扫描速率对激光粉末熔融工艺制备纯钽的微观组织和力学性能的影响
时间:2024-09-30 14:35 来源:中国机械工程学会增材制造技术 作者:admin 阅读:次
供稿人:吕乃昕、高琳 供稿单位:西安交通大学机械制造系统工程国家重点实验室
来源:中国机械工程学会增材制造技术(3D打印)分会
钽是一种延展性强的高密度耐火材料,具有优异的力学性能和生化性能,如硬度高,韧性好,耐腐蚀性,高温稳定性,生物相容性好等。钽在航空航天、电气、化工、医疗等行业广受欢迎。但由于其熔点高,加工过程中与碳、氢、氧的亲和力,在传统制造中还需进一步改进。
与传统减材制造不同,增材制造通常具有节省原料,可加工复杂结构等优点。选择性激光熔融(SLM)是增材制造中的一项重要技术,近年来发展迅速。它以激光为能量源,用激光光斑对材料粉末按预定路径进行扫描,粉末熔化形成熔迹,然后通过层层叠加形成零件。该工艺具有成形精度高、柔性好、相对精度高等特点样品的密度。随着SLM技术的发展,即使纯钽及其合金的熔点很高,钽金属的增材制造工艺已正在逐步实现。
为了提高SLM制备纯钽的性能,满足其在医药和工业上的应用需求,有学者研究了SLM工艺参数对成品表面形貌和力学性能的影响,成功获得了相对密度超过99%、极限抗拉强度706Mpa、断裂伸长率超过32%的样品。工艺参数对显微组织有显著影响。根据拉伸断口形貌显示,在较低的能量密度下样品容易产生裂纹,在较高的能量密度下,又容易产生锁孔诱导气孔等缺陷。
有实验证明,当采用正交扫描策略,激光功率为300W,铺粉层厚为0.025mm,扫面间距为0.07mm时, 随着扫描速度在400-800mm/s的区间内增加,柱状晶粒逐渐细化,力学性能逐渐上升。但当扫描速率达到1000mm/s时,过高的扫描速度会导致熔合不足而产生裂纹,纯钽样件力学性能下降。不同扫描速率成形出的样件的微观形貌如图1所示。最终得出,在800 mm/ s的扫描速度下,试样具有优异的力学性能,抗拉强度达706 MPa,断裂伸长率达33.26%,密度达99.4%,平均硬度为251.6 HV。

图1 抛光后不同能量密度样品的相对密度分布和俯视图光学形貌
在医药和工业上相对密度高、力学性能好的纯钽具有广泛的应用前景,因而相匹配的增材制造工艺参数具有宝贵的价值。本文介绍的在层间正交扫描策略下的SLM工艺参数为增材制造成形出更优力学性能的纯钽提供了重要技术补充。
参考文献:
Changhui Song, Zhengtai Deng, Zhuang Zou, Lisha Liu, Kuixue Xu, Yongqiang Yang,Pure tantalum manufactured by laser powder bed fusion: Influence of scanning speed on the evolution of microstructure and mechanical properties,International Journal of Refractory Metals and Hard Materials,Volume 107,2022,105882,ISSN 0263-4368,
https://linkinghub.elsevier.com/retrieve/pii/S0263436822001068
(责任编辑:admin)

 重磅:AI开源大风刮到自动
重磅:AI开源大风刮到自动 增材制造助力半导体产业:
增材制造助力半导体产业: 非粉末床金属增材制造综述
非粉末床金属增材制造综述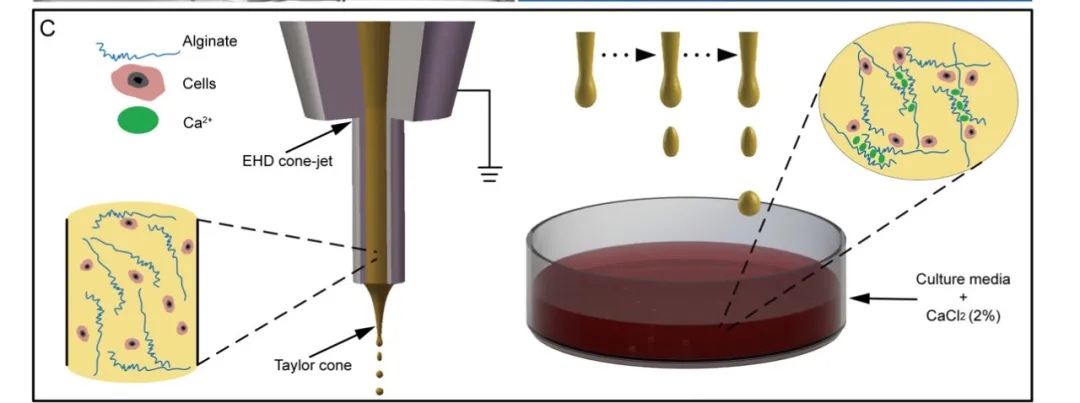 生物3D打印载细胞微球治疗
生物3D打印载细胞微球治疗 突破:特种钢细粉收得率达
突破:特种钢细粉收得率达 赋能绿色能源装备长效运行
赋能绿色能源装备长效运行最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


