�����ܳ���(DED)��������:�������ԡ�ȱ�ݡ���ս��Ӧ�ã�һ��(2)
ʱ�䣺2021-12-31 10:00 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
һЩ���ʱ��Ѿ�������DED���̡�ASTM 3413�г���DED���յ������ŵ�:(1)ԭ�Ϸ�Χ�㷺;(2)�ɼӹ����ֲ��ϡ����ϲ��Ϻ�FGMs;(3)�ڳ���״̬�µľ�̬�Ͷ�̬��ѧ������������pfc���������;(4)�ֲ����Կɾ͵ص���;(5)��һ̨�����ϴ�ӡȫ�������ֲ�������Ϳ�����;(6)�߳�������;(7)���ܱ�PBF����IJ���;(7)������ɶ�ͨ���ȴ�ͳ���칤�ո�;(8)������AM������ȣ���������ˮƽ(TRL)���������ˮƽ(MRL);(9)����DED��Ϊ���ʽ���������Ӽ���������(10)�����ڷ�ˮƽ������ʹ��AM;(11)��PBF��ȣ��ڼ���������ʹ�õķ�ĩ���ȸ���(�ɱ��Ͱ�ȫ���涼������);(12)���ô���˿������������Դ������ҵ�DEDϵͳ������ʵ�������������µĿռ��ӡ��
DED���մ�������ȱ��:(1)�ֲ��²�ᵼ������������Ӧ���ͱ���;(2)����ü����PBF��ȣ����Ǿ��нϵ͵�ά�ֱ���(��ʱ�Ǿ���)�����нϴ�ı��沨�ƶ�;(3)�ڴ���ϵͳ�У�����˱ȼ���PBF���ߵı���ֲڶ�;(4)����ĸ����Կ��ܻ��ܵ����ƣ���������Щֻ���������ɶȵĻ���;(5)����Ҫ���ڼӹ�;(6)��PBF��ȣ�����Ч�ʺͷ���ɻ����Խϵͣ��ر�����ӡˢ��Ϸ���ʱ��ͼ1a��ʾ�˴Ӳ�����Ƶ����ٵ�Ӧ�ã�DED�����PBF�Ĺؼ����Ƶ�ԭ��ͼ���о������漰�Ƚ��IJ������Ӧ���ڽṹ�����ܣ�������ҽѧ����ֻ������ʹ�û��ڶ���Ľ����Ͷ����AM��
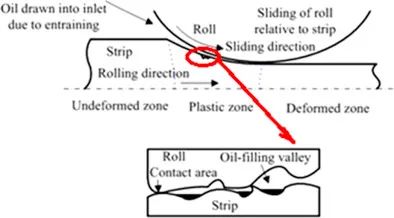
ͼA��������ʾ��ͼ���Ӵ�ϸ�ڡ�
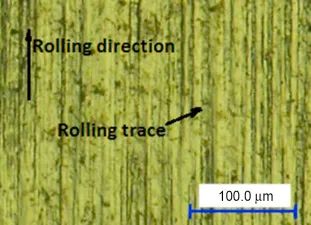
ͼB ���ƺ������������ͼ:(A)��ѹ��(B)�Ӵ������(%)��
ͼAʾ���˵���������뱻��������֮��ĽӴ������Լ�����Ĥ�����������ͼBΪ���ƺ�ı�Ƭ�������ͼ�����������Ʒ������������������ƺۼ���
DED��Ӧ��
�ڽ�����DED������ȱ��֮�����ص������DED�ںϽ���ƺͶ���Ͻṹ�����ͽṹ���졢ά��Ϳ�㷽���һЩ���к����˶���Ӧ�á�
��1990������DED������ҵ������ , ���˴�ӡ3D�ṹ�⣬����صĹ��ܻ�֧�ֶ�������Ӧ�á�ͼ2��ʾ��DED������������ͽṹ��ά��Ϳ�㷽���һЩ����Ӧ�á����͡���ֵ���������ά���ڹ�ҵ����һ�ֳ���������ͨ��ʹ�ú��ӣ�Ȼ����б���������Ȼ�������ڴ��ͺ�/��������DED�����������ṹ�����������������Ӳ��ϣ��Ծ�������δ������ʴ����ͼ2b��������ͨ����DED��ʹ�ü�������Ƶij���ͷ����ɵģ��Ի��ڱ��������CAD�ļ��������ϡ�
ͼ2
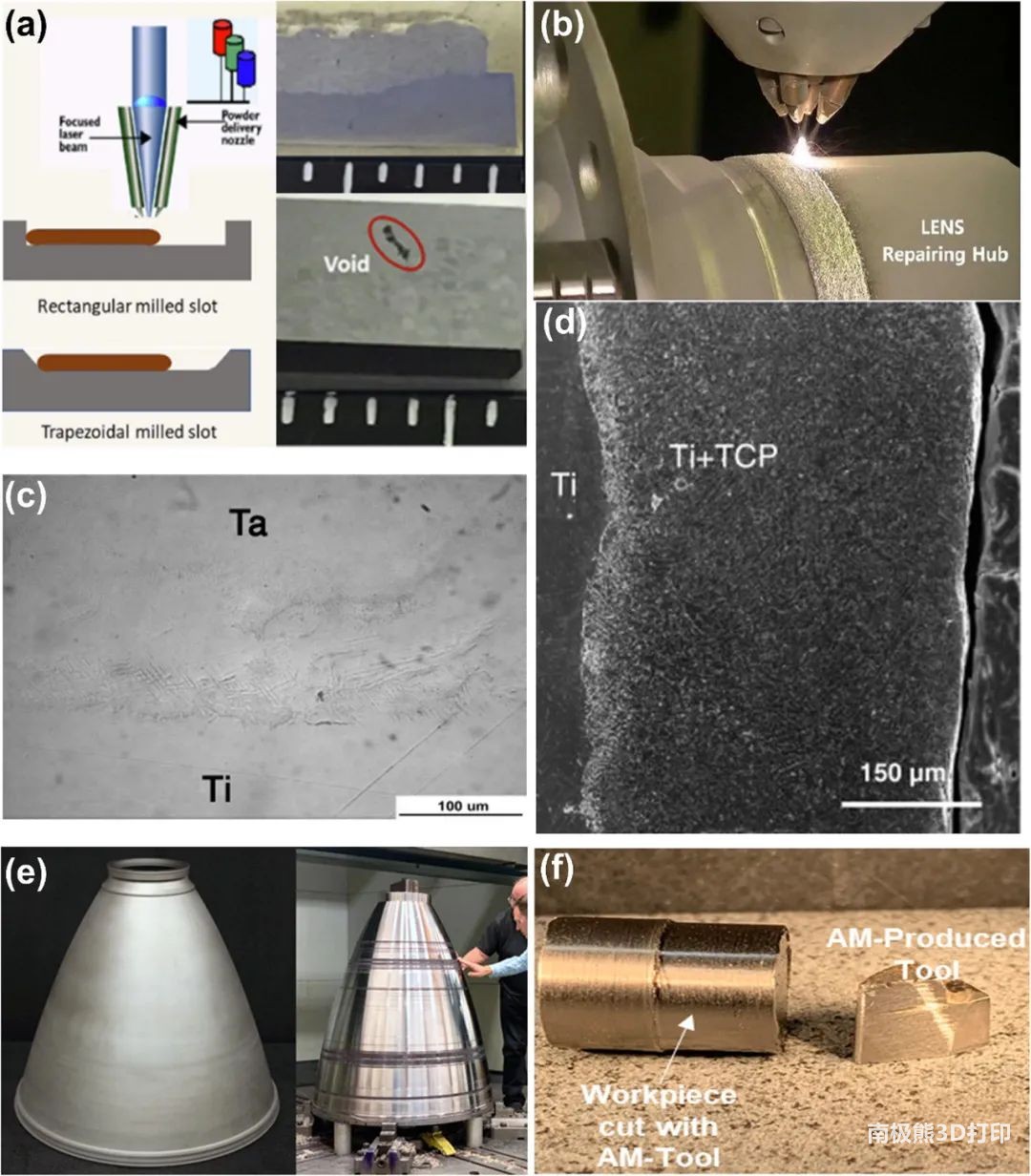
Ӧ���ڴ�����������졢ά��Ϳ�㡣(a)������ͳ������ԡ�(b)������״�ṹ��(c)���ϵ���Ϳ����������ʾ��ǿ��Ľ���Լ����ӵ�������ԡ�(d)�����ϰ�������ƣ����������ԡ�(e)Ϊ���պ�����;����Ĵ��ͻ����ܡ�(f)���ڵ��ߵ�Ӳ�ʽ���̼����Ϳ��ͽ��ʯ��ǿ�㡣
���ȣ���������ij��������������Ƚ����ĥ��Ȼ����Ŀ��λ�ó���������Ͻ����ݵĸ���Ӳ�Ȼ����²��ϡ�����DED��һ���������칤�գ����ͨ����ɢ����ɻ�����õ�ұ���ϡ�������ȴ�ٶȿ�����ݶȸߣ���ʱʹ�ú��ȴ��������Ͳ���Ӧ���������ɱ��������������Ҫ�Ĺ��ͼ2e��ʾ��������ֵİ������1.016 �ߣ�RS25�������ڳģ�����30Ӣ���ڲ�����ʹ�ü����ĩ�ɼ��ٺ��պ���Ӧ�õijɱ��ͽ������ڡ�
ʹ���κ�����AM�������������ͽ��������������ս�ԣ������ڴ�ͳ������ͨ���Ǵ��ģ�Ķಽ����̡�ͼ2a��ʾ�˸���™��������Inconel 718�������������ڲ�ȱ�ݡ��ݱ���������β���ȣ�ϳ�����βۿ�Ϊ���ṩ���õ�ȱ��������ͬʱ���ֶԽǹ���������ȴ������ʺϽ�����Ʒ��ĥ������͡�ͨ���Զ����Ƶ���������ת�ۣ������Դ����Ľṹ����ܵ��ڲ���Ҳ������360�ȷ����ϳ������ϡ�
ͼ2c��d��f��ʾ��Ӧ���ڻ�����������ܵIJ�ͬ����Ϳ�㡣��ͼ2c�У���Ϳ��ͨ��DEDͿ�������ϡ�����۵�dz��ߣ�>3000 ��C�������´�ͳ�ӹ�������ս�ԣ���Ϊ�㲻���ܲ��ó�����������ӹ�·�ߡ�Ȼ���������ռ�������������ϵ���ͣ����ʹ�û��ڼ����DED�������ۻ������⣬�Ѻ����ڸ����¾�����ȫ�Ĺ����ԡ���ˣ����ϵ���Ϳ����ͨ����������ұ���ϵ�DEDʵ�ֵġ���ͼ2d�У�CaPͿ��ͨ�����ϵ�DEDͿ��������ǿֲ���������ڵĹ����ϡ�������ñͿ�������һ�ֽ���-�մɸ��ϲ��ϣ���������ϵĴ���ñ�մ�Ϳ����ȣ�����ǿ�ȷdz��ߣ���ñ�մ�Ϳ����Ŀǰ�������������ֲ����Ľ����
Ȼ����DED�Ʊ�����-CaPͿ���봫ͳ�Ĵ�CaPͿ������������Ը���Ч��������ͬ��ͼ2f��ʾ���ý��ʯ��ĩ�ӹ���Ӳ�ʽ���̼����Ϳ�����ڵ��ߵ�Ӧ�á���ЩͿ����������ѣ����ж���ǿ���࣬��������������AM�ѵĻ�е�ӹ������á���������Ϳ�㶼��Ӧ����ͨ����ͳ��������������Ȼ����DED������֮�����ڣ����ܹ��������������Ӷ�ͨ��Ϳ�㱣�����õ�ұ����������ֳ����ض����ܡ�
ͼ3
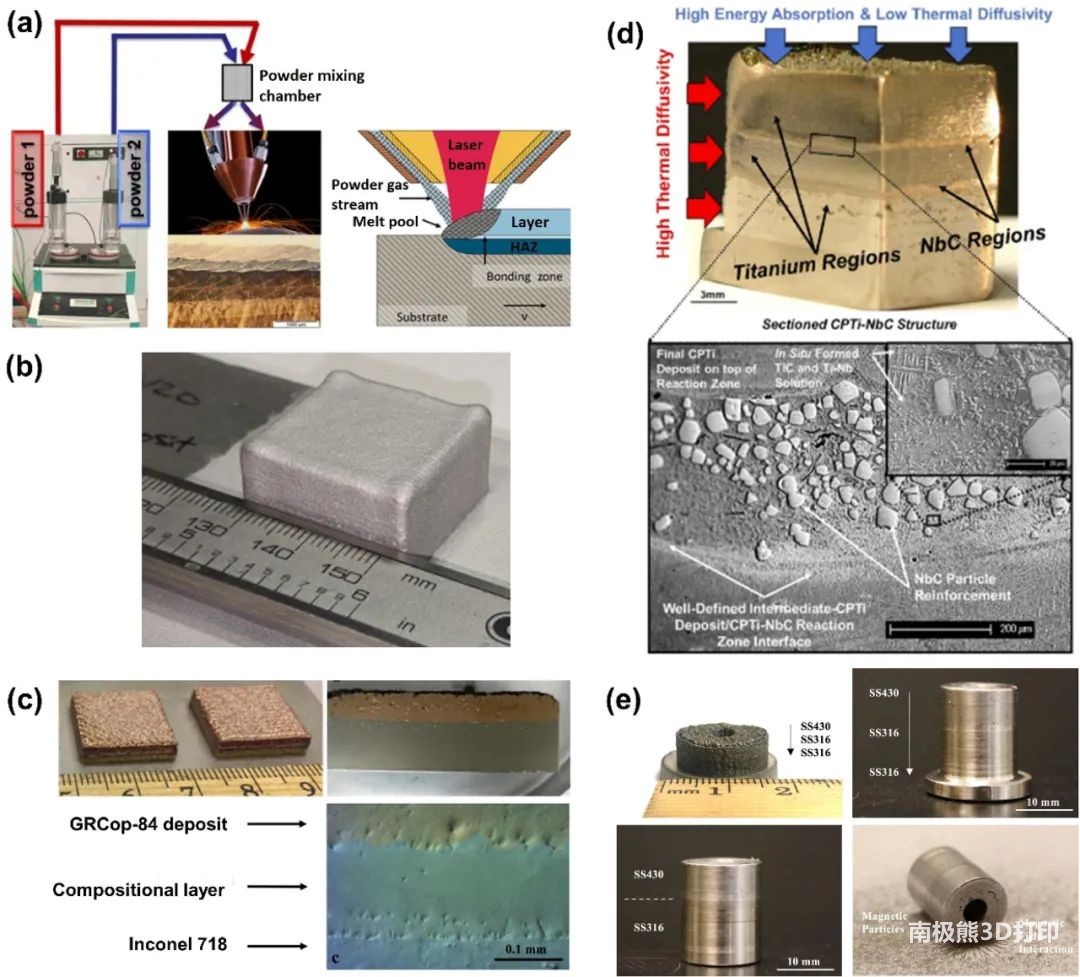
�������ںϽ���ƺͶ���Ͻṹ�е�Ӧ�á�(a)����DED�ӹ�����Ͻṹ�ĸ��(b)����ܶ�Ϊ99%�ĸ���������Ͻ���塣(c)��Inconel
718��GR-Cop84(ͭ�Ͻ�)��LENS™������˫�����ṹ��ʾ�������ڵĵ���ϵ�����ӡ�(d)���в�ͬ�������մ��������-��̼���サ��ṹ�����ڶ�����/�ṹӦ�á�(e)ʹ��LENS™������˫��������ֽṹ����ʾ������(430SS)�ͷǴ���(316SS)�ֵ���������
ͼ3��ʾ��DED���յ����������ؼ�Ӧ�������Ͻ���ƺͶ���Ͻṹ�����ô�ͳ������ƵĺϽ���Ҫ�㷺�ĸ������ܺʹ�����ԭ���ϡ�ʹ��DED���������ܿصĻ���������ϵķ�ʽ���������Ͻ��ڶ�ʱ��������ѡ����ϣ���ijɷֽ��н�һ��������ʹ�ö��϶�DEDϵͳ�ͳ����ͷ�ϵͳ����ʹ��һ����һ�IJ�����Ҳ�����ɲ�ͬ�ijɷִ�һ�˵���һ���Ƴɣ�����һ������Ķ������ɵķּ��ṹ����Щѡ��ʹ��DED����������Ϊұ��ѧ�ҵ����빤�ߣ������ṩ�ֳ��ض����ܵĽṹ��
ͼ3a��ʾ��Cr-Mo-V�ȼӹ����߸ֺ�Ni��������ʱЧ������Լ500 ��m���FGM�ṹ��ɵĿ�ļ����������(LMD)��ͼ3b��ʾ�����Ͻ���LENS™�����������һ���о�����������Mg��ѡ����������Al 5xxx�Ͻ���ӡˢ״̬�µĻ�ѧ�ɷִ�Al 5083ת��ΪAl 5754������һ�����͵���ս����Ҫ��������в�ͬ�۵�ĺϽ�Ԫ�ص�ϵͳ�м��Կ��ǡ�ͼ3c��ʾ����Inconel 718�ϳ����ĸ���Cu�Ͻ�GRCop-84���úϽ���н�ǿ��ұ����棬�Ӷ�����˸��ºϽ�ĵ����ԡ�718�Ͻ�����GRCop-84��ʹ�䵼��ϵ�������300%���ϡ�
ͼ3��ʾ�����ڶ�����/�ṹӦ�õľ��в�ͬ�������մ������-��̼���サ��ṹ�����ַ�����������ֻ����Ҫ�ĵط�������ǿ���ϵĸ��ϲ��ϣ���˾����ض��ij������ԡ�ͼ3e��ʾ��LENS™�����ֹܵijɷ֣��Ӵ��������岻���(SS) 430���Ǵ������岻���316����Щ����ͻ����һЩ���ص���������Щ�����˻���CAD�ļ���ӡһЩ3D��״�⣬DED����ƽ̨�������Ƚ����Ϸ��������������ĸı䡣
��ǰ����ս
����DED������ȫ��Χ�ڷ�չѸ�٣���Ҫʹ�ü���ƽ̨����ͨ���ԣ�����Ҫ��ע�����ѧ������ս��PBF��һ�ָ��ܻ�ӭ�Ľ���AM����ƽ̨����Ϊ���ܹ���DEDʵ�ָ��õĹ����������Ϊ������������ϸ�Ҫ��϶�������(HAM)Խ��Խ�ܻ�ӭ���ڶ�̬�ӹ�ϵͳ�У����ֻ��ӹ�ͷ���������ؼӹ��������ϡ��ڳ���������г�����ϳ�����������㹫����IJ��ֿ����������е�ӹ��IJ��֣������ǵ��͵�AM�ӹ����֡���ȻHAM�������˷ܵģ���Ϊ�����ͼӹ�������ͬһ��������ɵģ�����ʱ����Խϳ������⣬�����伸����״�����ԣ���Ҫ��ÿ��������й㷺�����ر�̺��չ滮���Ծ�����ʱ�����ͺ�ʱ�������ϡ����ָ��ӵIJ���������Ҫ����ľ��顣���⣬��HAMϵͳ�У���е�ӹ������Ľ���м���������ͷ�Ķ����ĩ��ϣ�����ÿ�ι���������������IJ�����ʧ��
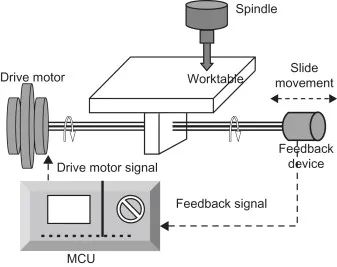
��ͼ��ʾ��CNC�����������������ɡ�����������£�һ������������������ת��ȷ�Ĵ��������������ת����������˿��ת��������˿�ܴ���ֱ����ת��������װ���ڹ���˿�ܵ���һ�ˣ���������ȷ����Ҫ�����ת���Ѿ�������
���Ƶأ����ڶ���ϲ��������ݳ���ͷ�IJ�ͬ��ͨ��20-75%�Ĵ�ɢ��ĩ��������ʵ�ʲ����У���ʣ��ķ�ĩ���ɢ�ڳ��������ϡ����ֻ�Ϸ���ķ���������൱������ս�Եģ������˷����˷Ѻ�DED�����ɱ���Ϊ�˱���������⣬��ʱ��ѡԤ��ϵķ�ĩ���������ڶ�̬��ϵ�DED�����������ռ�δʹ�õķ�ĩ���Լ�����ʼ��ĩ���˷ѡ�
���ⷽ�棬����ע���ĩ�Ŀɻ�����Ҳ��DED��һ�����⡣��ʼ�ۿ����ظ�ʹ�ö��ٴΣ��������ʷۻ�϶��ٴΣ���DED�����۵������Է�����ʲô��������Ҫ��ϸ˵���Ĺؼ����⡣ұ�����������һ����Ҫ����������Ĺؼ����أ����ƶ��������������졣����������AM����һ����DED�漰������ȴ���ʣ����ܷ�ƽ������ѧ����ض���ѧ���ơ���ˣ���ƽ������ѧ�Ƶ����ı���ͼ��DED�е����������ޡ���Ȼ�أ���ӡ����Ͻṹ������Ҫ�������Դ����飬��ȷ�����гɷֿ�����û�п��Ѻ�����ȱ�ݵ�����³����ļӹ����ڡ�
���ü�����Ͽ�ѧ���Ƚ��Ļ���ѧϰ�������ֳ���������Ӧ���Ƽ�����������������ѧ����δ�����꣬��ͬ�Ͻ�������ܽ������ڽ���ұ������ԣ�����������Ͷ�������������һЩ������DED��������ء����磬�����DED����ͷ�����������ᡣȻ��������5������������ͷ�Ļ������������������ĸ��ӽṹ������Ӽ�����״�Ŀ����ԵĿ����ԡ����Ƶأ������DEDϵͳ����500 W��1000 W�ļ�������Ϊ��Դ����Ȼ�߹��ʼ���������ӡˢ�ٶȣ����ڸ߹��ʼ�������У����ܻ��в��ֱַ��ʵ���Э�������Ȼ�������DED����ʹ�ý�����ĩ��Ϊԭ�ϲ��ϣ������˵������͵�DEDҲ���á������߱Ƚ�����ĩ���˵ö࣬���ҽ����߱ȷ�ĩ����ȫ�������״��档Ȼ�����ۻ�����˿��Ҫ���ߵļ���ʣ���ʹ����˿DEDϵͳ������
��Դ��Directed energy deposition (DED) additive manufacturing: Physicalcharacteristics, defects, challenges and applications��MaterialsToday�� https://doi.org/10.1016/j.mattod.2021.03.020
�ο����ף�J. Manyika, M. Chui, J. Bughin, R. Dobbs, P. Bisson, A. Marrs,Disruptive��Technologies: Advances that will Transform Life, Business, and theGlobal��Economy, McKinsey & Company, Washington DC, 2013.��G. Warwick,Aviat. Week Space Technol. 176 (11) (2014) 43�C44.��M. Segrest, Printbetter parts, Efficient Plant, 17 September 2018��https://www.efficientplantmag.com/2018/09/print-better-parts/(accessed 14December 2020).
(���α༭��admin)

 ���������о����棺�ѷ���
���������о����棺�ѷ��� AM Research���棺2024��
AM Research���棺2024�� �����ӡǰ�أ��µ�������
�����ӡǰ�أ��µ������� ��������ҵNobula����3D
��������ҵNobula����3D ��2033�꣬�մ�3D��ӡ�г�
��2033�꣬�մ�3D��ӡ�г� VoxelMatters���棺����Ʒ
VoxelMatters���棺����Ʒ��������
- �����������о����棺�ѷ��г����չ��
- ��AM Research���棺2024��ڶ�����3D��
- �������ӡǰ�أ��µ���������˾ Biomoti
- ����������ҵNobula����3D��ӡ������ҵ
- ����2033�꣬�մ�3D��ӡ�г���ģ���ﵽ��
- ��VoxelMatters���棺����Ʒ���������г�
- ��3D��ӡ�ݳ�Ʒ�۾���ҵ��״
- ������ҽѧ2024�ϰ���Ӫ�ճ�1.1��Ԫ����
- �����ϴ�ѧ����������NiCu/���ʯ���ϲ�
- ��������BN����3D��ӡ�е�DZ��Ӧ�ü���
 ���ϴ�ѧ��������
���ϴ�ѧ�������� ����Ӧ�ÿ�ѧ����
����Ӧ�ÿ�ѧ���� 2023������3D��ӡ
2023������3D��ӡ dz̸3D��ӡ������
dz̸3D��ӡ������ ��SmarTech������
��SmarTech������ 12λ����˹����ר
12λ����˹����ר�ȵ�����
- ��3D��ӡ��δ����2022�귢չ����
- �������ܳ���(DED)��������:�������ԡ�ȱ
- ��2023���й�3D��ӡ��ҵ��չ��״����չǰ
- ��ͼ���й�3D��ӡ��չ��״������
- ����ͨ���������3D��ӡǮ��
- ��Ϊ��LCD 3D��ӡ��������Խ��Խ�㷺��
- ��2022�й�3D��ӡ��ҵ�г���ȼ�Ͷ���о�
- ��ȫ��80�����������Ԥ��2020��3D��ӡ
- ��dz̸3D��ӡ�����ij��ֶ����������Ӱ��
- ���������������Ӳ�ճ�ԣ�ͨ�����������


