通过光束振荡实现铝合金激光-电弧混合增材制造的沉积稳定性和成形特性!
时间:2024-09-25 09:59 来源:焊接科学 作者:admin 阅读:次
2024年8月15日,西南交通大学的研究团队在《International Journal of Precision Engineering
and Manufacturing-Green Technology》期刊发表最新研究文章“Deposition Stability and
Forming Characteristics in Laser-Arc Hybrid Additive Manufacturing of
Aluminum Alloy Through Beam
Oscillation”,研究了通过光束振荡实现铝合金激光-电弧混合增材制造(LAHAM)的沉积稳定性和成形特性。
该研究旨在解决铝合金电弧增材制造(WAAM)中存在的沉积稳定性差和成形精度低的问题。通过采用不同光束振荡频率(0-500 Hz)的激光-电弧混合增材制造技术,发现频率为300 Hz的LAHAM能优化WAAM中的液滴转移模式,将液滴从排斥模式转变为喷射模式,并将转移时间从5.2 ms减少至3.9 ms。此外,该技术不仅将沉积薄壁的孔隙率从0.36%减少到小于0.01%,还使平均晶粒尺寸减少了20%。这些改进提高了成形精度37%,减少了显微硬度波动61%,并增加了伸长率54%。
实验方法
实验中使用的填充材料是直径为1.6 mm的ER4047铝合金焊丝,主要成分为铝和硅,该合金以其良好的流动性、低热膨胀系数以及较高的抗腐蚀和抗热裂性而被广泛应用。基材为厚度10 mm的6082铝合金板,尺寸为450×150 mm²,选用该基材的原因在于其与填充材料的成分相近。
在沉积前,基材表面首先进行磨削和清洁,以去除氧化膜和杂质,随后用酒精进行二次清洁。保护气体为纯氩气,流量控制在30-40 L/min之间。实验装置包括一台最大输出功率为10 kW的Trumpf Laser TruDisk 10002激光器、Fronius Transpuls Synergic 4000电弧焊机、ABB IRB2600六轴机器人及IPG D50振荡扫描头。光束振荡由振荡头控制,机器人驱动扫描器进行直线运动。激光波长为1030 nm,焦点直径约为533 μm。
在激光-电弧混合增材制造中,电弧焊机处于脉冲模式,电弧电流为121 A,电弧电压为17 V,沉积速度为0.6 m/min。填充焊丝的送丝速度为4.0 m/min,振荡模式为逆时针圆形振荡,振荡频率从0到500 Hz不等。为了避免局部热积累对成形质量的影响,每层沉积完成后,等待上一层冷却至室温后再继续沉积。高频激光振荡的引入使得沉积过程中的液滴转移行为得到优化,有效降低了液滴对熔池的冲击,并形成了高速旋转的涡流,以捕获液滴。
高精度相机用于记录沉积过程中的液滴转移和熔池动态,摄像速率为3600 fps,分辨率为1024×1024像素。沉积完成后,使用数字相机记录沉积薄壁的宏观形貌,显微结构的样品则通过电线切割机加工制备。样品随后进行水磨和机械抛光,并使用Keller试剂进行显微观察。通过光学显微镜(OM)、扫描电子显微镜(SEM)和能谱仪(EDS)分析微观结构及材料的成分分布。
该研究旨在解决铝合金电弧增材制造(WAAM)中存在的沉积稳定性差和成形精度低的问题。通过采用不同光束振荡频率(0-500 Hz)的激光-电弧混合增材制造技术,发现频率为300 Hz的LAHAM能优化WAAM中的液滴转移模式,将液滴从排斥模式转变为喷射模式,并将转移时间从5.2 ms减少至3.9 ms。此外,该技术不仅将沉积薄壁的孔隙率从0.36%减少到小于0.01%,还使平均晶粒尺寸减少了20%。这些改进提高了成形精度37%,减少了显微硬度波动61%,并增加了伸长率54%。
实验方法
实验中使用的填充材料是直径为1.6 mm的ER4047铝合金焊丝,主要成分为铝和硅,该合金以其良好的流动性、低热膨胀系数以及较高的抗腐蚀和抗热裂性而被广泛应用。基材为厚度10 mm的6082铝合金板,尺寸为450×150 mm²,选用该基材的原因在于其与填充材料的成分相近。
在沉积前,基材表面首先进行磨削和清洁,以去除氧化膜和杂质,随后用酒精进行二次清洁。保护气体为纯氩气,流量控制在30-40 L/min之间。实验装置包括一台最大输出功率为10 kW的Trumpf Laser TruDisk 10002激光器、Fronius Transpuls Synergic 4000电弧焊机、ABB IRB2600六轴机器人及IPG D50振荡扫描头。光束振荡由振荡头控制,机器人驱动扫描器进行直线运动。激光波长为1030 nm,焦点直径约为533 μm。
在激光-电弧混合增材制造中,电弧焊机处于脉冲模式,电弧电流为121 A,电弧电压为17 V,沉积速度为0.6 m/min。填充焊丝的送丝速度为4.0 m/min,振荡模式为逆时针圆形振荡,振荡频率从0到500 Hz不等。为了避免局部热积累对成形质量的影响,每层沉积完成后,等待上一层冷却至室温后再继续沉积。高频激光振荡的引入使得沉积过程中的液滴转移行为得到优化,有效降低了液滴对熔池的冲击,并形成了高速旋转的涡流,以捕获液滴。
高精度相机用于记录沉积过程中的液滴转移和熔池动态,摄像速率为3600 fps,分辨率为1024×1024像素。沉积完成后,使用数字相机记录沉积薄壁的宏观形貌,显微结构的样品则通过电线切割机加工制备。样品随后进行水磨和机械抛光,并使用Keller试剂进行显微观察。通过光学显微镜(OM)、扫描电子显微镜(SEM)和能谱仪(EDS)分析微观结构及材料的成分分布。
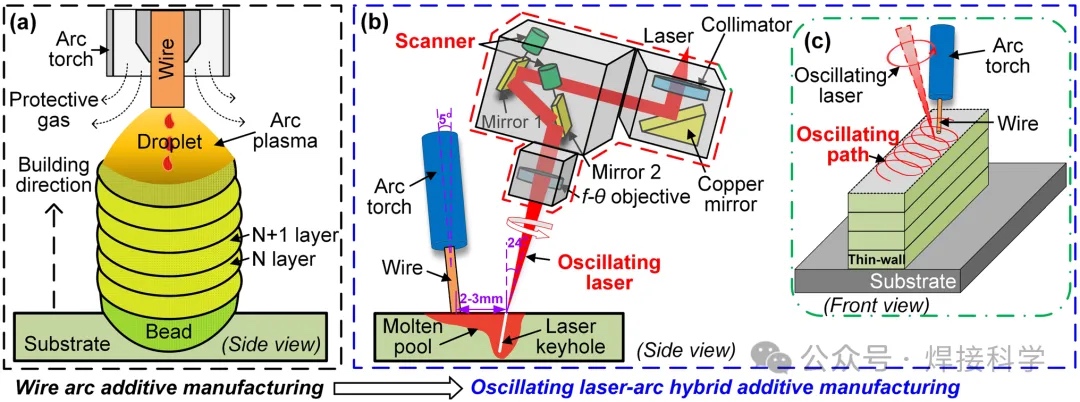
图1. WAAM和OLAHAM的实验装置示意图。
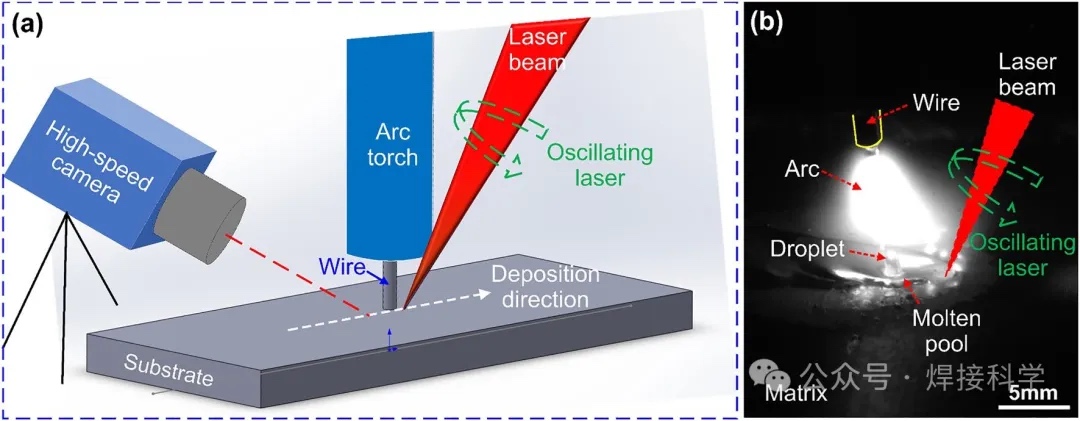
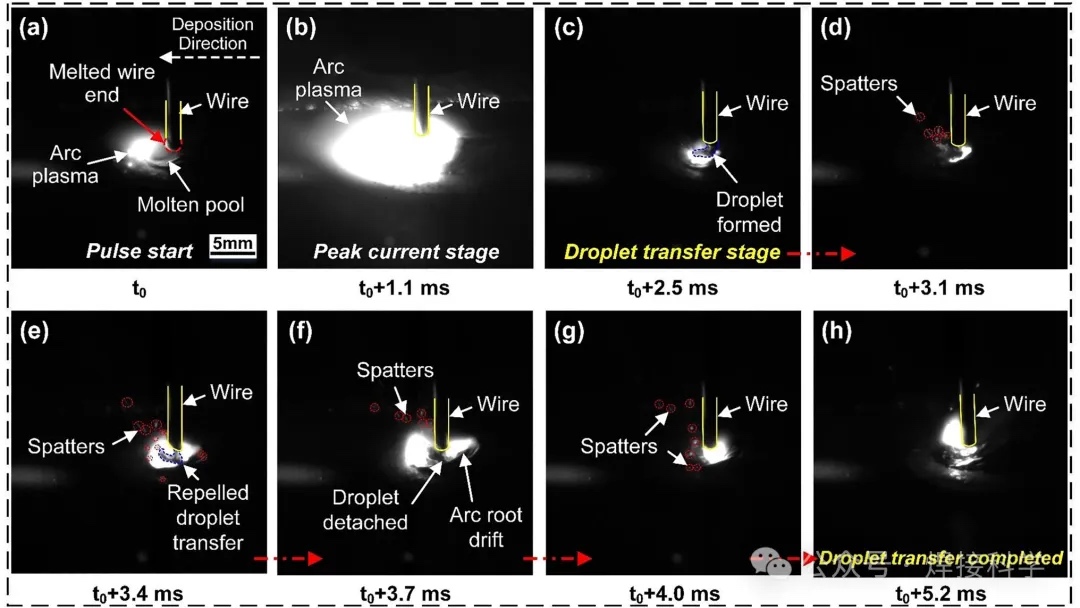
图2. 高速摄像机观察过程中捕获的图像及示意图。
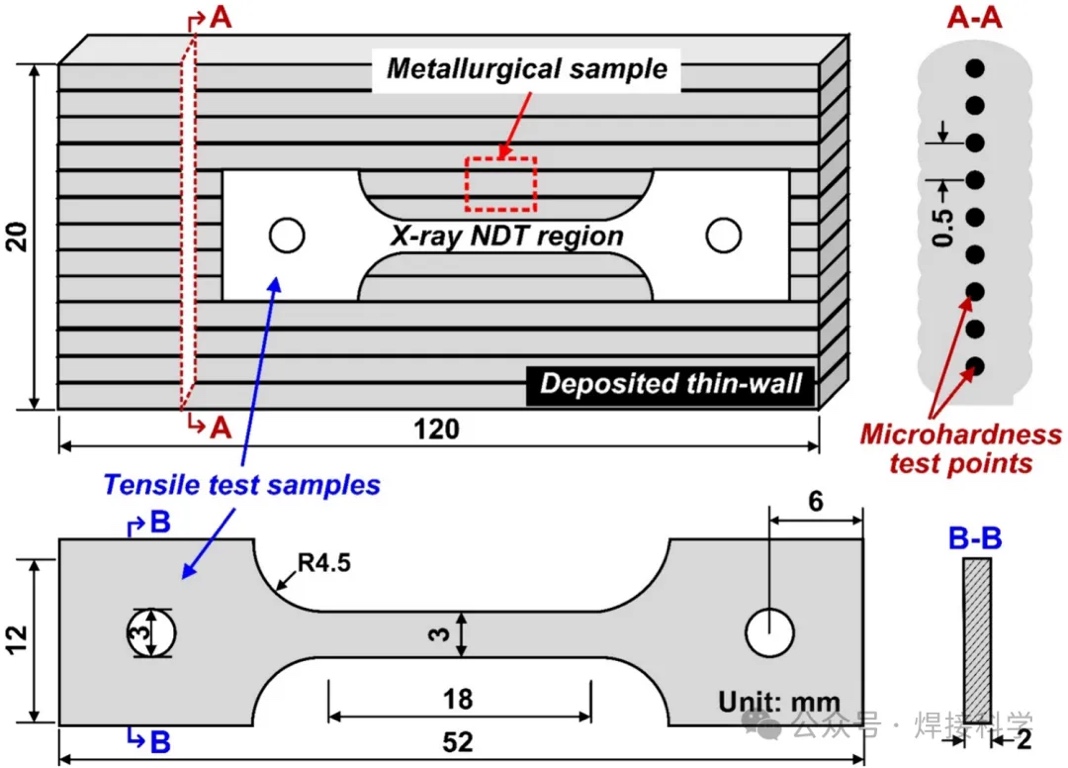
图3. 不同工艺条件下沉积薄壁的机械性能测试示意图。
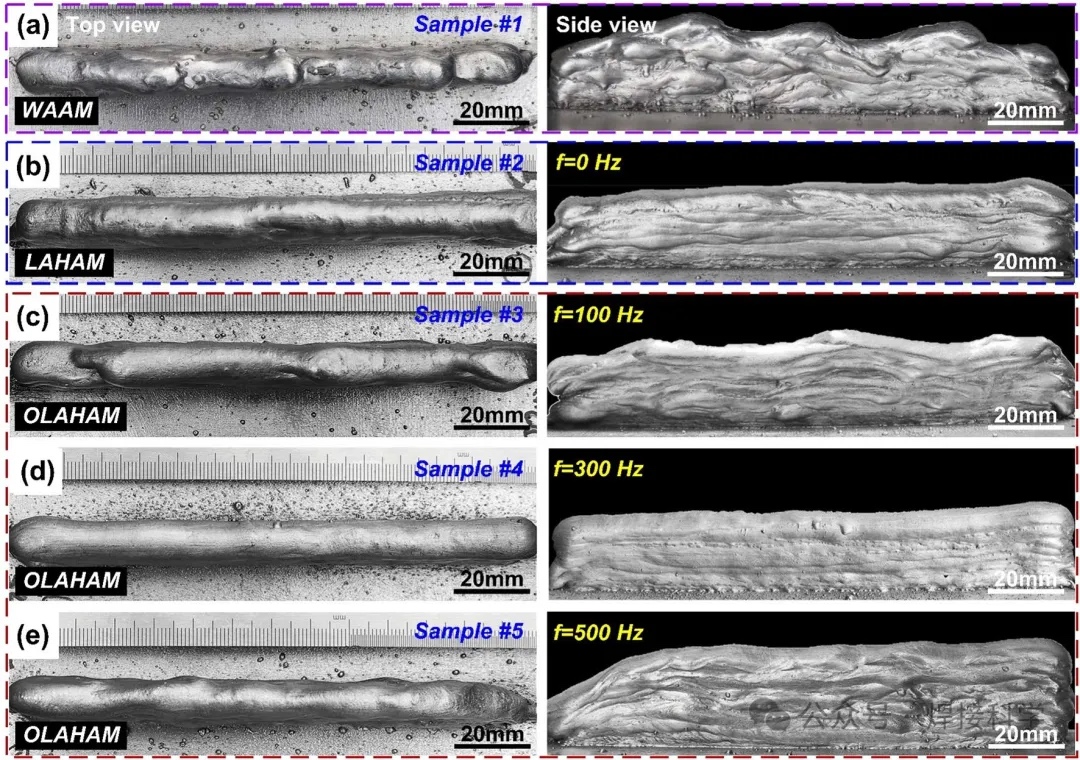
图4. WAAM、LAHAM及不同频率OLAHAM沉积薄壁的宏观形貌图。
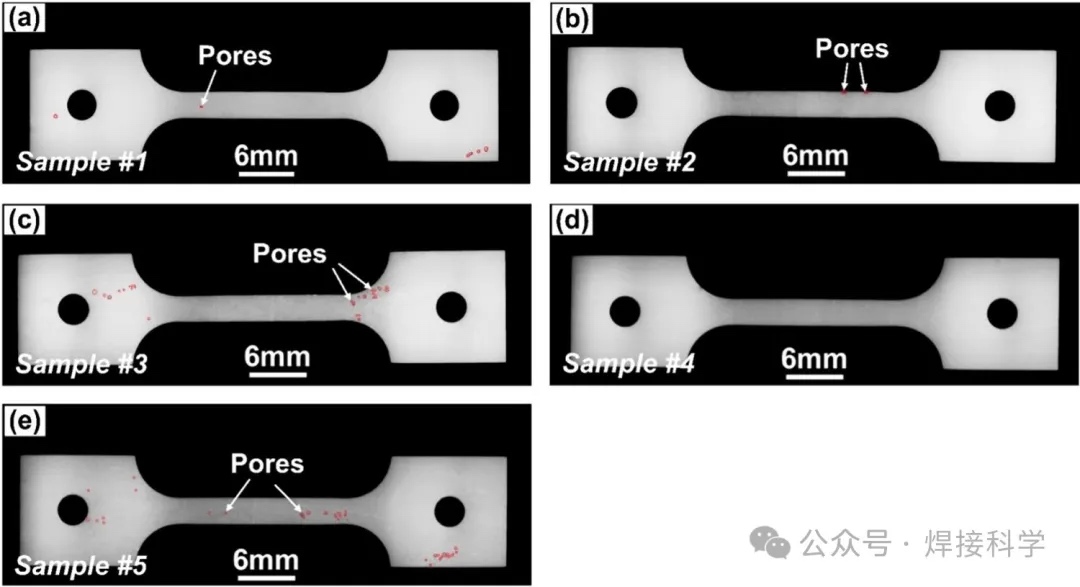
图5. X射线NDT检测结果图。
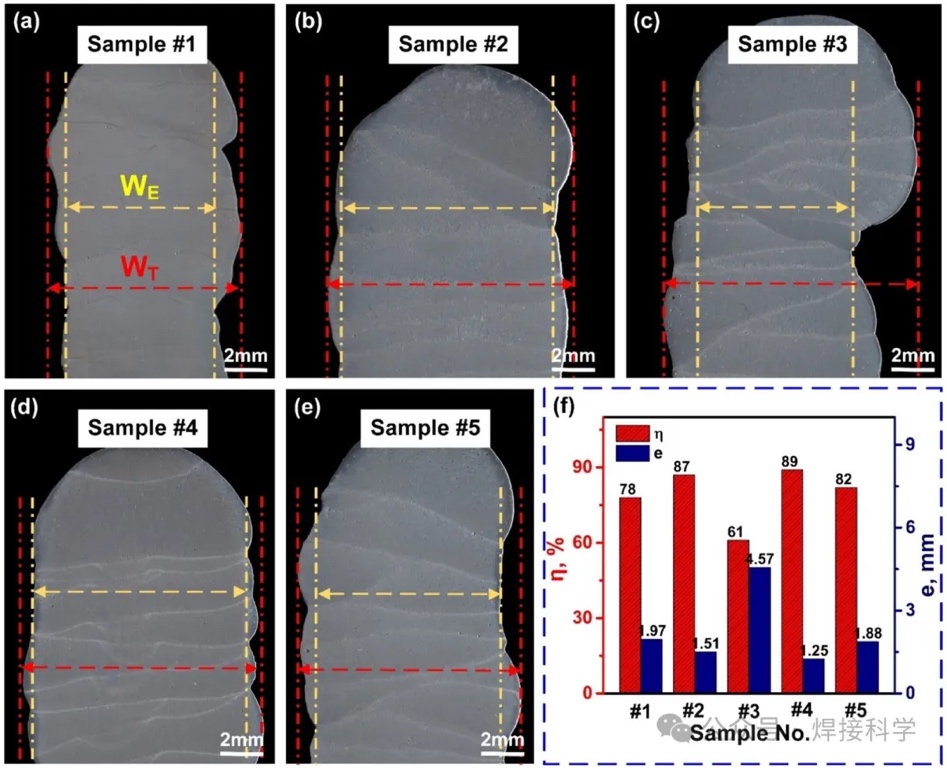
图6. 不同工艺条件下沉积薄壁的横截面形貌图。
图7. WAAM沉积过程中的高频视频帧图像。
(责任编辑:admin)

 重磅:AI开源大风刮到自动
重磅:AI开源大风刮到自动 增材制造助力半导体产业:
增材制造助力半导体产业: 非粉末床金属增材制造综述
非粉末床金属增材制造综述 生物3D打印载细胞微球治疗
生物3D打印载细胞微球治疗 突破:特种钢细粉收得率达
突破:特种钢细粉收得率达 赋能绿色能源装备长效运行
赋能绿色能源装备长效运行最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


