纺织品的增材制造―3D打印到4D打印的创新研究
时间:2024-11-07 08:53 来源:南极熊 作者:admin 阅读:次
来 源:《丝绸》2024年 第61卷10期
作 者: 李 帅
作者简介: 李帅(1989—),女,博士研究生,讲师,主要从事智能服装与3D打印、民族服饰文化的研究。
纺织品涉及日常生活的方方面面,从日常服装到家用纺织品,从医疗卫生用品的防护服到载人飞船中的舱内航天服。纺织品从满足人类的基本需求起步,并且不断发展,纺织产业持续发展的重要驱动之一就是对提升纺织品功能的不懈追求。无论是普通纺织品或是智能纺织品,都是具有独特的物理、化学和力学性能的组合,兼具许多共同的属性,如柔韧性、透气性、吸湿性和耐磨性等。因此,开发新的纺织品制造方法所面临的主要挑战是如何确保制造出的纺织品具备基本的“纺织品”特性。增材制造作为一种先进的制造手段,与纺织品的融合最早可以追溯到20世纪末期,起初处于试验阶段,主要用于原型制作。近年来,纺织品增材制造开始应用于时尚领域的小批量制造,如高端运动鞋、定制化服装等。随着新技术和新材料的发展,纺织品增材制造的应用领域正在不断扩大,涉及生物医学、软机器人、航空航天、军事等众多领域。
纺织品的增材制造是指使用增材制造技术与材料来制造纺织品结构或者与纺织品结合制造新产品[1]。与传统的等材制造和减材制造不同,增材制造是通过计算机创建三维数字模型,再对数字模型进行分层切片处理,然后打印设备逐层将粉末、长丝或液体等各种形态的材料堆叠形成三维实物[2]。在纺织领域使用增材制造技术具有诸多优势,相较于传统纺织品制造中多台机器、多道工序的繁复流程,增材制造可以实现纺织品的一次性成形,从而大幅提高生产效率和资源利用率。它还可以根据用户的需求进行定制化生产,为用户提供更符合个人需求的纺织品。另外,增材制造使用的材料类型丰富多彩,设计人员可以根据所需的产品,选择合适的打印设备和打印材料快速制作出各种复杂结构的纺织品,从而为纺织品的创新设计提供更多的可能性。增材制造技术早期多用于制造普通纺织品,通常以模仿传统纺织品结构或形态为主。随着打印技术和智能材料的研发与应用,增材制造也逐步向智能纺织品领域拓展。纺织品增材制造作为一个重要的研究领域,它推动着传统纺织品行业向高端化、智能化方向发展,同时提高了行业的竞争能力和创新能力。本文简要概述了3D打印到4D打印的演进,并对纺织品增材制造的技术类型与材料、工艺流程进行了归纳与总结,进一步探讨了纺织品增材制造的设计与制作思路,旨在为纺织品的高效制造与多元创新提供参考。
1 3D打印到4D打印的演进
增材制造主要以3D打印技术的应用为主,所以现在普遍将增材制造叫作3D打印,实际上3D打印只是增材制造众多技术中的一种类型。3D打印技术早在19世纪末期就已经产生了思想的萌芽,直到20世纪80年代各类主流技术才逐步出现。1986年,Chuck Hull发明了光固化立体成形(Stereo Lithography Appearance,SLA)技术,这是一种利用激光凝固液态光聚合物逐层创建三维物体的技术,它的出现为增材制造奠定了技术基础[3]。1992年,Carl Deckard开发了选择性激光烧结(Selective Laser Sintering,SLS)技术,该技术采用激光将粉末材料熔合在一起,从而制造出三维物体[4]。SLS技术拓宽了增材制造的应用范畴,使其涵盖了更广泛的材料。1993年,Scott Crump发明了熔融沉积成形(Fused Deposition Modeling,FDM)技术,这是一种通过逐层挤出热塑性材料来制造三维物体的技术[5]。1995年,Z Corporation推出了第一台商用3D打印机ZPrinter[6-7],它将3D打印带入了商业领域。2000年以后,3D打印技术开始在制造业中蓬勃发展[8]。最初的应用仅限于工业领域的快速原型制作[9]。随着打印技术与打印材料的快速发展,3D打印已经扩散到几乎所有的制造业[10]。
2010年以来,3D打印技术与纺织业的结合开始受到广泛关注。3D打印纺织品的应用主要分为两大类。第一类是纺织品制备成形一体化,研究人员在计算机软件上设计纺织品结构,然后选择常规聚合物材料,并设置打印过程中的相关工艺参数,以实现纺织品制件从设计到实体的制备成形一体化。如Beecroft[11]使用SLS技术打印锦纶粉末(Nylon PA12)制造了纱线弯曲成圈相互串套的针织织物。它表现出与传统针织织物一样的柔韧性和延展性,同时也兼具了锦纶材料的力学性能,这类通过增材制造制备的普通纺织品是形状、性能均稳定的结构制件。第二类是纺织品材料与结构一体化。传统的制造方式通常需要将不同的材料和部件组合在一起形成最终的产品,而增材制造技术可以直接将材料打印成所需的形状,从而实现材料与结构的一体化。如美国亚利桑那大学电子及计算机工程学系辛皓教授曾利用3D打印技术制作隐形斗篷。隐形斗篷通过做出类似超材料微观组织结构的变化,使光投射到它表面不反射、不折射、不透射,导致人类视觉无法看到它,以达到隐形的效果。增材制造制备的这类纺织品叫做功能制件,它的形状、性能和功能永远是稳定的。
4D打印概念最早由Tibbits提出[12],与3D打印技术密切相关。3D打印和4D打印可以看作是在增材制造领域中的不同阶段或进化,如图1所示。3D打印是在三维空间中创建静态的物体,而4D打印则在三维空间的基础上增加了时间维度,并使用具有响应性的材料或结构,使制件能够在特定条件下发生形状变化或执行特定功能。这种形状变化可以通过温度、压力、电流、光照、湿度等外部刺激或内部预设的机制来触发。4D打印的目标是制造更智能、自适应和多功能的物体。因此,通过4D打印出来的物体属于智能制件,它的形状、性能和功能会随着时间的变化发生可控变化。同样是在纺织品领域得到应用的先进制造技术,3D打印纺织品与4D打印纺织品不同,3D打印是先对纺织品结构与形态进行数字化建模,而后选择合适的打印技术和材料进行实体打印。但是4D打印是把纺织品设计与智能材料相结合,所打印的微结构可以在特定时间和激活条件下根据预先设计的轨迹进行大小、形状或功能的变化[13]。这种动态变化的成功开发主要取决于增材制造技术、智能材料、刺激因素、相互作用机制和数学建模[14]。其中智能材料及其对特定外部刺激的稳健响应是推进4D打印技术的关键参数。选择合适的4D打印材料基于3个原则,包括可打印性、对刺激因素的快速反应和特定领域的共同要求,如生物医学应用的生物相容性[15-17]。因此,目前可用于4D打印纺织品的材料包括形状记忆聚合物、形状记忆合金、液晶弹性体和水凝胶等[18-20]。4D打印结构的刺激驱动变形主要分为外部刺激和内部刺两种。外部刺激包括湿度、温度、光、电场和磁场,而内部刺激主要是细胞牵引力[21]。尽管4D打印技术还处于发展初期,但它已经在纺织品领域展现出巨大的应用潜力。

2 纺织品增材制造的技术类型及材料
不同的增材制造技术会使用不同的打印材料和凝结方式,但基本的成形原理都是相同的。3D打印纺织品通常需要使用柔性材料,以及能实现高精度和高分辨率打印的设备,以打印出具有纺织品基本特征的制件。因此,纺织品基本特征对3D打印的技术类型提出了具体的要求,如打印质量、打印速度、材料选择、后期处理等。4D打印技术主要采用3D打印设备,但并不是每一种3D打印技术都适用于4D打印纺织品。这是因为技术类型对于打印材料的功能特性和打印结构所需的驱动性质至关重要。因此,目前较多用于3D打印和4D打印纺织品的增材制造成形方式主要有材料挤出成形、光固化成形、喷射式成形、粉末床熔融成形。
材料挤出成形是一种将材料通过加热喷嘴挤出,并按照预设的路径逐层堆叠来创建物体的增材制造过程。由于适用材料体系多,材料挤出的实现方式多,所以材料挤出成形技术类型多种多样,而FDM是此类技术的典型代表,常用于纺织品增材制造,如图2(a)所示。FDM整体系统构造原理简单,打印过程易于操作,并且通过采用水溶性材料打印支撑结构的方法,使得后处理工序简化。由于FDM采用热熔挤压头而不是激光器这类的贵重金属元件,因此设备造价与维护费用也较低。然而,这种打印技术也有缺点,如成形表面粗糙、打印垂直角度的强度较差等。FDM设备的基本原理决定了该技术打印丝状材料,常用于日常纺织品制造的材料类型以热塑性聚合物为主,包括丙烯腈-丁二烯-苯乙烯共聚物(Acrylonitrile Butadiene Styrene,ABS)、聚碳酸酯(Polycarbonate,PC)、聚乳酸(Polylactic Acid,PLA)、热塑性聚氨酯弹性体(Thermoplastic Polyurethane,TPU)和聚酰胺(Polyamide,PA)等。热塑性聚合物材料除了可以直接用于FDM打印纺织品外,还可以将金属颗粒、碳纳米管、石墨烯、羊毛、麻纤维等纳米材料或天然纤维材料添加到聚合物材料中,形成具有优异性能的高性能复合材料,用以制造具有特殊属性的纺织品。直接墨水书写(Direct Ink Writing,DIW)为FDM打印技术的代替品,打印原理与FDM工艺类似。它通过计算机控制机器来移动装满打印墨水的分配器,逐层构建微结构,如图2(b)所示。但DIW与FDM也有不同,不同之处在于墨水离开喷嘴时通过墨水的流变特性而不是干燥或固化来构建物体的形状和结构。DIW可以兼容多种类型的聚合物材料,如打印热敏聚合物、光敏聚合物和生物相容性聚合物等功能性聚合物材料可用于制造智能纺织品[22]。热敏聚合物和光敏聚合物分别具有温度响应性和光响应性,在特定条件下可以发生形变或其他反应。而生物相容性聚合物是一类在与生物系统(如人体组织和细胞)接触时不会引起不良反应(如毒性、炎症或免疫排斥反应)的聚合物材料[23],如聚乳酸-乙醇酸共聚物(Polylactic-co-Glycolic Acid,PLGA)是由乳酸和乙醇酸共聚而成的可降解聚合物,可用于手术缝合线、药物释放系统和组织工程支架[24-25]。

光固化成形基于光敏材料的光聚合原理,通过逐层光照固化的方式来构建实体。光固化成形的基本原理是使用能量光源,利用光敏材料受光照硬化的特点,使其能够快速固化成形。常应用于纺织品制造的光固化技术类型有SLA和数字光处理技术(Digital Light Processing,DLP)。SLA是应用最为广泛,也是最成熟的一种增材制造技术。它利用激光或紫外光按预先设定的切层信息选择性地固化液态材料,从而形成制件的一个固体薄面,然后工作台下降一个层厚,液槽内重新涂覆一层材料,再次进行固化,如此循环往复,直至整个制件打印完成,如图2(c)所示。SLA技术打印速度较快,可以实现非常高的精度,适用于制造复杂的形状和细小的结构,而且使用SLA技术打印出来的制件表面质量高。但SLA设备和材料的成本较高,在打印完成后,制件还需要进行后处理,以去除制件表面未固化的材料及提高制件的强度和耐久性。SLA制备纺织品选用的材料以光敏性液体材料为主,在打印前应充分考虑打印材料的适用性。如光敏树脂作为SLA打印纺织品的常用材料,具有高精度、快速固化、适合复杂结构和精细部件制造等优点,但同时也有材料成本较高、耐久性相对较弱、对存储环境要求严格等缺点,这些材料特性直接影响着纺织品的精度、质量和力学性能。除此之外,SLA还可以打印具有高韧性和复杂结构的水凝胶,已有相关研究证明高性能的水凝胶在柔性可穿戴传感器中具有巨大的应用潜力[26]。DLP和SLA都是基于光固化原理的增材制造技术,它们的区别在于光源的不同。SLA使用激光作为光源,通过扫描光束来逐点固化树脂,而DLP使用高分辨率的数字光处理器投影仪来逐层固化,每一层都是使用选择性遮罩的光源一次性曝光,如图2(d)所示。DLP可以打印聚乙二醇二丙烯酸酯(PEGDA)、丙烯酸叔丁酯(TBA)和二丙烯酸乙二醇酯(DEGDA)、聚己内酯(PCL)/脲基嘧啶酮(UPy)等材料制备具有良好的形状记忆和自愈合性能的智能纺织品[27-29]。需要注意的是,在DLP打印智能纺织品的过程中,紫外光照射时吸收的紫外光能量与光固化材料固化厚度之间的关系是非常重要的参数。
喷射式成形按照材料的物理形态不同可分为粉末喷射和液体喷射两种,它们的区别主要在于喷射材料和喷射原理。纺织品领域应用的喷射式成形技术类型包括黏结剂喷射(Binder Jetting,BJ)和聚合物喷射(PolyJet)。BJ是一种将黏合剂选择性喷射到粉末床上,将材料黏合在一起形成立体物体的过程,如图2(e)所示。它利用热熔胶、水性胶、UV固化胶等黏结剂,黏结包括铝合金、钛合金、碳化硅、聚酰胺、聚乙烯醇、聚碳酸酯等粉末材料以制造三维制件。对于不与粉末材料发生反应的黏结剂,可以通过加入具有黏结作用的物质来实现黏结效果,如聚乙烯醇缩丁醛树脂、聚氯乙烯、聚碳硅烷、聚乙烯吡咯烷酮及其他一些高分子树脂等[30]。
在打印过程中,BJ不需要额外打印支撑结构,可以通过未黏结的粉末材料来支撑悬空结构,减少了支撑材料去除对结构复杂度的限制,这意味着BJ为制件的结构设计提供了更大的自由度。当打印完成后,需要一些后续处理措施来达到加强制件成形强度及延长保存时间的目的,主要包括静置、强制固化、去粉、包覆等[30]。BJ适用于大尺寸和大规模的生产,可以高效生产大批量的纺织品,有效提高了制造效率。但相较于其他增材制造技术而言,BJ在打印材料类型和制件成形的初始密度等方面存在一定的局限性。PolyJet和BJ是两种不同的增材制造技术,PolyJet打印系统主要由紫外线光源、打印部件、材料容器和构建平台等组成。打印过程需先将液态材料加热到最佳的挤出与成形黏度,而后喷头将液态材料的微小液滴以一定的响应率和速度喷射到指定位置,然后紫外光固化沉积液态材料以形成三维实体,如图2(f)所示。PolyJet技术能够混合多种材料,创建具有渐变性质或复合性能的打印制件。如可以混合柔性和刚性材料,制造具有特定触感和力学性能的纺织品。PolyJet还可以在同一打印过程中实现颜色和材料的多样化,制造具有复杂颜色和纹理的纺织品。虽然PolyJet打印纺织品在高精度、多材料和多色彩打印方面具有优势,但材料成本较高、打印尺寸有限和需要后处理等是需要考虑的限制因素。
粉末床熔融成形的典型技术是SLS。它是一种利用激光与粉体交互作用并逐层堆积成形的增材制造技术。SLS成形原理是首先在打印平台上铺设一层薄薄的粉末材料,然后通过激光束的照射,将粉末材料局部加热至熔点以上,使其熔化并与下方的固体层黏结在一起。接着打印平台下降一层,再次铺设一层粉末材料,并重复上述加热和黏结的过程。通过逐层叠加和熔化粉末材料,最终形成所需的物体,如图2(g)所示。SLS打印纺织品的过程主要分为预热、成形和冷却3个阶段[31]。在打印开始之前,需对成形腔内的粉末材料进行预热,然后将预热温度下的粉末进行循环铺设与激光扫描的周期性过程,打印结束后,必须在粉末床完全冷却后才能将制件取出。SLS技术可打印高分子、金属、复合材料等多种粉末材料,成形速度快[32]。其中尼龙及其复合材料是最常用的SLS打印纺织品的材料。它具有良好的强度、耐磨性和柔韧性,适合制作服装、鞋类和其他纺织产品。此外,SLS还可以打印TPU和热塑性弹性体等弹性材料,这些材料具有良好的柔韧性和耐磨性,打印出来的纺织品舒适性和柔软性较好。另外,SLS打印纺织品不需要额外的支撑结构、支持打印复杂的形状、能实现相对较高的精度和分辨率、而且几乎没有废料产生,有助于减少材料浪费。尽管SLS打印纺织品的优势非常明显,但仍存在一定的局限,如SLS打印的纺织品表面比较粗糙,需要后期精加工来提高表面质量。适合SLS打印的弹性材料种类也相对有限,限制了纺织品的多样性和功能性。而且SLS打印设备和材料的成本较高,增加了纺织品制造的总成本。对比某些其他增材制造技术,SLS的打印速度可能相对较慢,尤其是对于大型和复杂的制件。在选择使用SLS打印纺织品时,应综合考虑这些优势和劣势,权衡其适用性和成本,具体取决于特定应用的需求和制造目标。
3 纺织品增材制造的工艺流程
增材制造的基本原则和主要特点,包括逐层制造、数字化设计、材料多样性、减少浪费、定制和个性化、快速原型设计、后处理要求、设备和工艺优化[33]。增材制造是自下而上逐层制造物体,这与传统纺织品制造有着本质区别。这种方法可以制造出复杂的形状和特殊的结构,而这种复杂性和特殊性可能是传统的制造方法无法实现的,或者制造成本非常高昂。增材制造以数字3D模型为起点,通常是在计算机辅助设计(Computer-Aided Design,CAD)软件中创建,然后将其切成薄层进行打印。数字化设计允许对模型进行快速修改并直接输入3D打印机,从而简化了从设计到生产的流程。由于增材制造是添加材料而不是去除,因此与传统制造工艺相比,浪费明显减少。这不仅能降低材料成本,还能最大限度地减少对环境的影响,符合可持续发展的生产方式。除此之外,许多增材制造的物体都需要后处理步骤,如去除支撑物、表面精加工和热处理,以达到所需的力学性能或美观效果。掌握增材制造的基本原则和主要特点对于利用该技术进行纺织品制造至关重要。
增材制造与纺织品的融合不仅改变了制造方式,还重塑了产品从设计、生产到消亡的整个生命周期。基于增材制造的基本原则和主要特点,纺织品增材制造的流程可分为7个关键步骤,包括创建CAD模型、处理模型、打印前准备、打印模型、取出打印制件、后期处理、应用[34],如图3所示。在进行纺织品设计之前首先需要明确设计目标,然后以设计目标为依据,使用CAD软件创建纺织品三维数字模型,并将构建好的数字模型转换为适用于增材制造打印机的STL文件格式,并进行必要的调整和设置。这些参数设备包括弦高(影响表面平滑度)、偏差(影响精度)、角度公差(影响平滑度)、多边形数量(影响细节)、网格质量(影响整体网格完整性)、文件大小(影响传输和处理速度)和切片设置(打印机专用指令)[33]。生成STL文件的参数通常手动配置,在某些先进的增材制造系统中,这些参数还可以根据材料和目标自动优化。完成了数字模型可打印处理后,将STL文件添加到打印设备中,根据设计目标选择合适的打印设备与材料,开始纺织品的成形加工过程。为了使打印制件满足预期目标,有些参数需要在打印过程中对打印机进行设置,如在PET织物表面沉积TPU材料时,为了增强两种材料之间的黏附性,需要分别设置首层的打印参数及其余层的打印参数,相关参数设置包括打印速度(首层10 mm/s、其余层30 mm/s)、挤出温度(首层235 ℃、其余层215 ℃)、填充密度(首层100%、其余层50%)、挤出倍率(首层100%、其余层90%)[35]。部分打印技术需要利用支撑来支持打印物体中的空隙结构或悬空结构,打印完成后,这类支撑材料需要被移除[36],如不需要拆除多余支撑,则直接将模型从打印平台上取下即可。通常情况下,增材制造的制件打印完成后,需要进一步地精加工,如清洁、染色、涂装等,以实现纺织品所需的最终效果。

作 者: 李 帅
作者简介: 李帅(1989—),女,博士研究生,讲师,主要从事智能服装与3D打印、民族服饰文化的研究。
纺织品涉及日常生活的方方面面,从日常服装到家用纺织品,从医疗卫生用品的防护服到载人飞船中的舱内航天服。纺织品从满足人类的基本需求起步,并且不断发展,纺织产业持续发展的重要驱动之一就是对提升纺织品功能的不懈追求。无论是普通纺织品或是智能纺织品,都是具有独特的物理、化学和力学性能的组合,兼具许多共同的属性,如柔韧性、透气性、吸湿性和耐磨性等。因此,开发新的纺织品制造方法所面临的主要挑战是如何确保制造出的纺织品具备基本的“纺织品”特性。增材制造作为一种先进的制造手段,与纺织品的融合最早可以追溯到20世纪末期,起初处于试验阶段,主要用于原型制作。近年来,纺织品增材制造开始应用于时尚领域的小批量制造,如高端运动鞋、定制化服装等。随着新技术和新材料的发展,纺织品增材制造的应用领域正在不断扩大,涉及生物医学、软机器人、航空航天、军事等众多领域。
纺织品的增材制造是指使用增材制造技术与材料来制造纺织品结构或者与纺织品结合制造新产品[1]。与传统的等材制造和减材制造不同,增材制造是通过计算机创建三维数字模型,再对数字模型进行分层切片处理,然后打印设备逐层将粉末、长丝或液体等各种形态的材料堆叠形成三维实物[2]。在纺织领域使用增材制造技术具有诸多优势,相较于传统纺织品制造中多台机器、多道工序的繁复流程,增材制造可以实现纺织品的一次性成形,从而大幅提高生产效率和资源利用率。它还可以根据用户的需求进行定制化生产,为用户提供更符合个人需求的纺织品。另外,增材制造使用的材料类型丰富多彩,设计人员可以根据所需的产品,选择合适的打印设备和打印材料快速制作出各种复杂结构的纺织品,从而为纺织品的创新设计提供更多的可能性。增材制造技术早期多用于制造普通纺织品,通常以模仿传统纺织品结构或形态为主。随着打印技术和智能材料的研发与应用,增材制造也逐步向智能纺织品领域拓展。纺织品增材制造作为一个重要的研究领域,它推动着传统纺织品行业向高端化、智能化方向发展,同时提高了行业的竞争能力和创新能力。本文简要概述了3D打印到4D打印的演进,并对纺织品增材制造的技术类型与材料、工艺流程进行了归纳与总结,进一步探讨了纺织品增材制造的设计与制作思路,旨在为纺织品的高效制造与多元创新提供参考。
1 3D打印到4D打印的演进
增材制造主要以3D打印技术的应用为主,所以现在普遍将增材制造叫作3D打印,实际上3D打印只是增材制造众多技术中的一种类型。3D打印技术早在19世纪末期就已经产生了思想的萌芽,直到20世纪80年代各类主流技术才逐步出现。1986年,Chuck Hull发明了光固化立体成形(Stereo Lithography Appearance,SLA)技术,这是一种利用激光凝固液态光聚合物逐层创建三维物体的技术,它的出现为增材制造奠定了技术基础[3]。1992年,Carl Deckard开发了选择性激光烧结(Selective Laser Sintering,SLS)技术,该技术采用激光将粉末材料熔合在一起,从而制造出三维物体[4]。SLS技术拓宽了增材制造的应用范畴,使其涵盖了更广泛的材料。1993年,Scott Crump发明了熔融沉积成形(Fused Deposition Modeling,FDM)技术,这是一种通过逐层挤出热塑性材料来制造三维物体的技术[5]。1995年,Z Corporation推出了第一台商用3D打印机ZPrinter[6-7],它将3D打印带入了商业领域。2000年以后,3D打印技术开始在制造业中蓬勃发展[8]。最初的应用仅限于工业领域的快速原型制作[9]。随着打印技术与打印材料的快速发展,3D打印已经扩散到几乎所有的制造业[10]。
2010年以来,3D打印技术与纺织业的结合开始受到广泛关注。3D打印纺织品的应用主要分为两大类。第一类是纺织品制备成形一体化,研究人员在计算机软件上设计纺织品结构,然后选择常规聚合物材料,并设置打印过程中的相关工艺参数,以实现纺织品制件从设计到实体的制备成形一体化。如Beecroft[11]使用SLS技术打印锦纶粉末(Nylon PA12)制造了纱线弯曲成圈相互串套的针织织物。它表现出与传统针织织物一样的柔韧性和延展性,同时也兼具了锦纶材料的力学性能,这类通过增材制造制备的普通纺织品是形状、性能均稳定的结构制件。第二类是纺织品材料与结构一体化。传统的制造方式通常需要将不同的材料和部件组合在一起形成最终的产品,而增材制造技术可以直接将材料打印成所需的形状,从而实现材料与结构的一体化。如美国亚利桑那大学电子及计算机工程学系辛皓教授曾利用3D打印技术制作隐形斗篷。隐形斗篷通过做出类似超材料微观组织结构的变化,使光投射到它表面不反射、不折射、不透射,导致人类视觉无法看到它,以达到隐形的效果。增材制造制备的这类纺织品叫做功能制件,它的形状、性能和功能永远是稳定的。
4D打印概念最早由Tibbits提出[12],与3D打印技术密切相关。3D打印和4D打印可以看作是在增材制造领域中的不同阶段或进化,如图1所示。3D打印是在三维空间中创建静态的物体,而4D打印则在三维空间的基础上增加了时间维度,并使用具有响应性的材料或结构,使制件能够在特定条件下发生形状变化或执行特定功能。这种形状变化可以通过温度、压力、电流、光照、湿度等外部刺激或内部预设的机制来触发。4D打印的目标是制造更智能、自适应和多功能的物体。因此,通过4D打印出来的物体属于智能制件,它的形状、性能和功能会随着时间的变化发生可控变化。同样是在纺织品领域得到应用的先进制造技术,3D打印纺织品与4D打印纺织品不同,3D打印是先对纺织品结构与形态进行数字化建模,而后选择合适的打印技术和材料进行实体打印。但是4D打印是把纺织品设计与智能材料相结合,所打印的微结构可以在特定时间和激活条件下根据预先设计的轨迹进行大小、形状或功能的变化[13]。这种动态变化的成功开发主要取决于增材制造技术、智能材料、刺激因素、相互作用机制和数学建模[14]。其中智能材料及其对特定外部刺激的稳健响应是推进4D打印技术的关键参数。选择合适的4D打印材料基于3个原则,包括可打印性、对刺激因素的快速反应和特定领域的共同要求,如生物医学应用的生物相容性[15-17]。因此,目前可用于4D打印纺织品的材料包括形状记忆聚合物、形状记忆合金、液晶弹性体和水凝胶等[18-20]。4D打印结构的刺激驱动变形主要分为外部刺激和内部刺两种。外部刺激包括湿度、温度、光、电场和磁场,而内部刺激主要是细胞牵引力[21]。尽管4D打印技术还处于发展初期,但它已经在纺织品领域展现出巨大的应用潜力。
图1 3D打印到4D打印的演进
2 纺织品增材制造的技术类型及材料
不同的增材制造技术会使用不同的打印材料和凝结方式,但基本的成形原理都是相同的。3D打印纺织品通常需要使用柔性材料,以及能实现高精度和高分辨率打印的设备,以打印出具有纺织品基本特征的制件。因此,纺织品基本特征对3D打印的技术类型提出了具体的要求,如打印质量、打印速度、材料选择、后期处理等。4D打印技术主要采用3D打印设备,但并不是每一种3D打印技术都适用于4D打印纺织品。这是因为技术类型对于打印材料的功能特性和打印结构所需的驱动性质至关重要。因此,目前较多用于3D打印和4D打印纺织品的增材制造成形方式主要有材料挤出成形、光固化成形、喷射式成形、粉末床熔融成形。
材料挤出成形是一种将材料通过加热喷嘴挤出,并按照预设的路径逐层堆叠来创建物体的增材制造过程。由于适用材料体系多,材料挤出的实现方式多,所以材料挤出成形技术类型多种多样,而FDM是此类技术的典型代表,常用于纺织品增材制造,如图2(a)所示。FDM整体系统构造原理简单,打印过程易于操作,并且通过采用水溶性材料打印支撑结构的方法,使得后处理工序简化。由于FDM采用热熔挤压头而不是激光器这类的贵重金属元件,因此设备造价与维护费用也较低。然而,这种打印技术也有缺点,如成形表面粗糙、打印垂直角度的强度较差等。FDM设备的基本原理决定了该技术打印丝状材料,常用于日常纺织品制造的材料类型以热塑性聚合物为主,包括丙烯腈-丁二烯-苯乙烯共聚物(Acrylonitrile Butadiene Styrene,ABS)、聚碳酸酯(Polycarbonate,PC)、聚乳酸(Polylactic Acid,PLA)、热塑性聚氨酯弹性体(Thermoplastic Polyurethane,TPU)和聚酰胺(Polyamide,PA)等。热塑性聚合物材料除了可以直接用于FDM打印纺织品外,还可以将金属颗粒、碳纳米管、石墨烯、羊毛、麻纤维等纳米材料或天然纤维材料添加到聚合物材料中,形成具有优异性能的高性能复合材料,用以制造具有特殊属性的纺织品。直接墨水书写(Direct Ink Writing,DIW)为FDM打印技术的代替品,打印原理与FDM工艺类似。它通过计算机控制机器来移动装满打印墨水的分配器,逐层构建微结构,如图2(b)所示。但DIW与FDM也有不同,不同之处在于墨水离开喷嘴时通过墨水的流变特性而不是干燥或固化来构建物体的形状和结构。DIW可以兼容多种类型的聚合物材料,如打印热敏聚合物、光敏聚合物和生物相容性聚合物等功能性聚合物材料可用于制造智能纺织品[22]。热敏聚合物和光敏聚合物分别具有温度响应性和光响应性,在特定条件下可以发生形变或其他反应。而生物相容性聚合物是一类在与生物系统(如人体组织和细胞)接触时不会引起不良反应(如毒性、炎症或免疫排斥反应)的聚合物材料[23],如聚乳酸-乙醇酸共聚物(Polylactic-co-Glycolic Acid,PLGA)是由乳酸和乙醇酸共聚而成的可降解聚合物,可用于手术缝合线、药物释放系统和组织工程支架[24-25]。
图2 纺织品增材制造技术原理示意
光固化成形基于光敏材料的光聚合原理,通过逐层光照固化的方式来构建实体。光固化成形的基本原理是使用能量光源,利用光敏材料受光照硬化的特点,使其能够快速固化成形。常应用于纺织品制造的光固化技术类型有SLA和数字光处理技术(Digital Light Processing,DLP)。SLA是应用最为广泛,也是最成熟的一种增材制造技术。它利用激光或紫外光按预先设定的切层信息选择性地固化液态材料,从而形成制件的一个固体薄面,然后工作台下降一个层厚,液槽内重新涂覆一层材料,再次进行固化,如此循环往复,直至整个制件打印完成,如图2(c)所示。SLA技术打印速度较快,可以实现非常高的精度,适用于制造复杂的形状和细小的结构,而且使用SLA技术打印出来的制件表面质量高。但SLA设备和材料的成本较高,在打印完成后,制件还需要进行后处理,以去除制件表面未固化的材料及提高制件的强度和耐久性。SLA制备纺织品选用的材料以光敏性液体材料为主,在打印前应充分考虑打印材料的适用性。如光敏树脂作为SLA打印纺织品的常用材料,具有高精度、快速固化、适合复杂结构和精细部件制造等优点,但同时也有材料成本较高、耐久性相对较弱、对存储环境要求严格等缺点,这些材料特性直接影响着纺织品的精度、质量和力学性能。除此之外,SLA还可以打印具有高韧性和复杂结构的水凝胶,已有相关研究证明高性能的水凝胶在柔性可穿戴传感器中具有巨大的应用潜力[26]。DLP和SLA都是基于光固化原理的增材制造技术,它们的区别在于光源的不同。SLA使用激光作为光源,通过扫描光束来逐点固化树脂,而DLP使用高分辨率的数字光处理器投影仪来逐层固化,每一层都是使用选择性遮罩的光源一次性曝光,如图2(d)所示。DLP可以打印聚乙二醇二丙烯酸酯(PEGDA)、丙烯酸叔丁酯(TBA)和二丙烯酸乙二醇酯(DEGDA)、聚己内酯(PCL)/脲基嘧啶酮(UPy)等材料制备具有良好的形状记忆和自愈合性能的智能纺织品[27-29]。需要注意的是,在DLP打印智能纺织品的过程中,紫外光照射时吸收的紫外光能量与光固化材料固化厚度之间的关系是非常重要的参数。
喷射式成形按照材料的物理形态不同可分为粉末喷射和液体喷射两种,它们的区别主要在于喷射材料和喷射原理。纺织品领域应用的喷射式成形技术类型包括黏结剂喷射(Binder Jetting,BJ)和聚合物喷射(PolyJet)。BJ是一种将黏合剂选择性喷射到粉末床上,将材料黏合在一起形成立体物体的过程,如图2(e)所示。它利用热熔胶、水性胶、UV固化胶等黏结剂,黏结包括铝合金、钛合金、碳化硅、聚酰胺、聚乙烯醇、聚碳酸酯等粉末材料以制造三维制件。对于不与粉末材料发生反应的黏结剂,可以通过加入具有黏结作用的物质来实现黏结效果,如聚乙烯醇缩丁醛树脂、聚氯乙烯、聚碳硅烷、聚乙烯吡咯烷酮及其他一些高分子树脂等[30]。
在打印过程中,BJ不需要额外打印支撑结构,可以通过未黏结的粉末材料来支撑悬空结构,减少了支撑材料去除对结构复杂度的限制,这意味着BJ为制件的结构设计提供了更大的自由度。当打印完成后,需要一些后续处理措施来达到加强制件成形强度及延长保存时间的目的,主要包括静置、强制固化、去粉、包覆等[30]。BJ适用于大尺寸和大规模的生产,可以高效生产大批量的纺织品,有效提高了制造效率。但相较于其他增材制造技术而言,BJ在打印材料类型和制件成形的初始密度等方面存在一定的局限性。PolyJet和BJ是两种不同的增材制造技术,PolyJet打印系统主要由紫外线光源、打印部件、材料容器和构建平台等组成。打印过程需先将液态材料加热到最佳的挤出与成形黏度,而后喷头将液态材料的微小液滴以一定的响应率和速度喷射到指定位置,然后紫外光固化沉积液态材料以形成三维实体,如图2(f)所示。PolyJet技术能够混合多种材料,创建具有渐变性质或复合性能的打印制件。如可以混合柔性和刚性材料,制造具有特定触感和力学性能的纺织品。PolyJet还可以在同一打印过程中实现颜色和材料的多样化,制造具有复杂颜色和纹理的纺织品。虽然PolyJet打印纺织品在高精度、多材料和多色彩打印方面具有优势,但材料成本较高、打印尺寸有限和需要后处理等是需要考虑的限制因素。
粉末床熔融成形的典型技术是SLS。它是一种利用激光与粉体交互作用并逐层堆积成形的增材制造技术。SLS成形原理是首先在打印平台上铺设一层薄薄的粉末材料,然后通过激光束的照射,将粉末材料局部加热至熔点以上,使其熔化并与下方的固体层黏结在一起。接着打印平台下降一层,再次铺设一层粉末材料,并重复上述加热和黏结的过程。通过逐层叠加和熔化粉末材料,最终形成所需的物体,如图2(g)所示。SLS打印纺织品的过程主要分为预热、成形和冷却3个阶段[31]。在打印开始之前,需对成形腔内的粉末材料进行预热,然后将预热温度下的粉末进行循环铺设与激光扫描的周期性过程,打印结束后,必须在粉末床完全冷却后才能将制件取出。SLS技术可打印高分子、金属、复合材料等多种粉末材料,成形速度快[32]。其中尼龙及其复合材料是最常用的SLS打印纺织品的材料。它具有良好的强度、耐磨性和柔韧性,适合制作服装、鞋类和其他纺织产品。此外,SLS还可以打印TPU和热塑性弹性体等弹性材料,这些材料具有良好的柔韧性和耐磨性,打印出来的纺织品舒适性和柔软性较好。另外,SLS打印纺织品不需要额外的支撑结构、支持打印复杂的形状、能实现相对较高的精度和分辨率、而且几乎没有废料产生,有助于减少材料浪费。尽管SLS打印纺织品的优势非常明显,但仍存在一定的局限,如SLS打印的纺织品表面比较粗糙,需要后期精加工来提高表面质量。适合SLS打印的弹性材料种类也相对有限,限制了纺织品的多样性和功能性。而且SLS打印设备和材料的成本较高,增加了纺织品制造的总成本。对比某些其他增材制造技术,SLS的打印速度可能相对较慢,尤其是对于大型和复杂的制件。在选择使用SLS打印纺织品时,应综合考虑这些优势和劣势,权衡其适用性和成本,具体取决于特定应用的需求和制造目标。
3 纺织品增材制造的工艺流程
增材制造的基本原则和主要特点,包括逐层制造、数字化设计、材料多样性、减少浪费、定制和个性化、快速原型设计、后处理要求、设备和工艺优化[33]。增材制造是自下而上逐层制造物体,这与传统纺织品制造有着本质区别。这种方法可以制造出复杂的形状和特殊的结构,而这种复杂性和特殊性可能是传统的制造方法无法实现的,或者制造成本非常高昂。增材制造以数字3D模型为起点,通常是在计算机辅助设计(Computer-Aided Design,CAD)软件中创建,然后将其切成薄层进行打印。数字化设计允许对模型进行快速修改并直接输入3D打印机,从而简化了从设计到生产的流程。由于增材制造是添加材料而不是去除,因此与传统制造工艺相比,浪费明显减少。这不仅能降低材料成本,还能最大限度地减少对环境的影响,符合可持续发展的生产方式。除此之外,许多增材制造的物体都需要后处理步骤,如去除支撑物、表面精加工和热处理,以达到所需的力学性能或美观效果。掌握增材制造的基本原则和主要特点对于利用该技术进行纺织品制造至关重要。
增材制造与纺织品的融合不仅改变了制造方式,还重塑了产品从设计、生产到消亡的整个生命周期。基于增材制造的基本原则和主要特点,纺织品增材制造的流程可分为7个关键步骤,包括创建CAD模型、处理模型、打印前准备、打印模型、取出打印制件、后期处理、应用[34],如图3所示。在进行纺织品设计之前首先需要明确设计目标,然后以设计目标为依据,使用CAD软件创建纺织品三维数字模型,并将构建好的数字模型转换为适用于增材制造打印机的STL文件格式,并进行必要的调整和设置。这些参数设备包括弦高(影响表面平滑度)、偏差(影响精度)、角度公差(影响平滑度)、多边形数量(影响细节)、网格质量(影响整体网格完整性)、文件大小(影响传输和处理速度)和切片设置(打印机专用指令)[33]。生成STL文件的参数通常手动配置,在某些先进的增材制造系统中,这些参数还可以根据材料和目标自动优化。完成了数字模型可打印处理后,将STL文件添加到打印设备中,根据设计目标选择合适的打印设备与材料,开始纺织品的成形加工过程。为了使打印制件满足预期目标,有些参数需要在打印过程中对打印机进行设置,如在PET织物表面沉积TPU材料时,为了增强两种材料之间的黏附性,需要分别设置首层的打印参数及其余层的打印参数,相关参数设置包括打印速度(首层10 mm/s、其余层30 mm/s)、挤出温度(首层235 ℃、其余层215 ℃)、填充密度(首层100%、其余层50%)、挤出倍率(首层100%、其余层90%)[35]。部分打印技术需要利用支撑来支持打印物体中的空隙结构或悬空结构,打印完成后,这类支撑材料需要被移除[36],如不需要拆除多余支撑,则直接将模型从打印平台上取下即可。通常情况下,增材制造的制件打印完成后,需要进一步地精加工,如清洁、染色、涂装等,以实现纺织品所需的最终效果。
图3 纺织品增材制造的流程
(责任编辑:admin)

 重磅:AI开源大风刮到自动
重磅:AI开源大风刮到自动 增材制造助力半导体产业:
增材制造助力半导体产业: 非粉末床金属增材制造综述
非粉末床金属增材制造综述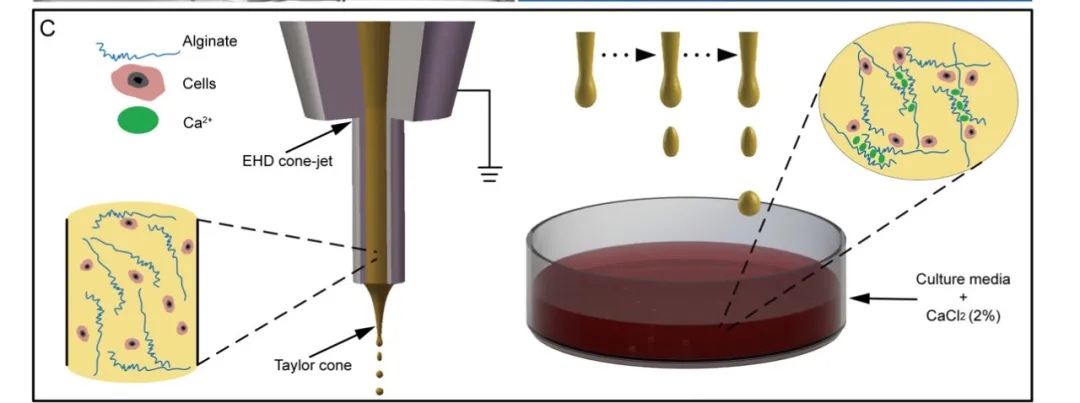 生物3D打印载细胞微球治疗
生物3D打印载细胞微球治疗 突破:特种钢细粉收得率达
突破:特种钢细粉收得率达 赋能绿色能源装备长效运行
赋能绿色能源装备长效运行最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


