《Science》子刊:前所未有!光热控制高性能金属激光增材制造控形控性研究
时间:2021-09-28 08:24 来源:材料学网 作者:admin 阅读:次
导读:基于粉末床熔融的金属增材制造中涉及的高热梯度和复杂的熔池不稳定性通常会导致高孔隙率、较差的形态质量和较低的机械性能。与高斯光束相比,贝塞尔光束提供了前所未有的对不锈钢(ss316l)熔体时空演化的控制。贝塞尔光束的非衍射特性使
3D 打印过程中的焦平面定位具有更大的公差。我们还证明了贝塞尔光束在广泛的扫描参数空间中显著降低了形成锁孔的倾向。熔池演化和凝固动力学的高速成像揭示了一种独特的机制,即由于热梯度降低,贝塞尔光束稳定熔池湍流并增加熔池凝固时间。因此,我们观察到 3D 打印测试结构中高密度、降低的表面粗糙度和强大的拉伸性能的显著改进。
在过去的几十年里,基于激光的金属增材制造 (AM) 或三维 (3D) 打印获得了巨大的吸引力,因为它为复杂设计的快速原型制作和制造提供了一种前进的道路,具有超越传统领域的卓越机械性能制造技术。激光粉末床熔融(L-PBF)一直是金属3D打印的金标准,在扫描过程中,激光光束照射金属粉末原料床,依次熔化并形成所需形状的结构。L-PBF中使用的高激光强度(~MW/cm2)导致高凝固生长速率(R)和熔化池中大的热梯度(G)。因此,热量和质量输送机制取决于不稳定性,由复杂的熔体流动动力学和反复加热和冷却循环的累积效应,这可能会不利地导致高G/R比值也会导致柱状晶粒长大和残余应力,不利于获得各向同性力学性能。
AM的固有局限性已通过加入这种巧妙的策略作为合金设计,粉末原料工程,以及简单的机器参数优化。更直观的是,在
L-PBF
期间引发熔化的激光强度分布应该会影响熔池的空间分布,从而影响热梯度和凝固动力学。然而,加工激光束的强度分布经常被忽视,并且很少被研究,这可能是因为大多数高功率商用激光器输出
TEM 00模式,通常称为高斯光束。高斯光束的特点是在 1/e 2束腰内具有很强的强度局部化,其中包含约 86%
的入射功率。由于在紧密聚焦的区域提供高峰值强度,高斯光束诱导的熔池非常容易受到(i)
锁孔的影响,锁孔是由于熔池的蒸发和底层熔体上反冲压力的积累而发生的池,以及 (ii) 飞溅生成,即未熔化或熔化的粉末颗粒的喷射。
锁孔和飞溅都会对宏观和细观性能产生不利影响,因为它们会导致孔的形成和印刷产品的表面质量不佳。在调整热分布方面缺乏灵活性对控制由熔池流体动力学引起的其他不良影响提出了重大挑战,包括激光-物质和激光-羽流相互作用
以及孔隙率、相对密度之间的相互作用。密度和表面粗糙度。已证明打印产品的高表面粗糙度有助于显着降低疲劳寿命。
最近,激光束整形策略已用于工程光物质相互作用的背景下,以解决在金属 AM 中使用聚焦高斯光束的缺点。特别是,与高斯光束相比,逆高斯 (环形) 光束显示出在更广泛的扫描参数范围内减少飞溅产生并减少缺陷。在单道研究中,椭圆形梁轮廓显示出强烈影响凝固微观结构并增加等轴晶粒的倾向。或者,平顶梁被证明可以实现均匀的温度分布,并在中等能量密度下获得致密的结构。然而,这种从光束中心到边缘的径向强度的类似高斯和超高斯变化会在熔池中产生大的热梯度,并限制了这种光束可以有效的扫描参数空间。至关重要的是,传统的聚焦光束容易发生强衍射(扩散)。因此,由于机械定位不一致,在光束焦点处准确定位构建表面的不确定性可能非常高。此外,L-PBF
所需的高激光功率(高达千瓦)和相对较长的驻留时间相结合,通常会对光学元件产生较大的热应力,并导致诸如热透镜效应之类的不良影响,这会使强度分布扭曲构建表面或将焦点从其原始位置转移。
贝塞尔光束是一类更广泛的非衍射光束形状,对光片显微镜和光阱等多种应用至关重要。尽管可以设想和实施多种类型的非衍射和空间工程光束形状,但它们通常涉及使用多个复杂的光学元件和/或空间光调制器,这可能不适用于涉及高激光功率的应用。可以使用简单的光学元件生成零阶贝塞尔光束,而不会在商业
3D 打印机中构成实质性的可集成性挑战。――潜在地减轻由空气飞溅在 L-PBF 中引起的有害影响 (
36)。至关重要的是,尽管需要探索控制激光-材料相互作用和改善最终材料性能的方法,但对复杂非衍射光束对 L-PBF 中材料响应的影响知之甚少。
在这里,我们展示了贝塞尔光束降低了 L-PBF(SS 316L 不锈钢)期间焦平面定位的灵敏度。我们还表明,贝塞尔光束产生的熔池具有更大的纵横比(更窄和更深),并且在广泛的参数空间中显着降低了锁孔模式熔化的倾向。此外,我们证明了贝塞尔光束可以通过在更宽的参数空间上产生更密集且几乎无缺陷的结构来显着优于高斯光束。我们还对熔池动力学进行了高速成像,发现贝塞尔光束稳定了熔池湍流,增加了凝固时间,并减少了飞溅的产生。我们的实验结果得到了模拟的支持G
- R图和成核机制,由集成的高保真功率尺度元胞自动机模型完成。相关研究成果以题“Nondiffractivebeam shaping for
enhanced optothermal control in metal additive
manufacturing”发表在国际著名期刊ScienceAdvances上。
论文链接:https://www.science.org/doi/10.1126/sciadv.abg9358
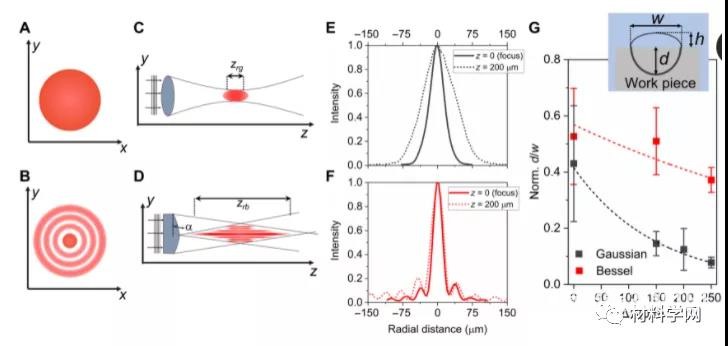
图1。高斯和贝塞尔光束形状的强度分布示意图。
(
A ) 高斯和 ( B ) 径向(x - y平面)零阶贝塞尔光束轮廓的示意图。( C和D ) 分别代表典型高斯光束和贝塞尔光束的轴向 (
z轴) 传播和聚焦特性的漫画,表明贝塞尔光束 ( z rb )的瑞利范围明显大于高斯光束 ( z rg
))。(Ë和˚F)径向强度分布的代表性线剖面(沿X在焦点实验测量轴线)(Ž= 0,实线)和高斯光束和贝塞尔光束分别离焦点 200
μm(虚线)。( G ) 熔池纵横比 ( d / w ),其中d和w是熔池深度和宽度,作为散焦距离 (Δ z
)的函数,由贝塞尔(红色)和高斯光束(灰色)引起. 实心标记代表在散焦范围内标准化为各自最大值的d / w平均值。误差线表示
SD,虚线是对数据点的指数拟合。典型熔池示意图和相应尺寸(d、w和高度h ) 显示在 (G) 的插图中。
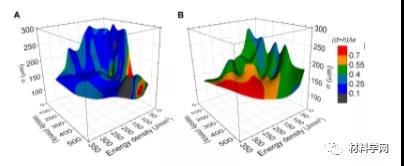
图2。光束整形对熔池尺寸的影响。熔池的总尺寸 [( d + h )/ w
]――根据横截面扫描电子显微镜图像进行评估,绘制为输入工艺参数速度 ( v )、光束直径 (σ) 和体积能量密度的函数( Q ) 对于 ( A )
高斯光束和( B ) 贝塞尔光束生成的单轨。此图中的工艺参数限制为P = 250 至 450 W、v < 500 mm/s、Q <
350 J/mm 3和 σ ~ 100 至 300 μm(用于高斯光束实验)和 σ ~ 140 至 300 μm 为贝塞尔光束。
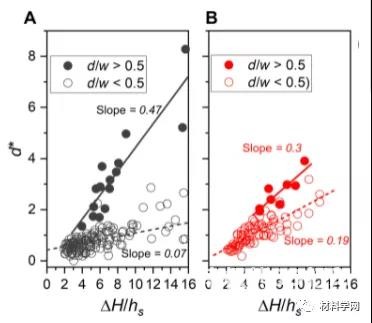
图3。作为能量密度函数的标准化熔池深度。归一化熔池深度 ( d* = 熔池深度/光束半径)
作为无量纲能量密度 Δ H / h s的函数,使用 ( A ) 高斯光束和 ( B ) 贝塞尔光束照明获得。这些点通过熔池纵横比 ( d / w
) 是小于 0.5(空心标记)还是大于 0.5(实心标记)来分隔。扫描参数为P = 150 至 550 W,v< 1100 mm/s,σ
= 90 至 280 μm。
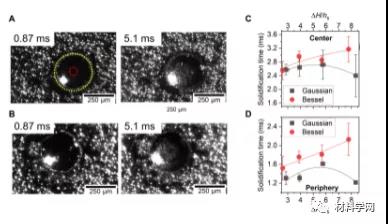
图 4。静态熔池的高速成像。由静止 (A ) 高斯光束和 ( B )
贝塞尔光束引起的熔池的高速快照,照明时间 = 5 ms。快照是在激光关闭后 0.87 毫秒(左图,凝固过程中)和 5.1
毫秒(右图,完全凝固后)拍摄的。熔池的中心和外围分别用红色和黄色圆圈表示。在波动熔池的 ( C ) 中心和 ( D )
边缘评估高斯和贝塞尔光束照明的凝固时间。凝固时间定义为熔池振荡完全停止的时间相对于照明激光曝光关闭的时间。
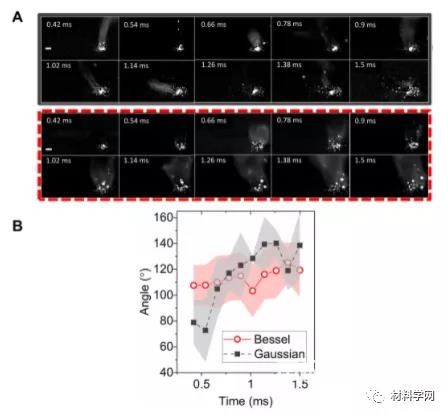
图 5。传播熔池的高速成像。(A)在高斯(顶部,灰色边框)和贝塞尔(底部,红色虚线边框)。( B
) 熔池蒸气相对于水平面(平行于构建表面的方向)的角度作为时间的函数,从单道扫描期间熔池传播的侧视高速成像快照评估在 SS 316L
粉床上。阴影误差条代表数据的 SD。
图 6(C 和 D)显示了从真实应力-应变曲线中提取的屈服应力 (YS) 和均匀伸长率 (UE) 值(每个梁形状进行八次拉伸试验,载荷沿构建轴施加),作为函数能量密度。作为能量密度的函数的极限抗拉强度和破坏总应变的相应图,以及原始应力-应变曲线,如图
1 和图 2 所示。分别为 S10 和 S11。请注意,仅选择了导致密度 > 98% 的扫描参数,并且能量密度范围限于 Δ H / h s
~ 5 至 7.5(参见材料和方法)。贝塞尔梁(图 6D)的强度和延展性与高斯梁(图
6C)的强度和延展性相当)。然而,作为能量密度函数的强度和延展性的趋势对于两条梁是不同的。从图 6C可以看出,高斯结构的强度和延展性随 Δ H /
h s下降> 5,这也对应于密度缓慢下降的阈值(图
S7)。显然,即使在非常高的能量密度值下,由于减少了钥匙孔的倾向,用贝塞尔束打印的零件也不太容易受到汽化引起的机械性能退化的影响。用两种光束形状打印的立方体的电子背散射衍射
(EBSD) 图中的晶粒尺寸分析表明,尽管滤掉了大晶粒(晶粒纵横比 >0.4),但晶粒尺寸或纹理没有显着差异(图
S12)并且仅分析那些直径限制在 <15 μm 的晶粒显示使用 Bessel 光束的平均晶粒直径减少了 30%。
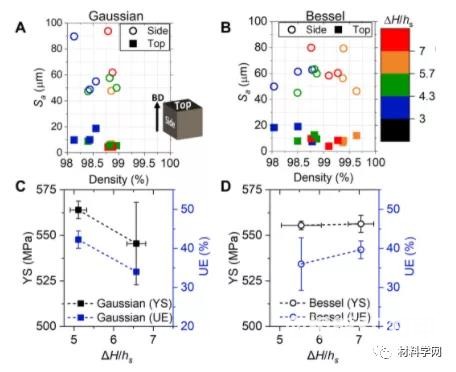
图 6。光束整形对机械性能的影响。用( A ) 高斯和 ( B )
贝塞尔光束照明打印的立方体的平均表面粗糙度值 ( S a ) ,作为使用阿基米德方法测量的各自相对密度的函数。数据点颜色映射到入射能量密度 (Δ
H / h s ) 值。BD 表示原理图中的构建方向。使用 ( C ) 高斯和 ( D ) 贝塞尔光束打印的狗骨试样的测量屈服应力
(YS)(黑色标记)和均匀伸长率(UE)(蓝色标记)。误差棒代表数据的 SD。
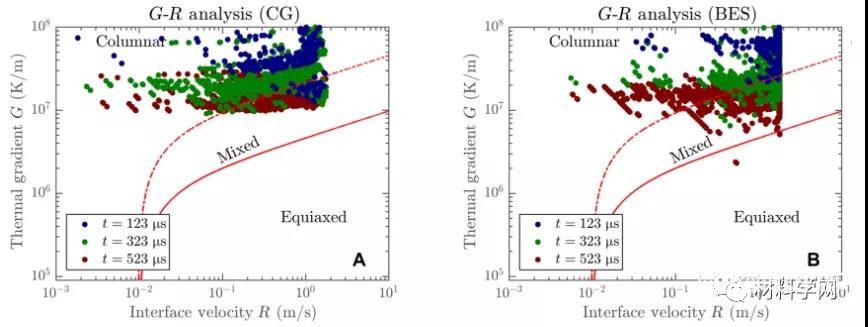
图 7。两种光束形状的G - R凝固图。( A ) 高斯 (CG) 和 ( B) 贝塞尔
(BES) 光束的热梯度 ( G ) 与固/液界面速度 ( R ) 的时间演变。叠加参考凝固图使用 Hunt 模型计算,成核密度为N 0 =
10 × 10 15 m -3且临界过冷度为 Δ T N = 10 K。加工参数为功率 = 300 W 和扫描速度 = 1.8多发性硬化症。
(责任编辑:admin)

 2024年Q4 Xometry3D打印市
2024年Q4 Xometry3D打印市 AI 时代:3D打印行业的变
AI 时代:3D打印行业的变 计划2028年达成15条产线,
计划2028年达成15条产线, Phase3D与TNSC联手重塑日
Phase3D与TNSC联手重塑日 Velo3D在战略评估后,新任
Velo3D在战略评估后,新任 入门级爆发,工业级“降温
入门级爆发,工业级“降温最新内容
 中南大学在增材制
中南大学在增材制 美国应用科学技术
美国应用科学技术 2023年美国3D打印
2023年美国3D打印 浅谈3D打印技术的
浅谈3D打印技术的 据SmarTech评估,
据SmarTech评估, 12位福布斯技术专
12位福布斯技术专热点内容


