综述:粉末原料特性对SLM打印零件性能影响的研究(2)
时间:2022-05-18 09:02 来源:南极熊 作者:admin 阅读:次
4.粉末特性
在SLM中,粉末床的特性受粉末形态、粒度、表面化学特性、堆积密度、流变学和热特性的制约,已知这些特性会影响原料的行为和随后的零件成型过程。在SLM加工过程中,粉末的平滑流动性和高堆积密度是一些理想的属性,以确保成功的材料沉积和零件致密化。然而,这些参数也取决于粉末的颗粒形状、粒度分布和表面化学性质,其中粉末特性之间存在相互关系。以下各节将讨论各个粉末特性对SLM工艺的影响,包括对其各自表征方法的简要描述。
4.1.粉末形态
不同雾化技术生产的粉末往往在形态和尺寸方面有所不同,这影响到原料的堆积密度和流动特性。在SLM工艺中通常需要高球形度的颗粒,因为符合统一的颗粒形状可以逐渐提高其粉末堆积密度和流变性能(参考图8和9)。因此,合格的原料通常是由大部分球形颗粒组成,在其粉末分布中只有极少的不规则形状或角状颗粒。粉末形态分析通常包括对断层扫描和使用光学技术产生的显微照片的基本视觉评估,如X射线计算机断层扫描(CT)、扫描电子显微镜(SEM)和光学显微镜(OM)。除了球体之外,其他类型的颗粒形状(针状、片状等)以前都是根据ASTM B243[66],根据其物理特征来描述粉末的几何形状。形态学特征也是使用维度参数进行的,以产生数字表示,用于量化颗粒的几何形状。马丁直径、弗雷特直径和投影面积直径是根据颗粒的正交距离确定颗粒尺寸的各种方法,而长宽比、球度和圆度则经常被用来定义形状因素。长宽比是一种简单而常用的方法,用于根据粉末颗粒的物理测量值进行形状分析,包括长度(L)、宽度(W)和厚度(T),其中完美球体近似于(L/W=W/T=1)的条件[60]。然而,通过这些技术获得的形态学测量可能并不可靠,因为它们通常来自于二维图像,不足以量化粉末颗粒的完整形状。然而,这些技术对于在不同的粉末原料之间进行快速的形态比较是有用的,而更细微的颗粒分析需要激光衍射和动态图像分析工具,这将在第4.2节中进一步阐述。
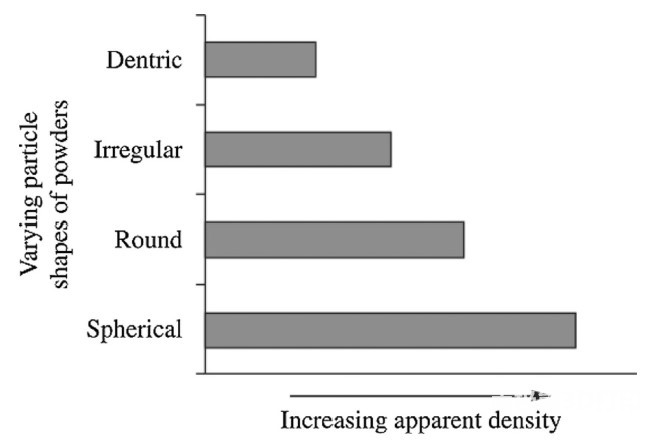
图8. 粉末形态对表观密度的影响
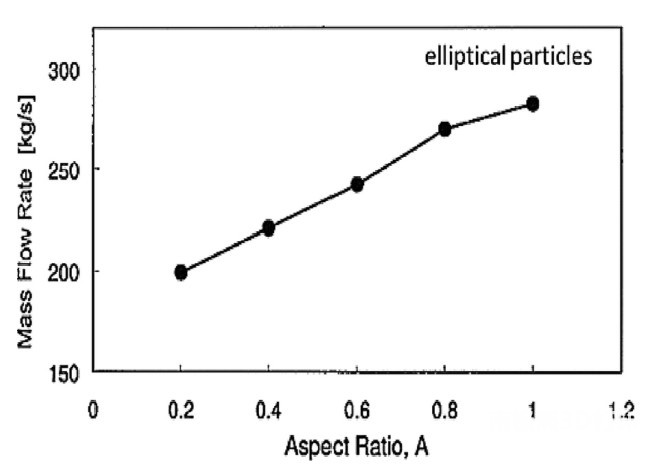
图9. 颗粒长宽比对质量流速的影响
由于SLM工艺中使用的大多数粉末仍然主要来自气雾化(GA)和水雾化(WA)方法,因此与等离子体工艺相比,它们的球形度较低,含有更多的卫星(参见图10)。在雾化过程中小颗粒由于碰撞而粘附在大颗粒的表面,就会形成卫星球,从而产生(L/W>>1)的长宽比[60]。然而,GA粉末比WA等级的粉末明显球形度更高,并表现出更光滑的颗粒表面,这有利于颗粒间的运动,提供更好的粉末堆积能力[69,70]。颗粒形态的差异也导致了较大的孔隙尺寸(参见图11),并且与GA相比在WA原料生产的部件中发现了较高的孔隙率,这是粉末堆积性能不佳造成的[56]。然而,Irrinki等人[71]最近报告说,在能量密度为104/mm3的情况下进行激光固结时,两种类型的雾化粉末所达到的部件密度相当(96-97.5%)。尽管GA粉末在较低的能量密度水平(64-84 J/mm3)下产生的试样比WA等级的试样更致密,但当使用适当的能量密度(≥104 J/mm3)时,观察到零件密度与粉末形态无关。然而,在选择合适的材料原料时,WA粉末中存在的高含量间隙元素会加速氧化物的形成,这将是主要的问题。根据文献报道,粉末形态学主要与不同类型雾化技术制备粉末颗粒尺寸和物理性能相关。就确保最佳流动性和粉末堆积效率而言,需要进一步了解粉末粒度分布和表面化学特性,这将在接下来的章节中讨论。
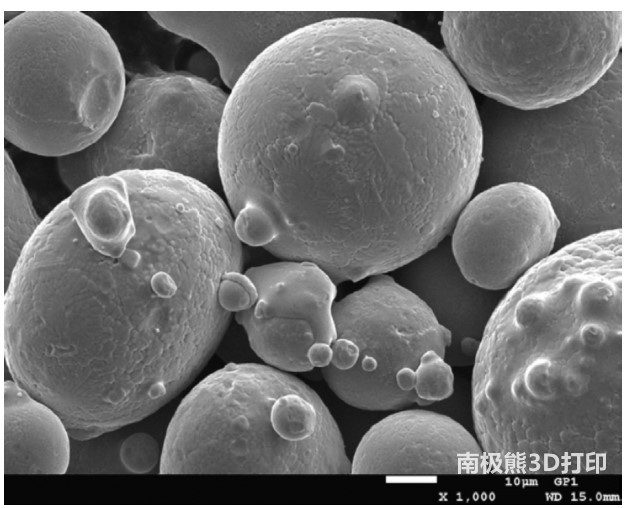
图10. 卫星球在颗粒表面的形成
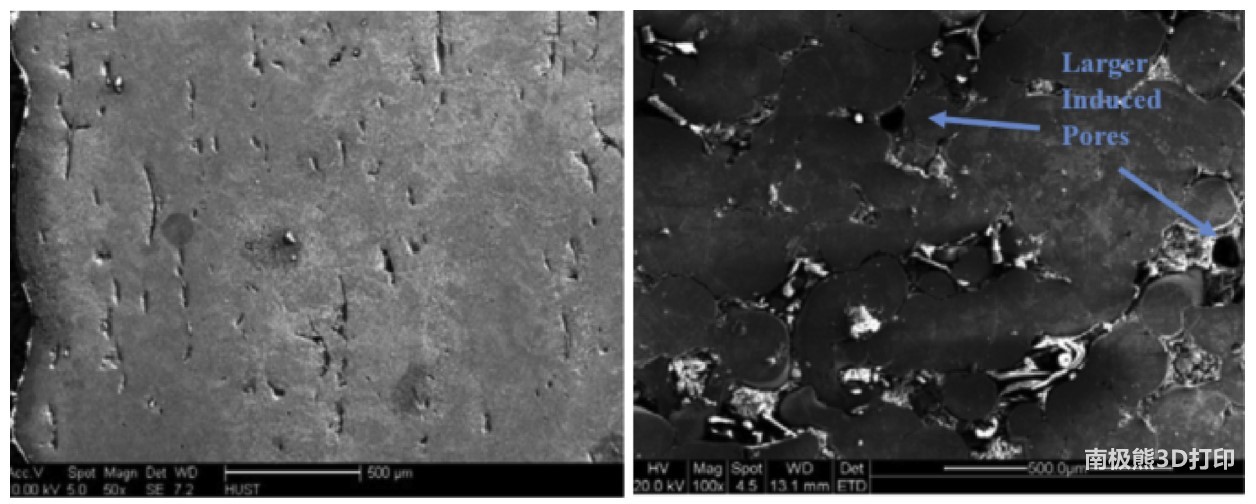
图11. 由气体雾化(左)和水雾化粉末(右)生产的SLM部件的显微照片[56]。
4.2.粉末粒度
粉末形态学揭示了粉末颗粒的外观结构,而颗粒度或尺寸分布(PSD)通常用于量化体积组成方面的颗粒尺寸。PSD是一个高度动态的参数,在SLM工艺的各个阶段都会发生波动,包括粉末储存、铺展以及回收过程,这些过程会引起原料行为的变化[10]。颗粒度的变化主要是在回收的粉末中观察到的,这些粉末中有尺寸大于铺粉层厚的颗粒。这些粗粉是从料仓中构建的工件上分离出来的,使粉末整体的分布曲线向更粗的区域移动(见图12)[63,65]。粉末变粗也可能是由于颗粒在熔化区附近的预烧结,从熔池中喷出的熔融金属液滴可能粘附在未熔化的颗粒上,形成更大、更不球形的粉末结构。虽然新粉和回收粉之间的PSD差异通常低于10%,但随着构建周期的增加,粉末聚集的增加(见图13)可能会破坏后续成型操作的流动和包装性能[60]。因此,在粉末回收操作过程中,在重新利用旧原料之前要进行必要的筛分程序,以尽量减少与原始颗粒分布阵列的尺寸偏差。
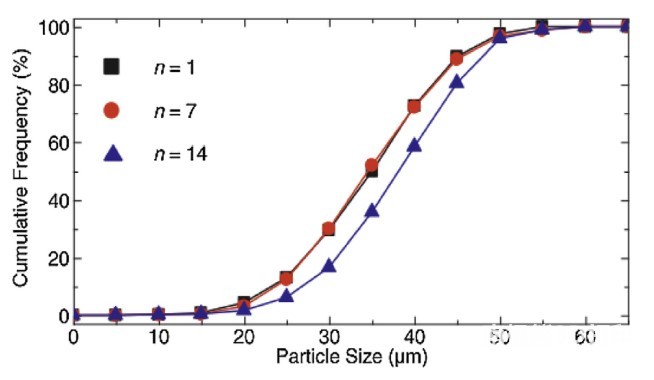
图12. IN718粉末重复使用后PSD的粗化[65]。
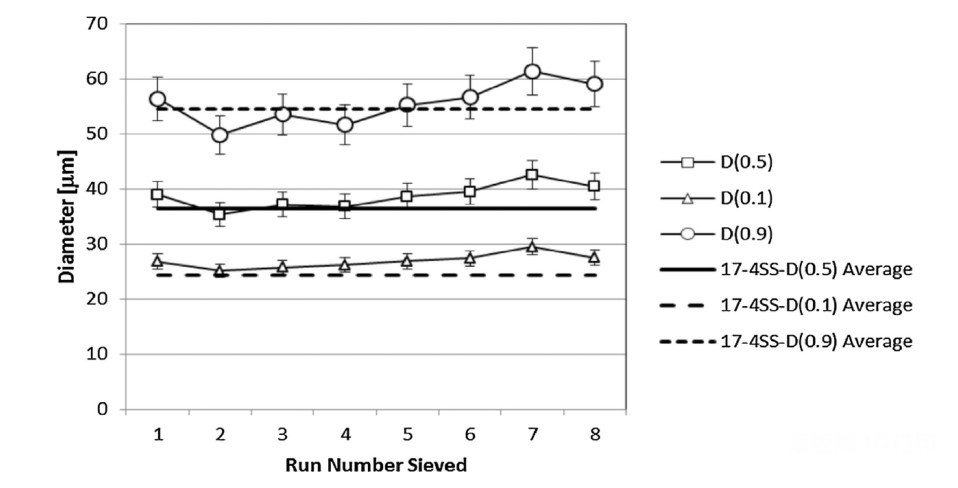
图13. D10、D50和D90随着构建运行次数的增加而增加
许多用于SLM工艺的商业原料粉末遵循高斯分布,而通过混合和筛分操作添加或去除粉末颗粒,可能会大大影响分布曲线的行为,导致产生其他的模型变体,如图14所示。在高斯(正态)分布中,模式、平均值和中位数在曲线的单一中心倾向上重合,而负偏和正偏的分布是不对称的,因为粗颗粒和细颗粒的比例分别较高。另一方面,多模态分布会在不连续的颗粒尺寸上表现出两个或多个不同的峰值,表明分布的各自模式。虽然粒度分布曲线上的特征提供了整体粉末行为的定性指示,但需要各种技术,如筛分、激光衍射和动态图像分析,以通过形状检测和粒度筛选程序来描述所测量的颗粒体积。筛分分析提供了一种简单的方法来得出PSD,方法是根据ASTM B214[72]的规定,将粉末样品按筛孔大小从大到小的顺序置入一系列堆叠的筛子中,进行机械振动。随后,每个不同的筛网(n)将保留无法进入下一个筛网(n+1)的颗粒,从而产生一个整理成PSD的颗粒尺寸谱。然而,为了产生准确的PSD结果,往往需要在相邻的网格之间设定非常窄的空间,这就产生了高成本和耗时的测量。另一方面,激光衍射法更受欢迎,因为可以在较短的时间内获得大量的测量结果,并且通过按照ASTM B822[73]进行适当的样品分散来确保可重复的结果。在测量过程中,该技术捕捉由单个粉末颗粒受电磁撞击形成的衍射射线,同时背景算法(米氏理论、弗劳恩霍夫理论等)分析并将散射图案浓缩为PSD谱[74]。尽管该过程可以为大多数基于粉末的AM工艺提供准确的PSD测量,这些工艺通常利用高度球形的粉末,但在检查不规则形状的颗粒时,会出现某些不可靠的情况。由于在颗粒分析过程中假设为完美的球体,非球形粉末的散射模式和尺寸只能是近似的[60]。尽管如此,现有的基于图像的分析工具可以通过检查按照ISO 13322[75]执行的粉末形状来克服这种挑战。高分辨率静态图像分析仪器(如Morphologi G3)捕捉到了检测到的粉末颗粒的光学图像,随后将形态指数与包含各种颗粒形状的数据库相匹配,从而得出形状属性(圆度、凸度、延伸度等)。粉末尺寸是通过将每个捕获的颗粒的投影面积转化为具有不同直径的等效球体而得出的,从而产生一个圆等效(CE)直径以及球体等效(SE)体积数字的光谱,用于PSD分析[76]。另外,研究还使用了动态图像分析(DIA)工具(如Camsizer X2),在脉冲光源和双摄像头之间建立的测量空间区域内,即时捕捉来自振动料斗的粉末颗粒的轮廓[63]。两台相机的使用有助于提高图像捕捉的准确性,因为它们分别以不同的放大率聚焦于大颗粒和小颗粒[77]。总的来说,图像分析方法可以通过直接的物理测量提供比非图像技术更高的分辨率,特别是在检查具有大量细小卫星和/或不规则颗粒的原料时,如WA等级。
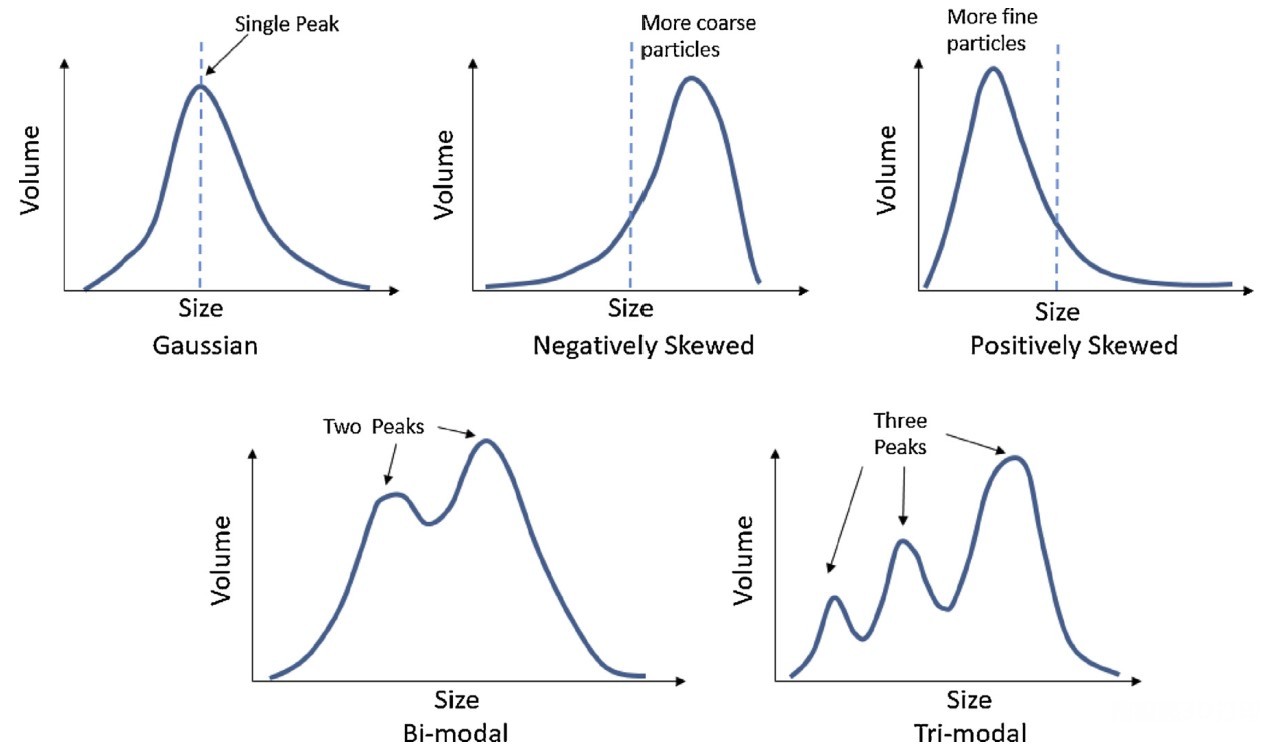
图14. 粉末粒度分布的变化。
PSD的结果通常以差值曲线的形式呈现,以区分原料的模式、平均和中值颗粒大小,并以累积图的形式确定尺寸标尺(D10、D50和D90)的体积含量。以图15为例,D10=20μm表示10%的粉末样品小于20μm;D50=45μm代表中位值,指定50%的粉末低于45μm;D90=60μm描述了90%的颗粒小于这个尺寸。此外,分布宽度可以通过中心趋势的标准偏差测量得到,而跨度(D90-D50/D10)有时被用来代表基于尺寸度量计算的高斯尺寸分布的宽度[78]。然而,在比较不同类型的尺寸分布(如高斯与多模态)时,可以采用不同的测量方法,如尺寸宽度(2.56/log10(D90/D10))[71]。通常情况下,较高的标准偏差、较大的跨度或尺寸宽度是分布较广的粉末的常见指标,反之亦然。以前也知道各种尺寸分布模型会产生不同的包装行为,从而影响传统烧结工艺中成型部件的收缩和致密化[15]。以类似的方式,粒径变化的研究可以在SLM工艺以及其他基于粉末的AM技术中得到新的关注,因为粉末尺寸特征的变化可以在整个工艺建立过程中影响材料的加工性能。现有的工作也建立了适合SLS和SLM工艺的初步粉末颗粒度要求,包括D90/D10≤19,D50/D10≥10和D90<。因此,在本综述中,尺寸指标和分布模型的表述将用于描述粉末尺寸分布对粉末和零件性能的影响。
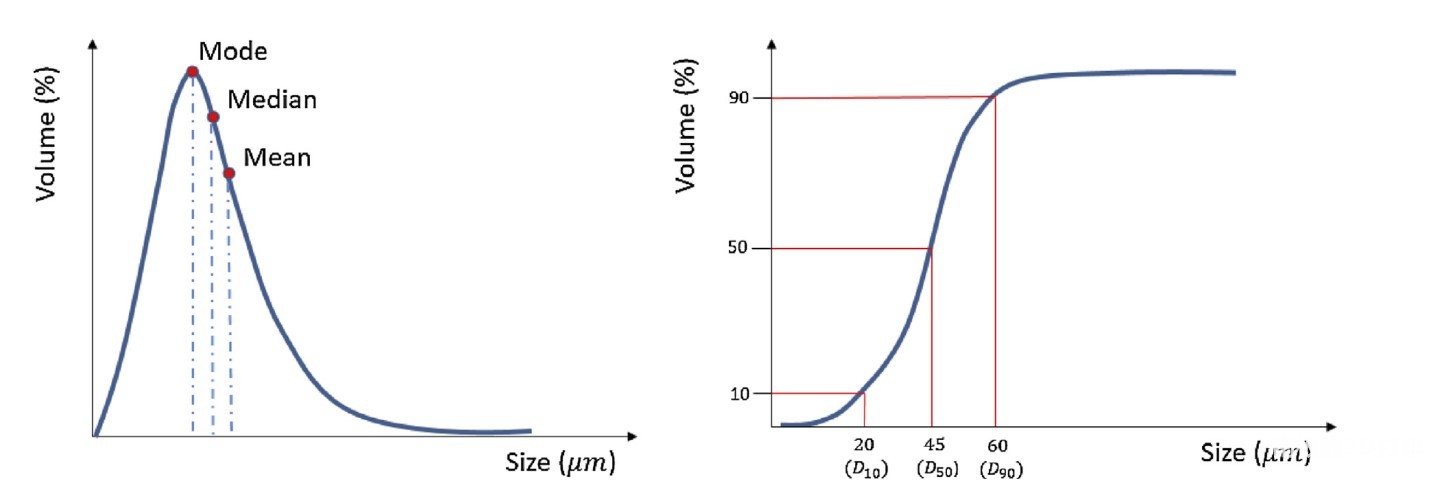
图15. 差异性(左)和累积性(右)尺寸分布。
4.3.粉末表面的化学特性
粉末污染一直是SLM的一个潜在问题,特别是在加工高活性原料如镁[80]、钛和铝合金[81]时。反应性原料长期暴露在外部环境中,间隙气体侵入以及在零件成型过程中接近热辐照,都会引发氧化反应[10,82]。氧化反应通过在粉末表面形成的氧化皮阻碍了零件的固化,这些氧化皮在熔化时进入熔池,造成不稳定,使熔池破裂成液滴,这就是前面第2.3节中提到的球化效应。此外,硬化的氧化膜也阻碍了适当的表面润湿条件,随后在形成的层上产生不良的附着力,诱发零件的多孔性[40]。另一种污染模式是指在相对较高的湿度条件下,由于水分吸附在粉末表面而形成的氢氧化物[83]。与凝固的氧化物层相比,吸附物薄膜通常是硬而脆的,它表现出粘性,由于结块的趋势增加,破坏了粉末床内的颗粒流动[84]。此外,在升高的建造室温度下,水蒸气压力的下降可能会引发氢氧化物层在结晶时产生氧化物,从而进一步减弱建造室的气氛。辐照与吸附的水层接触也会促进激光与粉末相互作用过程中水分子中氢原子的解离,从而在熔池凝固时产生夹带的气体孔隙,导致熔池溅射[10]。X射线光电子能谱(XPS)通常用于通过对粉末颗粒表面的光束探测来分析元素成分的浓度,并检测间隙包裹物的存在。化学元素的鉴定是基于通过电子在表面层(0-10纳米)受辐照激发的动能运动记录的能量峰。此外,水分分析仪可用于监测准备好的原料的湿度,如一项特殊的研究[85]所示,在SLM加工之前,对起始粉末进行预热(例如80◦C),直到达到低相对湿度水平(<<0.01%)。
基于热重法,水分分析需要在高温下干燥前后对粉末样品进行称重,同时根据重量差异计算水分含量。结合水分分析仪,可以使用湿度传感器来确保储存的粉末保持在低湿度条件下。通过包括无柄液滴法、反气相色谱法(IGC)以及原子力显微镜(AFM)等技术,研究与表面化学变化(如湿气污染)相关的粉末颗粒的表面自由能也很有用[86]。无柄液滴法使用已知表面张力的润湿液体探测粉末颗粒表面,并使用杨氏方程得出固体颗粒的表面自由能[87]。另一方面,IGC使用与Brunauer,Emmett and Teller (BET)方法概念相似的气体置换策略进行粉末表面积测量,这将在第5节进一步阐述。最后需要点明的是,原子力显微镜是一种相当昂贵的工具,但它用于药用粉末检测时已经发现随着相对湿度的增加,可以检测到更强的粘附力的存在[88]。随后,还可以使用第4.5节中发现的各种粉末流动性测量方法来描述不同湿度下的粉末内聚力程度。
尽管SLM工艺通常是在受控的惰性条件下进行的(O2<<0.15%),但氧气的吸附和夹杂仍然是不可避免的,特别是在化学反应性的粉末材料中[63]。过多的氧化物含量会导致机械性能的下降,如对结构合金的脆化[89]。除了颗粒形状不规则外,大量的表面氧化物含量也被证明会降低粉末的流动性[67]。因此,通过测量起始粉末和回收粉末之间的氧化物含量的变化来研究粉末污染对不同原料条件下产生的零件的影响是合适的。根据Strondl等人[63]的研究,回收的Ti6Al4V粉末的氧含量被发现上升到其原始成分的50%以上,这导致零件整体韧性下降14%。延展性的降低还伴随着粉末再利用后零件孔隙率从0.17%增加到0.36%。然而,在Ardila等人[65]的类似研究中,发现回收原料的氧化程度不那么严重,他们观察到受氧化的IN718粉末中的镍含量略有损失(从52.1wt.%到51.5wt.%)(参考图16)。这可能是由于使用了不同的粉末回收方法,其中[63]只在与5%的新粉末混合之前进行了筛分程序,而[65]在重新利用之前进行了额外的干燥操作。干燥步骤可能有助于去除用过的粉末中的残留水分,这也被报告为有可能减少SLM Al-12Si部件中因氧化物和氢氧化物形成的孔隙(参考图17)[90]。对Ti6Al7Nb粉末也进行了类似的表面改性方法,以改善其流动性[91]。在SLM的熔池形成过程中,也有研究尝试使用抑制剂来遏制氧化问题[31,92,93]。据报道,在铁基合金中添加磷、碳和石墨可提供脱氧效果,有助于降低熔池的表面张力,防止发生起球现象。这种脱氧处理也可以被整合到粉末回收解决方案中,并提高回收原料的质量。然而,随着复合构建周期的到来,污染的严重程度需要进一步调查,特别是当间隙攻击在高活性合金粉末中非常普遍时[94]。此外,粉末污染的风险还可能与表面积的影响有关,这取决于颗粒大小和尺寸分布,文献中对此研究较少,但应该对粉末表面的污染产生潜在影响,这将在第5节中讨论。
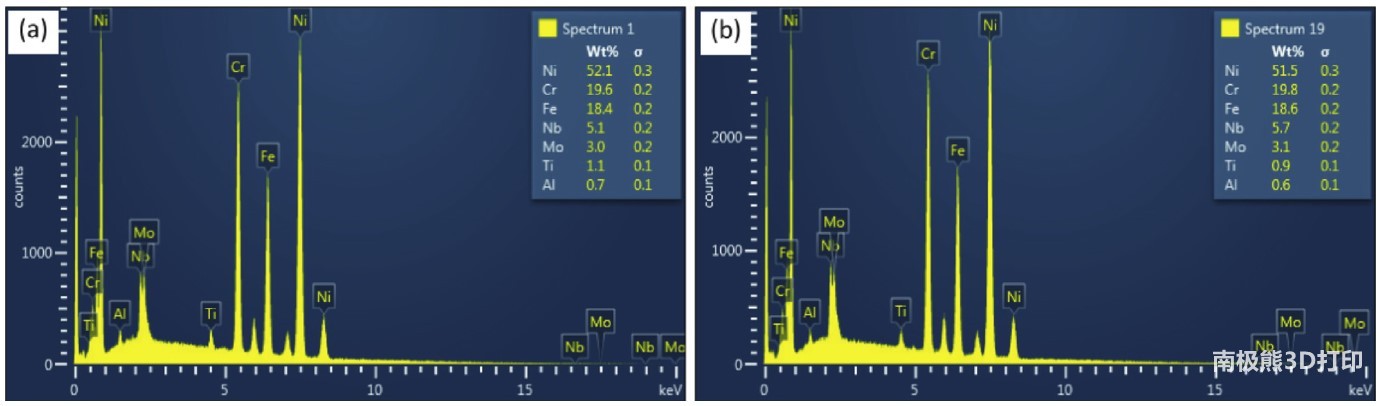
图16. 第1次构建(左)和第19次构建(右)之间的IN718粉末的化学成分差异[65]。
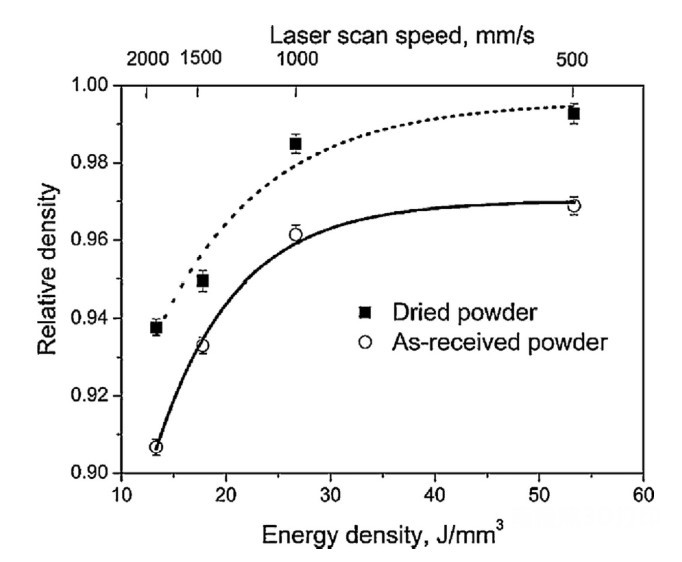
图17. 干燥的Al-Si12粉末与接收的Al-Si12粉末的对比
(责任编辑:admin)

 双组份快速固化硅胶油墨为
双组份快速固化硅胶油墨为 《AM》:4D打印温度响应颗
《AM》:4D打印温度响应颗 华中科大柳林团队:基于原
华中科大柳林团队:基于原 韩国研究人员采用磁性3D打
韩国研究人员采用磁性3D打 HHS启动临床试验:利用3D
HHS启动临床试验:利用3D 《AFM》:3D打印多尺度仿
《AFM》:3D打印多尺度仿最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


