�����ӳ���Ӧ������������Ti-6AI-4V�������о�(2)
ʱ�䣺2022-10-12 10:22 ��Դ���Ƚ����Ĺ��� ���ߣ�admin �Ķ�����
3.4 �۽ṹ��Ӳ��
ͨ���Գ����۽ṹ���з��������п��Է�������ؼ����������ȣ��ϲ������ɾ�ϸ���۽ṹ��ɣ���ͼ6��ʾ���������ڵ��۽ṹ��Ծ��ȣ�������ϸ�� Widmanstätten �Լ�һЩ��״��Ƭ����Widmanstätten �ṹ��С��������ɣ���Щ����ԭ��Ӧ�ɺ�Ϊ֮ǰ�Ħ¾���������ȴת��ΪΧ�Ʀ�Ƭ���Ļ��ʡ����ɺ�ʼ�ھ��磬���ɺ˵Ħ�Ƭ�����ײ������һ������ʱ������ijɺ��ڱ�Ƭ�߽��Ϸ����������µı�Ƭ��ֱ��ԭ���ı�Ƭ����������С������Ӧ��(L��tjering & Williams,2007)����ȻһЩ����(Gil et al.,2001��L��tjering & Williams,2007) ������״���۽ṹ�����ڶ��������ֵ������۽ṹ��֮Ϊ�����壬��������(Baufeld et al.,2009)��ʾ����������֯Ϊ��ϸ��ƽ��֯�����ܶԴ˽�����Σ�������L��tjering ��Williams(2007)��Gil et al.(2001)��Filip et al.(2003)�Լ�Ahmed& Rack(1998)�����������۽ṹͨ����ͨ�������ϴӦ�����ת���¶ȿ�����ȴ�������������ġ��ڸ������·��ɹ۲쵽һϵ�д���ÿ����������һ�����㡣ͨ��Ƶ����ͼ 7a �е���ĸ F ��ʾ������ͼ7��������֮����۽ṹ�ɵã�����Z�����Ͼ�������ӣ���Ƭ�ߴ磨Ŀ�����������ӣ������������ڣ����Ӿ���۽ṹ�ߴ������ӣ��μ�ͼ 7B-F)��Kelly �� Kampe(2004a)Ҳ�۲쵽�������۽ṹ�����������۽ṹ�ߴ�仯���ɳɷ��ݶȻ���ЧӦ����ġ�
��һ�ֽ����������۽ṹ���ɶ����ѭ������ģ����������ϳ�����һ����ѭ�����Լ�����������ĺ�����ѭ����Kelly��Kampe(2004b)��ALM �ڼ������ʷ�Լ��ù��̵��ڲ���ģ�ͽ��еķ����������ڳ����ﶥ��4-5 mm����ȴ�ٶȲ��첻����ˣ����¶ȳ����¹����¶�ʱ������֯��̫�������κ������IJ��죬������ȴ���ʻ�������ȵ�������(��ϸ��Widmanstätten)����֯��
������һ������·�����ͼ7a��B����ȷ��������ֵ�¶Ƚ��պõ��ڦ¹����¶ȣ��������֯������ȫת��Ϊ���ࡣ���͵���ѭ����ͼ8��ʾ���趨���ֵ�¶�ΪTB���������ָ��¶ȣ�ʱ��ΪtB������ᷢ���仯�����¶�ʱ���㹻���¶ȸ��ڦ��ܽ��¶�Tdiss 748�棬���ڸ��¶�ʱ��ƽ��������ͻ��½���������˿����ᾧ����ִ�Baufeld et al.(2009)Ҳ�Դ�������������������뺸�Ӿؽ�Զ��һ�㣬��ͼ7a��F�㴦����ֵ�¶��в���֪��������ȷ��������ֵ��������B�㡣ͼ8�еĵڶ���������Դ˽����˱�ʾ������������һ����ֵ�¶�TF��ά�ָ÷�ֵ�¶���Ҫʱ��ΪtF�����ֽϵ͵��¶Ȳ���������ᾧ���ֻ������֮ǰ�Ĵ���֯���Եõ����������붥��������������֯����С����ˣ��ڴ��ڹ۲쵽�IJ�ͬ�۽ṹ���ɷ�ֵ�¶ȴ����ij�����Ӧ���������ڵ�һ����ѭ���дﵽ��ֵ�¶ȣ������¶ȵ��ڦ¹����¶ȣ���������һЩ�������Ƶ���������������ȴ�ٶȲ��졣ע�⣬�����ѭ���еķ�ֵ�¶Ȳ����������Ե��۽ṹ�仯��
�������߶��ĸ��������ÿ1.5 mm����һ��Ӳ�Ȳ����������ƽ��Ӳ��Ϊ347 HV, 4��������Ӳ�ȷ�ΧΪ342 ~ 430 HV��ƽ��Ӳ��Ϊ387 HV���س������Ӳ��ֵû�����Եı仯���ơ���Ʒ�ı�ƫ��(20 HV)��װ�(19 HV)���ơ���ֵ�������ڳ��������У����Ϸ�����һ���̶ȵ�Ӳ����
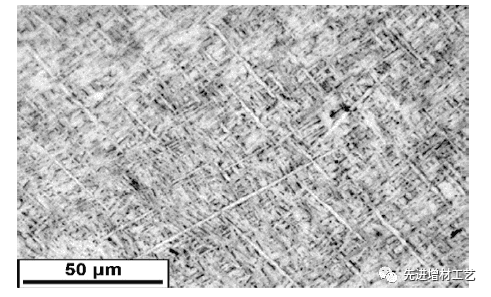
ͼ6�������������͵ľ�ϸ��״�ṹ��ͼ����״��Ƭ��ʾ���������塣
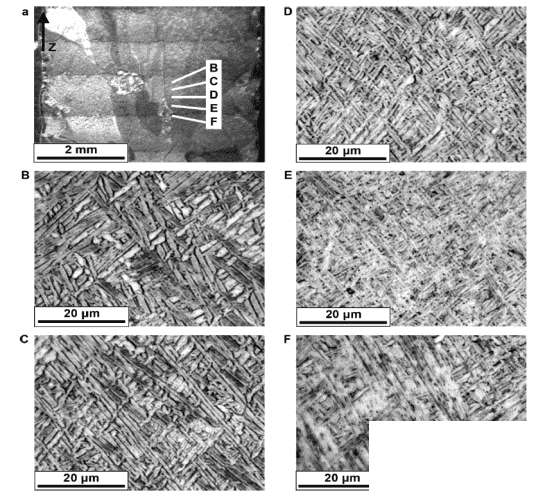
ͼ7��(a)Ϊ������۽ṹ��(B-F)��Ӧͼ(a)�в�ͬλ���۽ṹ����ͼ�пɿ���Widmanstätten�����ߴ������ӡ�
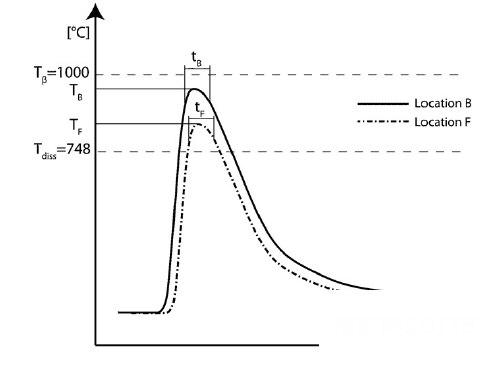
ͼ8��ͼ7��B��F�Ľ�����ȴ���ߡ�TB��TF��������ﵽ�ķ�ֵ�¶ȣ�tB��tF�Ƕ�Ӧ����ʱ�䡣
3.5 �������������
���2����������������ȴ��100�棬�ٽ�����һ�����������Ti-6Al-4V�ȵ��ʽϲ�(7.2 W/mK)����˵ȴ�ʱ�����Զ����ʵ�ʳ���ʱ�䡣��һ�����ڱ��о���С�걾ʵ�����Ǹ��õ��˳����ʾ���ù��̽�ͨ�����ͽṹ���н�������ڲ����ߴ�ϴ����������ʱ��ϳ������ʵ�ʲ������ⲻ����������������ܻ�����ͬʱ��Ŷ���������г���������ȴ��
�����ڸ߲�һ�£�һ��ʼ�������շ壬����ʱ����ְ��ݣ���ͼ4��ʾ��ĩ�˵İ��ݺܿ��������ں��Ӿ�û��ɢ��Ƭ��������������£���һ�������ͨ������ͨ���������������һ��ʼ�����շ�����������������ϵ���ЧӦ�йء����������ⶼ����ͨ���ı��������������������ٴ�ͬһ�㿪ʼ����ÿһ�㣬����ÿһ����Դ�ǰһ����ɵĵط���ʼ������ͨ�����ַ�ʽ���շ��б�潫������ƽ���ֲ�������䡣�ý����������Ҫ���κι��ղ������Ѿ���������֤��
���ܹ�32����Ʒ�У�ֻ��4����Ʒ�۲쵽������Ŀն�(ͼ9a��b)������Щ��Ʒ�У���ȴ�ٶ���Ҫ�㹻�ߣ��Է�ֹ���ڽ��������������������Ŀն�����������Ʒ�У�ֻ�ڻ����й۲쵽�ն�����������������Ʒ�У��ն����쵽��������������ʵ������ϣ���������Ʒ������ͬ�ij����������ڶ�����Ʒ�ǵ�һ���ĸ��ơ���ˣ����߶����ָ�ȱ���ǿ�Ԥ�ϵġ���ҵӦ���в�ϣ�����ָÿն��������ˣ�����ն��IJ������Ӧ�ų��ڹ���������֮�⡣
�����ǹ��ռӹ������е�һ����Ҫ���⡣������Ʒ�ڳ��������ֱ����ɫ��� (ͼ9c)����ɫ���ܴӵ���ɫ�����ɫ���ȣ������������Գ��������������ų�����߶����ӣ���ɫ������ձ顣�����Ҫ��������Ч�IJ����������װ�á����ʹ������ЩС�����ϣ��������Ҳ�����ԣ�������������еIJ���Ӧ�����ܺ����أ���Ҫ�õ������
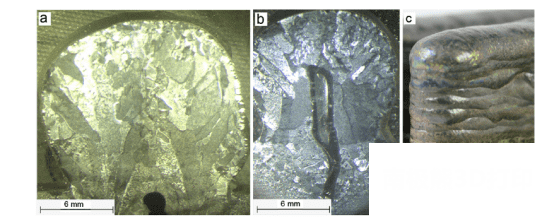
ͼ9���ӹ���������ն��ͱ�������(c)����4�������й۲쵽�ն�: (a)���ڵװ����пն���(b)���쵽�����Ʋ㡣
3.6 ���ݷ���
Ϊ��ȷ��������Ӧ��ͳ����������֮��Ĺ�ϵ�����о������˷������(ANOVA)�����������±��ܿ�(TWW��λ[mm])����Ч�ڿ�(EWW��λ[mm])�Ͳ��(LH��λ[mm])����Ӧģ��:
��3
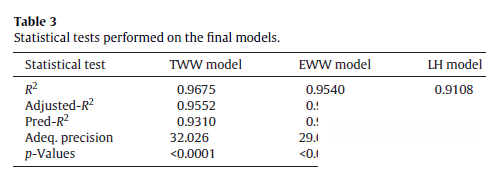
��3����������ģ�͵ľ���ϵ��(R2)�͵�����ϵ��-R2������Montgomery(2005)��˵��������R2ϵ���������������п��Ա�ģ�ͽ��͵ı����Եı���������95%���ϵı����Կ�����ģ�ͽ��ͣ�����LH����ߣ������LH��R2ֵ�ϲ������仯�ϴ�ıڸ��йأ�ͨ���۲���Ʒ�ɷ��֡����п��ܻ�Ӱ�츴ԭ���ݷ����Ŀɿ��ԡ���ʵ�ϣ���LHģ���У�Lack of Fit��pֵ��������(0.0154)��Montgomery����˵��pֵ�����ھ�����ȷ�����ݵ������ԣ�����ֵͨ��Ϊ0.05����Lack of Fit����Ϊ��©��ƽ�������ء�����ģ�����ų���������ֻ�в���Ҫ������Լ���������Lack of Fit��Դ�������е��������һ��ʵ��ʱ��Ҫʹ�ø��ߵıڣ�������̬������չ���ṩ����ȷ�������ݡ�
Pred-R2ֵ��ͨ��������ģ����Ԥ��ɱ���)��������R2ֵ�Լ���������������µ�Adeqֵ�����ֺ���һ���ԡ���������ȵľ��Ȳ��Դ���4����ֵΪ�ɽ��ܷ�Χ�ڵ���Сֵ��
Ϊ�˽�һ������ģ�Ϳɿ��ԣ����о�����������IJ�ڣ��������ǵ���Ӧ�����Stat-Ease Design-Expert®7.1Ԥ��Ľ�����бȽϡ�������ʾ��TWW��EWWֵʼ�ձ�����95%���������ڣ�Ȼ����4��LH����ֵ����2������95%��������֮�⡣��֤ʵ������֮ǰ���۹������⣺ʹ�ûع�ģ��Ԥ��LH��Ӧ�ɿ��Խϵ͡�
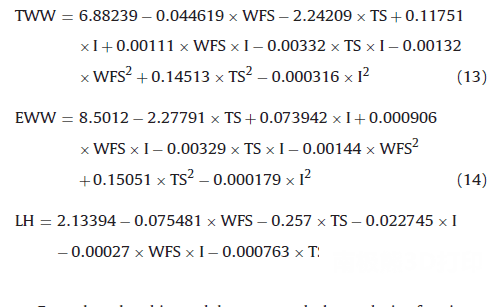
ͨ���ȸ���ͼ���ع鷽�̡���TS��Сʱ��EWW(��ͼ10)���TS���ӣ��ܱڱ䱡���ù�����GMAW���Ӿ��й�ͬ�㣬Sequeira Almeida�� Williams(2010)��ʾ���ڿ�ȡ����WFS/TS�ȡ���ʵ�ϣ����ŵ�λ���Ƚ����������ӣ�����Խ�ߣ���Խ����֮�⣬����Ҳ��Ӱ��EWW����(��ͼ10)�������ϴ����ñڽϺ�
��Ҫָ�����ǣ�TWW�ﵽ���ֵ��EWW�ﵽ���ֵ������������һ�£�(TWW:WFS 42 mm/s, TS 2mm/s������237A��EWW:WFS 41mm/s, TS 2.1mm/s������240A)�������������Ӧ�����ȼ��ߡ�
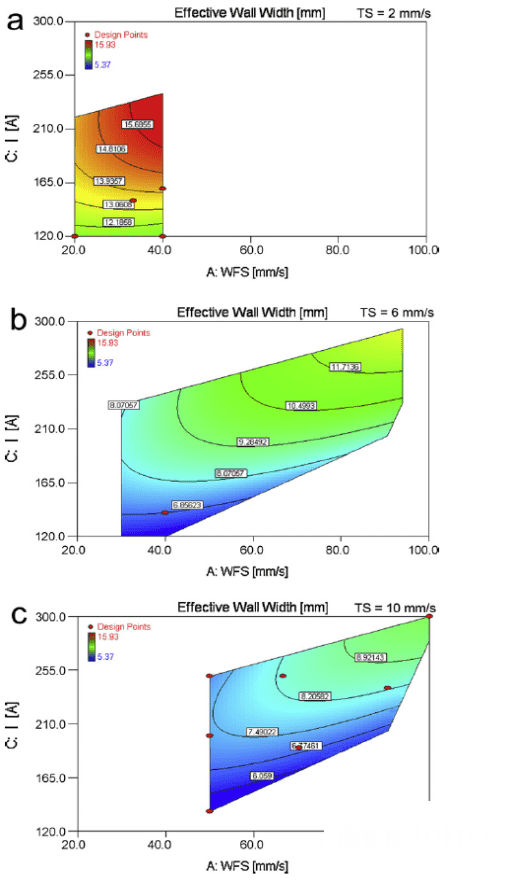
LH����ߣ������ͼ11��ʾ������Ϊ��TWW��EWW����������Ϊ�෴��LH����WFS�����Ӻ͵����Ľ��Ͷ����ӡ��Դ������ѽ��й��������ߵ����ᵼ�³�������ɢ����˵͵�������������룬�Ӷ�ʹ������������̡���WFS 68 mm/s, TS 3.4 mm/s�Լ�����167 A�������¿ɵõ�LH���ֵ����ʱ���н��ٶ�Ϊ�м�ֵ��
Ϊ�Ż�����Ŀ�꣬���ǻ���ì�ܵ�ȡ����ͬһ�������Trautmann��Mehnen (2009)�������о�������ָ���Ż����̿��ܻ������Ŀ���Ż��еĵ������⡣��ˣ���Ehrgott(2005)������������Ψһ���Ž⣬������ͨ����ȡ�Ժ����ɼ����һϵ�в�ͬ�⡣�ڵ����ӳ��������У�EWW�ǵ�һ������ָ���IJ�������Ϊ����������Ҫ����ƹ淶��������Ҫ��ʮ����Ҫʱ������������������WFSӦ��������ߣ��Ծ�����ڡ���������Ž�������Ŀ�ȡ��ָ������0.90���ϡ�
Montgomery(2005)ָ������ȡ��ָ���ǿ�ȡ�Ժ����ó�������Ӧ�ﵽĿ��ʱ����ȡ��ָ��Ϊ1������Ӧ���ɽ���ʱ����ȡ��ָ��Ϊ0����ijЩ����£������ÿ�ȡ��ָ��= 1������⣬�����������ΪEWW 12 mm, WFS 100 mm/s������294 A, TS 7 mm/s��
ͼ10����Ч�ڿ��ȸ���ͼ: (a) TS=2 mm/s; (b) TS = 6 mm/s; (c)TS = 10 mm/s
ͼ11����ߵȸ���ͼ: (a) TS = 2 mm/s; (b) TS = 6 mm/s; (c)TS = 10 mm/s
4.�ܽ�
���о���Ҫ�������¼��㣺
• ֤�����õ��������߳��������Ʊ����Ĵ��ͺ��սṹ�����п����ԣ�
• ���о������˵�����˿�����ļӹ����ڣ��������ֲ�������³��������У��Լ���������ⲿȱ�ݵIJ�����Χ;
• �뾺����������������ȣ������ӳ�����Ч�ڿ��ͳ�������Ҫ�ߵöࡣ����GMAW�����Լ�CMT������ȣ������ӳ������ò�߽ϵͣ�
• ʵ������У�������ʾ�����д���״����������֯Widmanstätten��
• ��������������ͱ������⣬�ڲ�������¸�Ϊ������
• ��Ƴ���һ����ѡ���ղ�����ͳ��ģ�ͣ��ڸ�����Ч�ڿ���ʹ��ߺͳ����������
��Դ��Martina, Filomeno, Jorn Mehnen, Stewart W. Williams, Paul Colegrove, and Frank Wang. "Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti�C6Al�C4V." Journal of Materials Processing Technology 212, no. 6 (2012): 1377-1386.
(���α༭��admin)

��һƪ��Ϊ���������ڽ���3D��ӡ����������ջ������¹��շ����������ҵ��չ
��һƪ��AMPOWER����������������Ŀɳ����Ա��棬�����������칤�����е�̼�㼣
��һƪ��AMPOWER����������������Ŀɳ����Ա��棬�����������칤�����е�̼�㼣
 �ذ���AI��Դ���ε��Զ�
�ذ���AI��Դ���ε��Զ� �������������뵼���ҵ��
�������������뵼���ҵ�� �Ƿ�ĩ������������������
�Ƿ�ĩ������������������ ����3D��ӡ��ϸ��������
����3D��ӡ��ϸ�������� ͻ�ƣ����ָ�ϸ���յ��ʴ�
ͻ�ƣ����ָ�ϸ���յ��ʴ� ������ɫ��Դװ����Ч����
������ɫ��Դװ����Ч������������
- ���ذ���AI��Դ���ε��Զ���3Dģ������
- ���������������뵼���ҵ���Ż���ơ���
- ���Ƿ�ĩ����������������������������ս
- ������3D��ӡ��ϸ������������Ѫ�ܼ���
- ��ͻ�ƣ����ָ�ϸ���յ��ʴ�65%�������
- ��������ɫ��Դװ����Ч���У��п����˫
- ���̼�����������Աȣ�ͭ����3D��ӡ����
- ���߷ֱ���3D��ӡ����ø�����壬ͨ����
- ���ѽ���3D��ӡ��2025��ᱬ����ƻ����
- ���绡���������Ʊ������ݶȲ���Alloy 82
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ����������̻�3D��ӡ������������֬�Ŀ�
- �����ϼ���ʽ3D��ӡ�о���������δ��
- ��������������3D��ӡ�������о��뷢չ
- �������۵״�һȷ��Ф��������ͽ�����
- ��3D��ӡ��δ��������չ����
- ������3D��ӡ��չ�������Ӵ�ӡ����������
- ��3D��ӡ�������ṹ��������״����ս�ͻ�
- ����ϸ�����ҩ��3D��ӡ��ҵ��״�ͷ�չ��


