ӧ���ij�ԥ���෴����û����������������£������ڽϵ͵�VEDֵ������У�����Ӧ�����ܻᵼ�����ơ������ͷֲ����⡣
��ģ�ҵ�o2ˮƽ��֤���ǿ���ӡˢ�����и��������Ĺؼ����ر����ڸ����������档�ݱ�����o2���ƶ�AM NiTi����ѧ����������Ҫ��Wang����[20]���齫o2��������25ppm����Զ����ASTM F2063-05Ҫ���500ppm���Ը���������չ�ԡ���Ŀǰ���о��У���������������ߣ�������ʵ�ֳ����Իָ���ֻ�轫���ڵ�o2ˮƽ��500 ppm���͵�100 ppm��TEM�۲���ʾ����o2����Ϊ100ppm�������У���500ppm��ȣ�����������ijߴ�����������С����ˣ��б�Ҫ���������������ߵ�VEDˮƽ���Ը������ԡ����ڲ�ͬL-PBF��ϵ�����ܲ�ͬ��o2�������ܻ��һ�����ͣ���Wang���˵��о���ʾ��o2��������25 ppm��
�ڸ�VED�����£����ڴ�ӡ�����ڲ������ݶȽϴ��������ʻ���ߣ����Ҳ���Ӧ��Ҳ����ߡ��ڲ���Ӧ�������ѻ������У��������ܻ��ۻ�������������Ӧ�����ͨ���������۵���������������ڡ���vedҲ���ܻ���ߵ�ǰ��ӡ����¶ȣ��������ڼ���洢����ǰ�������еIJ���Ӧ������Ϊͨ������hֵ������VED�����������ͨ��ʹ�ñȱ��о���ʹ�õ�45��˫��ɨ��ģʽ�����ӵ�ɨ��ģʽ��ʹ�ÿɵ��¸�С���ݶȵ�Ԥ���Ȼ��ף�Ҳ������������NiTi�е����ƺͷֲ㡣
ֵ��ע����ǣ�ͼ4c�пɴ�ӡ��ͼ�С����á��ɴ�ӡ�����ȷ����ij�̶ֳ����DZ��صġ���ӡˢ�����У������ȴ������������츽��������¶ȿ��ܻ����ӣ����γ�һ��������ȵ��۳�������������ܻ���١���ˣ�d > t(����)�����Ҫ��������ſ����ڡ����á��ɴ�ӡ�����������ϱ߽�ġ�ȱ���ۺϡ������ر�����ѡ���С�İ��ڼ��ֵʱ��ȷʵ����������ȫ���ܵ�NiTi�����
4.2����AM NiTi��ת���¶�
��ͨ������NiTi����Ĵ�ͳ���췽��(����ո�Ӧ����)��ͬ��L-PBF�����������������е����ռ���Ϊ�ؼ�����Ϊ���ݴ�ӡ���ҵĴ������ȣ���ɲ�����������ڴ�ӡ������������������ˣ�����TEM�о��й۲쵽�IJ�ͬ���͵����������������Ni�����������ܵij�����Ӧ�Լ�������ȴ���µĶ��ص�AMȱ�ݽṹ�⣬����Ҳ���ܶ�AM NiTiת���¶ȵ��ݱ����Ӱ�졣����Ti�����������ϸߣ���Щ�������(�������ȫ���Ļ�)������Ti�����Ti�ӻ����б��ľ�������Խϸߵ�VEDֵʱ�����ڽ���ת���¶ȣ�������Ni������Ӱ�졣����̬Ni 51.2 Ti 48.8 (at��%)��ĩ��-150��~ 150����¶ȷ�Χ��û�����������ļ���(ͼ3d)���ھ����⾵ӡˢ�����У�ѡ����ʵĹ��ղ���������ͬ���¶ȷ�Χ�ڣ�Ni����������������ij���(ͼ6a��ͼ6b)���Ƚ���100��500 ppm o2��ӡˢ�Ĺ��ܾ����⾵��DSC���������S100���ϱ��ֳ��Ըߵ�ת���¶ȡ��������������дӻ�������ȡ����Ti�ļ����кܺõ�����ԣ�����ת���¶ȣ���3.6���е�TEMͼ��ȷʵ��ʾ������������������ͳߴ����ӵĶ������ơ�
4.3����ṹ�ݻ�����Գ����Ե�Ӱ��
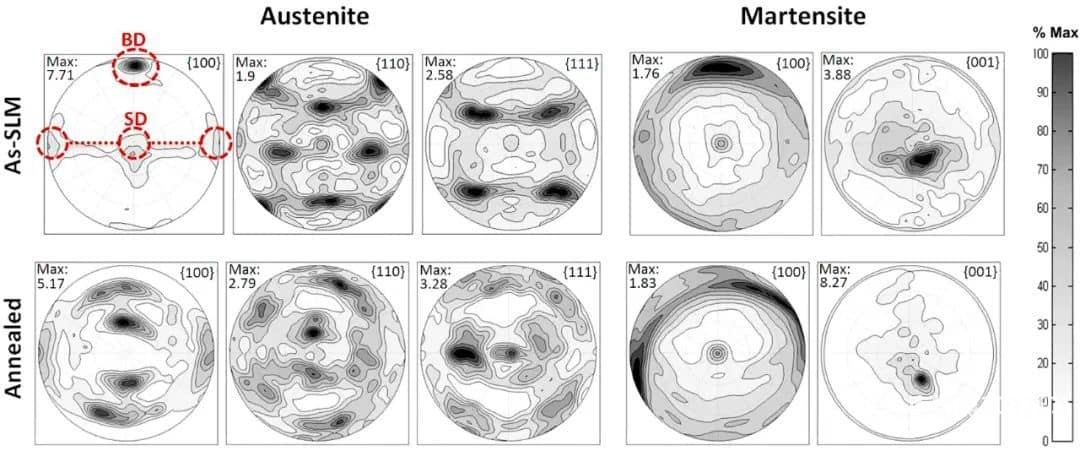
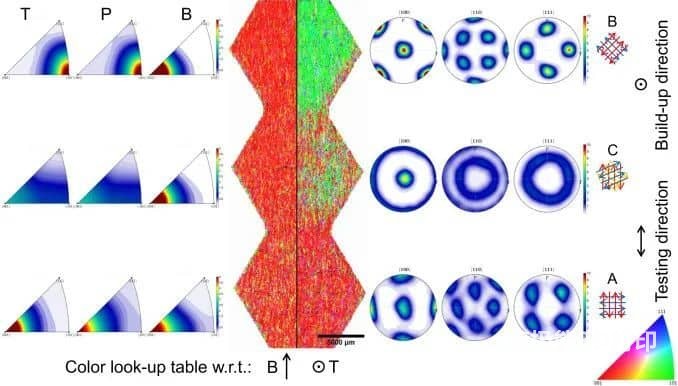
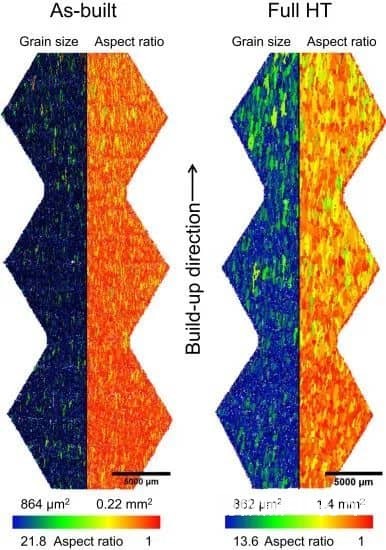
�о���S100���ϵľ���ṹ���ڴӾ����⾵����ȡ�Ĺ������������ļ������Ϲ۲쵽ǿ�ҵ�< 110 >ȡ��(ͼ11 e)����һ��ֵ��ע��Ĺ۲����ڴ�ӡ��NiTi��Ʒ���γ��˽�α����(ͼ11)������������Ʊ������е�������������������ȡ�����״�����γ����Ƶ���������֯���ڱ����У����ǽ���������ѡ��Ĺ��ղ����������ֹ۲쵽�������Ӱ�죬�ر��Ǹı��۳���״����������������֮�伤��켣��ת�Ƕȵ����������ܶ�(LED)��
��S100�����У�[001]����ƽ���ڹ���������룬��[100]��[010]����ƽ��/��ֱ�ڼ���ɨ�跽����루ͼ11 d��ͼ11 e��ͼ18 a��ͼ18 b����������Ʒ������֯���ͼ��ط�������Щ��Ʒ����������쳬���Ե�һЩԭ�����Ŀǰ�����б�����Ҫ�á�������֪��֯�������ѽ�������Ͻ���Ȼ�е��Ӧ������Ҫ���á�Gall����[41��64��65]�������ز�ͬ�ᾧ������Եĸ���NiTi�����Ļ�е���ܡ�
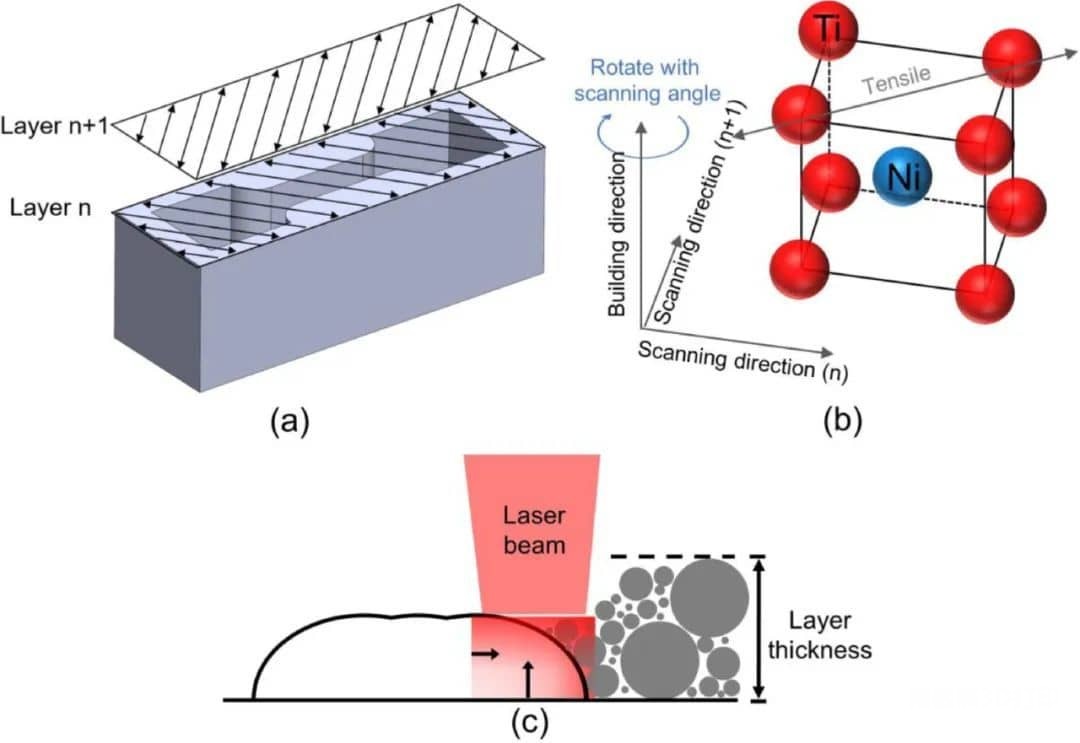
ͼ18����a�����о���AM-Ni 51.2 Ti 48.8���������е�ɨ��ͼ�����������������ʾ��ͼ����b������ͼ11�в�����������AM��Ʒ������ڹ��������ɨ�跽���B2�����徧����c������ɨ���ڼ����ڲ��е����ݶȷ���
�ؼ�����ȡ��<001>�ĵ��������������������ѣ�Ӧ��<2%���ڼ���ֳ����ߵ��ٽ�Ӧ�������շ���������䣬��<110>ȡ���¸ָ�Ӧ�䣨>5%�����������������Խϵ͵�����Ӧ���´���������ͬ���ϻ������������¶��£������ǵ�NiTi����������[64��65]ʱ��<001>���������ѣ�Ϊ�˻�����õij��������ܣ�AM-NiTi��������������������ڵ�ԭ�ӳɷֵ��������Ӧ�����������ǿ�ҵ�<001>֯����
�����������̹����У�<001>��������������ݶȵ���쾧����������[66]����AM-NiTi��Ʒ[6��31��43]���ѱ�����<001>����֯����էһ����<001>�������Ź��������ƺ��������ڲ�ͻ������ǰ��ӡ��֮��ĸ����ݶ�����ģ�ͼ18 c����Ȼ�������ǵ�����ɨ������е��ۻ������̹��̣���ǰ����켣��������ǰ���̹켣֮��Ҳ���ڽϴ�����ݶȡ����磬�ݱ���������켣֮���ͼ������ࣨh��Ӱ�쾧��֯��ǿ�ȣ���С��hֵͨ���������ۺ�����ѭ����������AM NiTi���յ���ǿ��֯������ˣ������ھ����������γ�α�����ṹ���������õؽ�<001>�����빹���������[31��36]��Ȼ�����ع��������ȡ���Ѿ�����������һЩ����AM�������ϣ�����316L�����[67�C69]���У�ͨ����������֮��ʹ��0���180�����ת�ǡ���ˣ��˽�AM�����������ݻ���DZ�ڻ��ƣ���������Ϊ��SMAs��ʵ������������ָ�����Ա��ڹ�������IJ�ͬ������ʵ�ֽ��������ij����ԣ���һ�����Ҫ��Ȼ����AM-NiTi SMA�������о�����[31��36��43��70]��������Ϊ�������������ϲ���������֯�������dz�������Ϊ�����֯����������б�Ҫ���������о�����������ĸ����ɷ֡����⣬�������ڵ�AM-NiTi�������ڸ���Ni��NiTi�ɷ���ʵ��α������
4.3.1����ʺ�ɨ���ٶȶԾ���֯���ݻ���Ӱ��
�۳ص���״������AM�����е�֯���ݱ�������Ҫ���ã���Ϊ��Ӱ��ֲ����ݶȵķ�������֮ǰ�ڵ�3.2�����õ����ӡ��ʾ���������۳ؼ�����״��������Ըߵ�LEDֵ����ˣ�����ʻ��ɨ���ٶȣ��´�����ģʽ��ͼ19 a���ı�Ϊ�ڵ�LEDֵ�µ�dz��״��ͼ19 b��ͼ19 c����
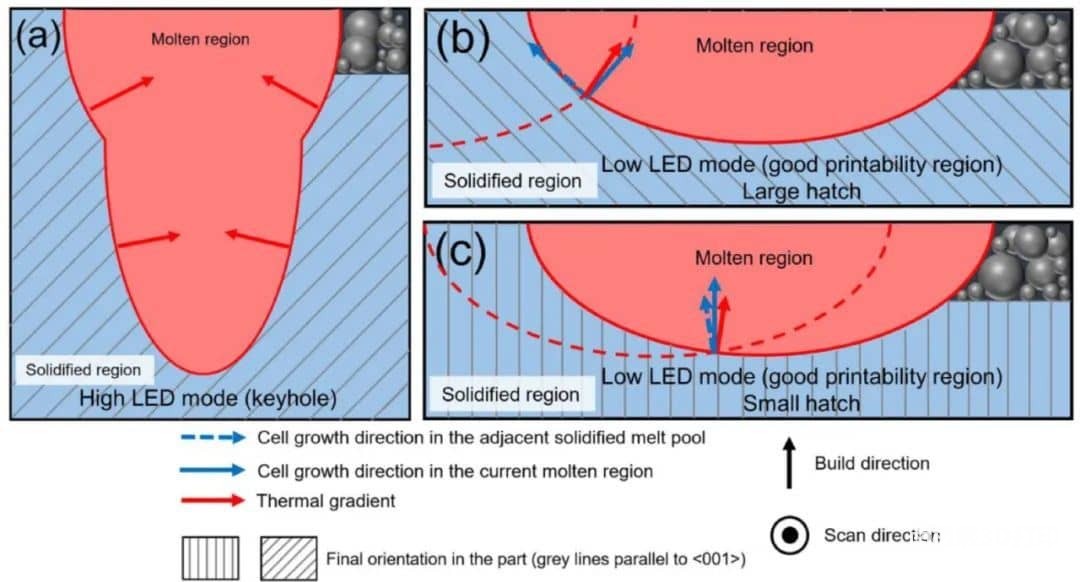
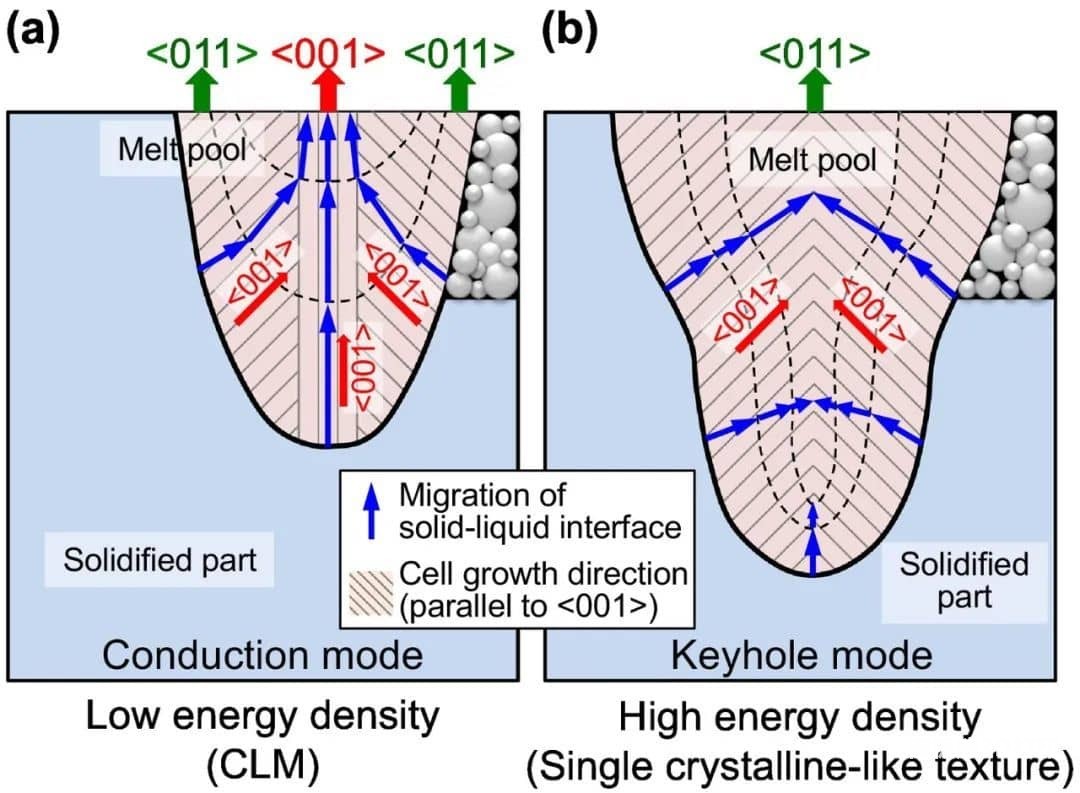
ͼ19.ʾ���ڣ�a�������������ܶȣ�LED��������ģʽ��[69]����b�����д�ͼ�������Ľϵ�LED��ͼ4 c�е����ô�ӡ���ͣ�c������Сͼ��������µ����ݶȺ̻������ʾ��ͼ���籾�о������á��ڽϵ͵ķ���������£��۳ر�ý�dz��ƽ̹������ڵ�ǰ����£����ݶȺ����̷��������Ź���������Ӱ����С����£�c�����γ�<001>��������Һ����ľ�����������ָʾ<001>ȡ���γɣ���Ϊ�����������ϵ���쾧����������ʾ��ͼ�����������֮��0���180�����ת�Ƕ���������ġ�������ͼΪ�Ʊ������岻�����ʱ��������ʱ�۳��еĹ���-Һ�����ʾ��ͼ
��LEDֵ�ϵ�ʱ���۳صײ���ƽ̹�����Ҹ������ع��������γ�<001>��������Ϊ�ع�����������ݶȽϴ������ǵĹ����Ż�����У������á��켣����d
4.3.2ͼ�������Ծ���֯���ݻ���Ӱ��
����ӡˢҵ�ķ�չ����һ������������������Ȼ�������ǵ�NiTi�����ʹ�õ�h�dz�С��24��m���۳ؿ��ȵ��ķ�֮һ��ͼ19 c������������������Դ��۳��м�ײ��Ľ�ƽ̹����ʼ����֮ǰ(���һ��)��ӡ�켣�����������ع���������һ��< 001 >�������������ڼ�����ݶȶ��롣���Ÿ���Ĺ������ӡ���������������ܻᱻ�̳в�������������
4.3.3������ӡ��֮�����ת�ǶȶԾ���֯���ݱ��Ӱ��
������֮��ɨ�跽�����ת�Ƕ�Ҳ����Ӱ�����ɵ���������ͼ20 a��ʾ�������۳���״��hֵ���ڵ���ɨ���ڼ䣬���Ź��������<001>��<011>������ܶ��ǿ��ܵģ���ͼ19������Ȼ��������ڲ�֮��ʩ��90�����ת�ǣ�ͼ20 b��������ѡ�ع��������<001>������Ϊ�÷����ڲ�֮����ȫƥ�䣬���Ҿ�����С�Ĵ�λ��
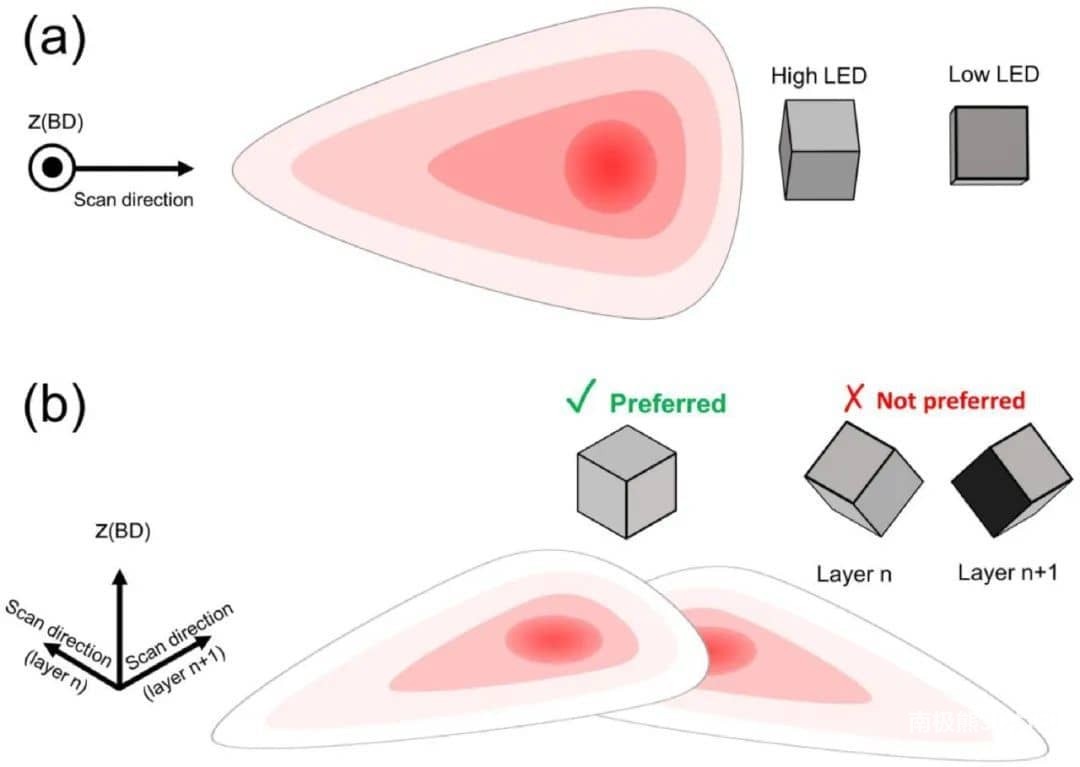
ͼ20����a������ɨ�裨����ת����Ԫ�Ի�ø��õ���ͼ���ͣ�b��ɨ�跽����ת90��Ķ��ɨ���ڼ�ķ���ѡ��/��������ʾ��ͼ�����ڵ��㣬������ȡ���ǿ��ܵģ������ڶ������£�������ǰ�ս��Ĵ�λ��С�����ֻ��<001>�������������2��ͼΪ����IN738LCʱ���о����
���⣬����ƽ���ڹ��������<011>������90��Ĵ�Ƕ�ƫ������ϸ�������ڼ䣬���ַ���ƫ�ø��п��ܴ�ǰһ��̳С������о�[68��71��72]�������ڲ�ͬ��ת�Ƕȵ�NiTi����IJ����У�AM����е���������õ��˳ɹ����ơ���ˣ���AM NiTi�����Ҳ���Խ������Ƶ��������ơ���Ȼ�����о��е�α����AM-NiTi��Ʒ����dz�۳ء���Խ�С��hֵ�Ͳ��90����ת�ǵ������ɵġ��˽�ȡ��ѡ��/�������ƽ�������������NiTi��SMA�Լ�������������ṹ���ϵ�֯�����̷�Χ��
4.4�����ͼ������AM-NiTi�����Ժ��ȴ����Ӱ��
�ӵ�3.6����ʾ��TEMͼ���й۲쵽�������ԣ�������O 2ˮƽ�ڸ�����������γ���������Ҫ���á����о��в��õĸ�VEDֵ��198 J/mm 3��Ҳ���ܼӾ��˴Ӿ����⾵���γɵ���ɫ������۲쵽��������ͼ7����
��ͼ21��ʾ������TEM�о�����AM NiTi��Ʒ�й۲쵽�������͵Ŀ�����

ͼ21.���о�����AM NiTi��Ʒ�й۲쵽�ij����ͷǽ��������������ʾ��ͼ����a�� ����ֲ��ĸ��������ﱻ����������Χ����b�� �ɸ��ѿ�����Χ����״���������
�ھ����ڲ�����ֲ��ĸ�����������Χ��S100�����з����˳�ϸ����������ߴ緶ΧΪ2-4nm���������γɸ���������Ѵӻ����кľ�����˫�����ã����ȣ��������˻����е����ѱȣ��Ӷ�����������¶ȣ���Σ����ٽ��˸����������γɡ���֪��������Ni 4 Ti 3����ǿ��Ӱ��NiTi SMA�Ļ�е����״�������ܣ�����ת���¶�[73]���м�R���ij���[74]�����ܺͽṹȱ��[65]�ͳ�����[46��75��76]�����⣬����������Ӧ����Χ�����������Ӧ�䳡�����ڽ��洦��Ϊ������������κ˵㡣������Щ������ͨ����ֹ������������ǿ���壬�����������������������صIJ������ԡ���AM��Ʒ���������Ĵ��ڣ��Լ������ľ���ṹ�����ܵ������õij�������Ϊ����һ���棬S500��Ʒ�еĴ����������������������ϸߣ��������������ڼ����Խϲ����ʧЧ��
��ĿǰΪֹ��ֻ�������о�������ӡˢ״̬��AM NiTi�д���Ni 4 Ti 3�ͳ���[12��77]��AM�����е��ظ���ѭ������̫�죬û���㹻��ʱ����õ��¶���������������������������Ҳ�����ں�������ۻ��������ܽ⡣��������֪�������״���AM-NiTi��״����Ͻ��з��ֳߴ緶ΧΪ�����ij�ϸ��������������Ҫ���ǣ����о��л�õ���߳�����Ӧ�伸���������б�����AM-NiTi������Ӧ���������ͼ22����
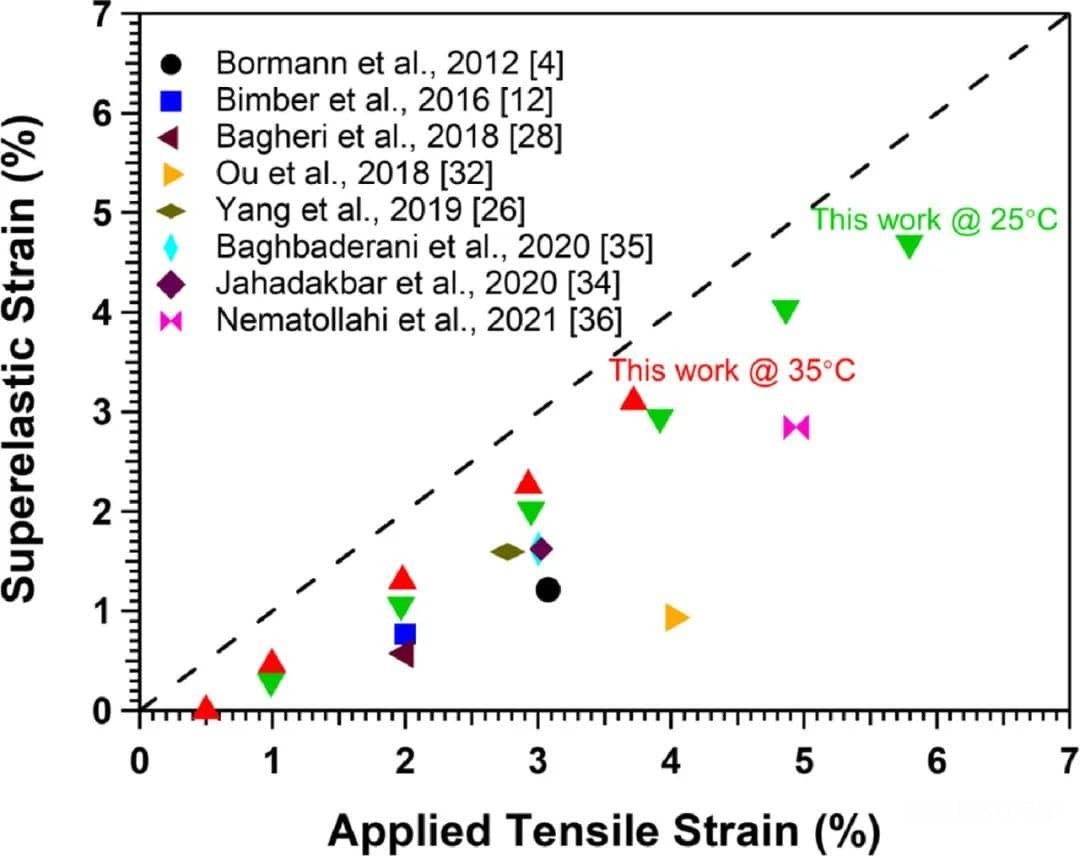
ͼ22.���о���AM NiTi��Ʒ�л�õ����쳬����Ӧ��ˮƽ��Ŀǰ�����б���ıȽϡ�
��������ɢ�ʲ�����δ���ֽ�����O2ˮƽ�Ͳ���������ȵ���ֵ������Ӱ�졣��ˣ��籾��������AM-NiTi�еij�����Ӧ��������ӣ���������ȴ������Բ�������Ӱ�졣���⣬Ϊ���Ż��ȴ��䣬���ؿ��Ǵ�ӡ�ڼ�����������Ϊ�ȴ������Բ����и������ԡ�Ȼ������Ϊδ���Ĺ�������Ҫ���г���ϵͳ�о�����������ͬ�ӹ��������ȴ������Ե�Ӱ�죬�Ա��ܹ��ڵ�����֪ʶ�dz���Ҫ��Ӧ������ȫʵ��AM NiTi���������������Ӧ���У�ѭ��ʱ��ȡ������״����Ͻ���ȴ���ٶȣ�������Ӧ�ã�����Ӧ���շ�����������ڼ����ջ��ͷŵ�����Ӧ�ڲ�ͬ����֮�����ת�ƣ������Ӳ���Ƶ�ʡ�
�ܽ�ͽ���
�ڱ��о��У�ʹ��L-PBF�����ɹ����Ʊ��˸߶�֯�����ĸ�����������״����Ͻ������û�������Ŀ�϶�����ƣ�ͨ��ѡ����ѹ��ղ������γ����׳�������������������ʵ�ָߴ�6%�����쳬����ֵ�����Եó������ܽ�ͽ��ۣ�
1. ����AM��������������������¶�������������ܶȣ�VED��ֵ�����Ӷ����ߡ���������������������Ӱ��ӡˢ���������̶ȡ����Ź�������O 2���������ӣ���Ti�����������������ӣ�ת���¶Ƚ��ͣ�����������ת���¶ȵ�Ӱ���෴��
2. ��ӡˢ���й۲쵽�����ƺͷֲ��������Դ��ӡˢ���������ڽϴ�����ݶȶ������IJ���Ӧ��������ͨ��ʹ�ý�С�������ͽϸߵ�VEDֵ��������Щ����Ӧ������������¶ȵ����ߺ�ӡˢ����ȴʱ���������Ŀ�ʼ������Ӧ�����ܻ��ɳڡ�
3. ���������е����ն�ӡˢ������չ�Ժʹﵽ�ij�����ˮƽҲ������Ҫ����Ũ��Ϊ500 ppmʱ������ڵ�Ӧ�����Դ��Է�ʽʧЧ����û����ʾ�κγ����Լ�������Ũ�Ƚ��͵�10 0 ppmʱ�������������û���κ�������ȴ���������±��ֳ�6%�ij�����Ӧ�䣬��������Ϊֹ�����б�������ֵ��
4. ӡˢ̬������Ʒ��ǿ�ҵ������ᾧ֯������������������ȡ���йء���ˣ���һ�����֯��������������߸��Ϲ���NiTi���������״����Ļ�е���ܣ���ǿ�Ⱥͳ�����ˮƽ����
5. �о����֣��ڱ��о����о��ķ�Χ�ڣ�ӡˢ̬NiTi���ȵ���ֵ��������O 2ˮƽ�أ�Ҳ������ķ����ء���Ϊδ���Ĺ�������Ҫ���и���ϸ���о�����ȷ���ӹ��������缤��ʡ�ɨ���ٶȺ�ͼ������ࣩ��Ӱ�죬��ȫ���˽�AM-NiTi���۽ṹ���ȴ�������֮��Ĺ�ϵ��
������Դ��Laser Powder Bed Fusion of Defect-Free NiTi Shape Memory Alloy Parts with Superior Tensile Superelasticity,Acta Materialia,Volume 229, 1 May 2022, 117781,https://doi.org/10.1016/j.actamat.2022.117781
�ο����ף�
Tailoring the texture of IN738LC processed by selective laser melting (SLM) by specific scanning strategies��Materials Science and Engineering: A,Volume 661, 20 April 2016, Pages 240-246��https://doi.org/10.1016/j.msea.2016.03.036
(���α༭��admin)

 ˫��ݿ��ٹ̻��轺��īΪ
˫��ݿ��ٹ̻��轺��īΪ ��AM����4D��ӡ�¶���Ӧ��
��AM����4D��ӡ�¶���Ӧ�� ���пƴ������Ŷӣ�����ԭ
���пƴ������Ŷӣ�����ԭ �����о���Ա���ô���3D��
�����о���Ա���ô���3D�� HHS�����ٴ����飺����3D
HHS�����ٴ����飺����3D ��AFM����3D��ӡ��߶ȷ�
��AFM����3D��ӡ��߶ȷ���������
- ��˫��ݿ��ٹ̻��轺��īΪ3D��ӡ����
- ����AM����4D��ӡ�¶���Ӧ����ˮ��������
- �����пƴ������Ŷӣ�����ԭλ����ص���
- �������о���Ա���ô���3D��ӡ���������
- ��HHS�����ٴ����飺����3D��ӡ��������
- ����AFM����3D��ӡ��߶ȷ���֧�����ڼ�
- ��SLS���ۺϽ���3D��ӡ������������Ӧ��
- ��3D������ģ�ĸ����Լ���
- ���㶫ʡ��ѧԺ�Ϲ���о�Ա�����Ϸ�����
- ����̬�����ӡ��ȫ�¡����졢����ȷ��3D
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


