�����ĩ������(SLM)�ӹ����ߺϽ߸ֵļӹ����ܺͿ�����Ϊ��2��(2)
ʱ�䣺2022-07-20 13:11 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
4.4.CR�ͦ�t8/5��Ӱ��
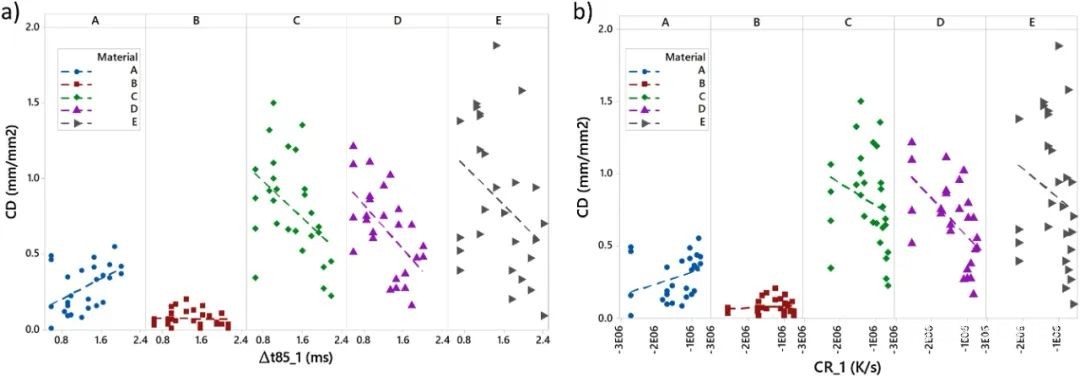
ͼ13.a)��ȴʱ���b)��ȴ�ٶȵĺ����������ܶȡ����߽���ʾ���ơ�
��ͼ13a��ͼ13b�У������ܶ�������ʾΪ��t8/5_ 1��CR_1�ĺ����������ݦ�t8/5_ 2��CR_2���������ܶ�����ʱ�����ۺ�ʱ�漰�ڶ����Σ������Ի�����ƵĽ����Ӧ��ע����ǣ���ȴʱ���ڼ������������������ȴ���ʳ���10exp(6) K/s������ͬ�Ĺ��ղ����£��������ܶ���ȴ���ʵ�Ӱ������Ե����Ͻ����ơ���Ҳ�Ѿ���ͼ13b����ʾ����ȴ���ʵļ���֤ʵ����Ϊ����������ơ���������Saewe����(2019��)��Sander���˵��������ᵽ��LPBF���̵�������֪�Ŀ���������Ϊһ�¡���Щͼ�����߱�ʾ�������ơ���Ȼû�ж���Щ�������лع�������������߿�����ʾ��ͬ�IJ������������ȴʱ�����ȴ���ʶ���ѭ��ͬ�����ơ�
��ͼ13a�п��Թ۲쵽һЩ�������ơ����ںϽ�A��CD���Ŧ�t8/5���ӣ������ںϽ�B��û�����Ե����ơ����ںϽ�C��D��E��CD���Ŧ�t8/5�����͡����ǵ�ͼ13b�е�CR��ͬ���Ŀ���Ҳ������������Щͼ����ָʾ֧��̼�������Ƶ��뷨����CENָ��������ġ����ڲ���Ӧ���Ľ��ͣ������Ƕ��ڸ�̼��������������ȴʱ����͵���ȴ���ʶ������ƻ���������ġ�Ȼ���������γɵĻ���������������չ�Ļ�����ȫ��ͬ����Щ���ƿ����ṩ����������չ���Ƶ�������Ϣ�����������Ʊ�������Դ�����仰˵�������п��ܰ���һ�ֻ��Ƴɺˣ������ڹ̻��ڼ���ȿ��ѣ���߹̻��������ʾ�ģ������ڽ�һ����ȴ�����ڲ���Ӧ�������������ǵ��͵��俪�ѻ��ơ���һ���棬��LPBF�����е�����ʷ���ԣ��Ͻ�A�������γɻ����ƺ��������Ͻ���ȫ��ͬ��������ڴ���AISI H13��LPBFʱ�о��˲�ͬ���ѻ���(���̺Ͳ���Ӧ������)�Ĵ��ڡ�����ָ������Щȱ����Ҫ�ܲ��ϳɷֶ��ǹ��ղ�����Ӱ�졣
4.5.���Ʊ���Ͽ���ò������ѧ����
ͼ14��ʾ�����о��ֵĴ��������ƶϿ�ͼ����������LPBF�������γɵģ���ͨ���ֶ����Ӻ����ӽ�һ������ɨ��羵������LPBF����ֱ���γɵij�ʼ��������SEM�Ͽ�ͼ����10-15kV�ļ��ٵ�ѹ�¼�¼�ġ��Ͻ�A���۽ṹ(�ڱ��о�������δʾ��)��ϸ���ľ�����ɣ���Щ�����ڳ�������ļ���������������û���γ�̼�����壬�����������û��̼��Ԥ�ڵ�������û�й۲쵽�����γɺ����̽ṹ֮�������ԡ�����������£������ڼ���������������չ��ͼ14a�е�SEM�Ͽ�ͼ���������˴������ѱ���Ĵ��ڣ���ɱ���Ϊ�ǹ�̬�µĴ����ƻ�(������)��
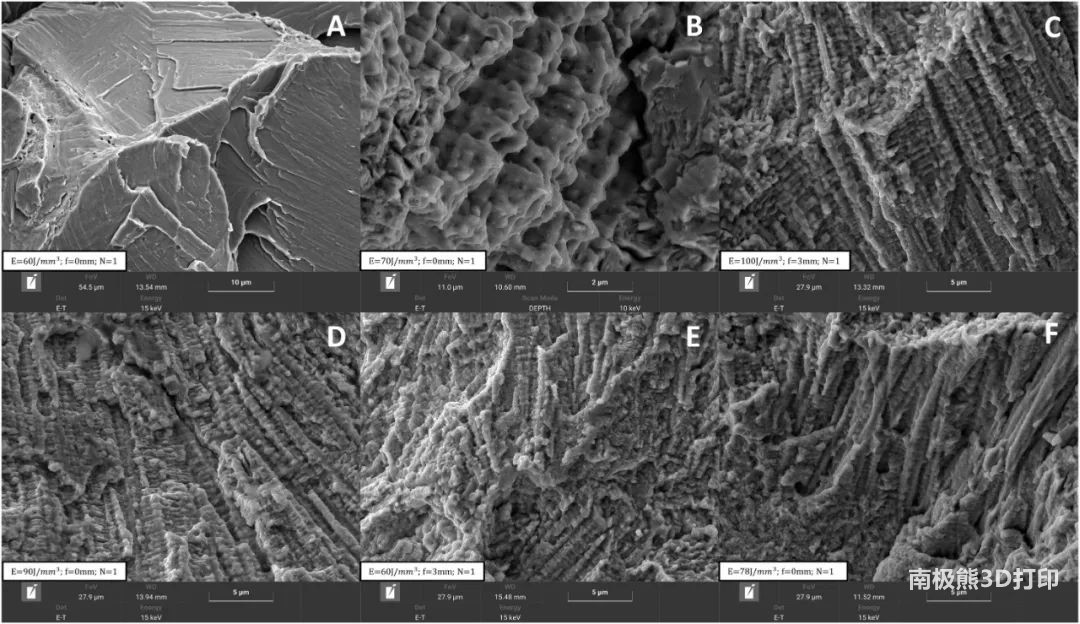
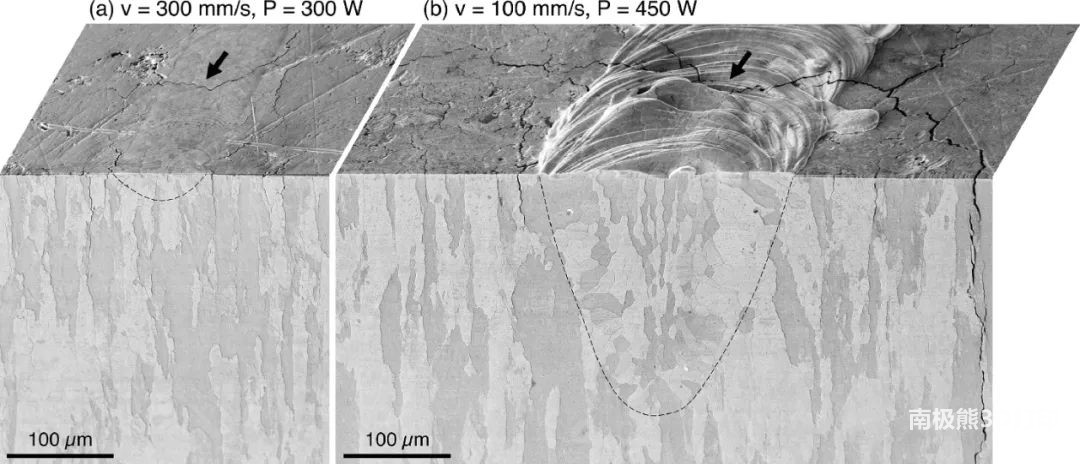
ͼ14.�����о��Ͻ�����Ʊ���Ͽ�ͼ��ͼ������ɨ��ƽ��������ģ���ĸ��ʾ�Ͻ����ͣ�ע�ⲻͬ�ı����ߺͲ�ͬ�Ĺ��ղ�����
���ں�̼�֣�����֯����״������Ͳ���������Լ�ϸС��̼������ɡ��۲쵽���Ƶ��γ������̽ṹ������أ�����֦���߽��һ����չ��ͨ����ѭ��֮���Ρ�ģʽ��ͼ14b-f���������ֺϽ����Ʊ����ϴ��ڵ�֦���ṹ��������������Ҫ��ʧЧ���ơ�Ȼ����Ϊ��ȷ����ͬSEM����(�����ٵ�ѹ��ͬ���ģʽ)��Ӱ�죬�б�Ҫ���и���ϸ���о�������������LPBFʵ������в����ĺϽ�F�Ĺ̻���Ƭ������ʾ����̻��ṹ��ȷ��ص���ͬ���Ʊ���ṹ��
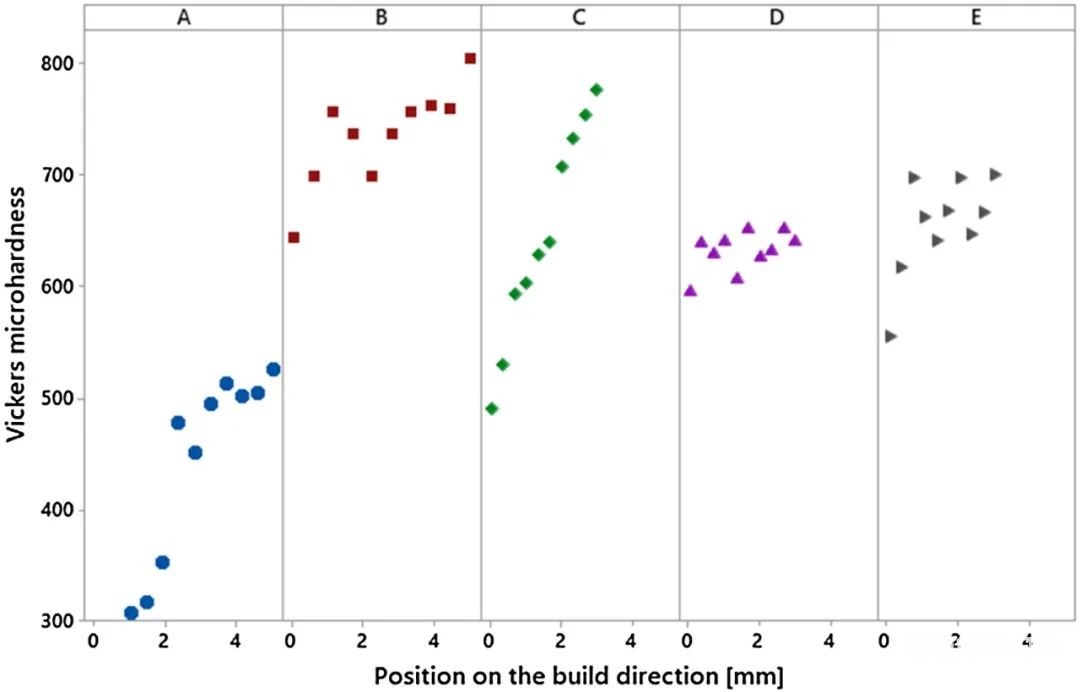
ͼ15.�ع��������ά����Ӳ�Ȳ�����
ͼ15��ʾ�˲�ͬ�ӹ��Ͻ��ع��������ά����Ӳ�Ȳ���ֵ���Ͻ�A��B��C��ʾ���ع�������Ӳ�����ӵ����ơ���ɹ�����Platl������2021�����ͬ���ϺϽ�B�о��۲쵽�����������ǰ����˻�ЧӦ��Mertens������2016���AISI H13���߸ֽ��������ƹ۲죬����Krakhmalev������2015���AISI 420����ֽ��������ƹ۲졣�����һ�㼴��Ʒ������õĸ���Ӳ��ֵ����ٴ�������µ�ÿ���¹̻����е��������γ��йء�
�෴����Զ�����ʱ�������ڼӹ������о����Ķ����ѭ��Ԥ�ƻᵼ���ṹ���˻�ЧӦ���Ӷ������ع��������Ӳ���½����ơ���һ���棬���������������У����Թ۲쵽�ֲ�Ӳ���½��������ںϽ�B�д�Լ2.4 mm�߶ȴ�������Ӳ���½�������Ӳ���½��ɹ����ھֲ�ȱ�ݣ������λ���·��Ŀ�϶�����ơ��ںϽ�C�й۲쵽��Ӳ�����ߵļ��������������Ų�����������Ӧ���µ��²�ƥ�䡣�Ͻ�D��E�ع��췽����ʾ����С����Ӳ�ȱ仯��Ȼ����Ӧ��ע����ǣ��������ؿ��ѣ���Ʒ�߶Ƚ�С����Ҳ���ܵ�����Ӧ�����ͷź�����Ӳ�ȵĽ��͡�
����Ӳ�ȷֲ�Ӧ�÷�ӳ�۽ṹ���γ��Լ�ȱ�ݵ��������Ͻ�A��B�ѱ�֤�������ӹ���B��Ӳ����������̼�����йء��Ͻ�C���нϸߵ�̼������������ǽϸߵ���Ӳ���Լ��ϸߵ�����������ԭ�����ƽ��Ӳ�ȵ��ںϽ�b��ƽ��Ӳ�ȡ��ںϽ�E��F������£��۲�ֵ�����ڹ�������ʧ��֮ǰ����Ʒ��������˾��д���ȱ�ݵIJ��ϵ����ʡ������������˸̶߳ȵ����ƣ��Ͻ�D��E������ʾ���ߵö��Ӳ�ȡ�
���B�CF�Ͻ����Ʊ����ϵĽṹ�������̹������γɵģ�������������̵�֦������Ҳ����ر�������������Ҫ�Ŀ��ѻ��ơ����ǣ��������Щ֦����Ϊ���ṹ��Ҳ�п�����Щ���̽ṹ�ڹ�̬������Ӧ���ۻ���ʧЧ����Thermocalc��������ĸߦ�T֧��������Ϊ��Ҫ�������γɻ��ơ����̹����е�̼ƫ����LPBF�����е��͵ĸ�CRʹ����Զ��ƽ�⡣Ȼ������ͼ13�й۲쵽�ģ���ʹֻ�ܼ���ָʾ�����ƣ����ںϽ�C��D��e���ߦ�t8/5�������ƻ���(���Ч�ĵ�CR)������ġ��������ζ�������γɺ���չ�Ļ����Dz�ͬ�ġ����Լٶ����������������̹������γɡ�������ȴ(�ͦ�t8/5��CR)��̼�����ٽ��������̬ת�䣬��¸߲���Ӧ����
��ˣ��ڴ�������������۽ṹ�У���������������ı�Ե���ڲ���չ(��������չ)����CEN֧����ǰ������������չ���ơ��ر��ǣ����ܺϽ�B��T�ܸߣ������о��Ĺ��߸�����ߣ������������ٵĺϽ𡣽ϵ͵Ŀ���������������ڽϵ͵�̼��������ʹ�øúϽ�����ƫ�����Ӷ����������ѡ��෴���Ͻ�F�ĸ�̼�������¸�ǿ��ƫ�������ԣ��ر����ڿ�����ȴʱ���������ӹ����ܡ������۽ṹ��������ʾ��������Ĵ��ڣ��෴������Msָ�꣬�����屻���ơ������Msָ�겻������LPBF�������̡����ں�̼���߸ֵĿ��ѻ��Ʋ��DZ���������Ҫ���㣬��ˣ���δ���о�������й����Ľ�һ�������������������Ŀ��ѻ�����ء�
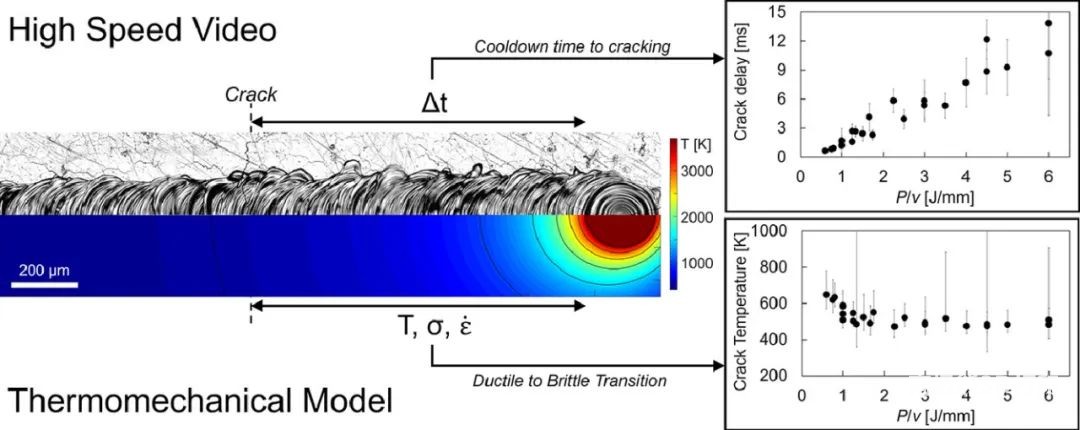
���ںϽ�A����ͬ�Ŀ��ѻ��ƿ��Խ��úϽ��ʧЧ������������CEN������ָ�꣬�ɷ��е�̼ȱʧ������Ӱ���������T���Ե���������(Լ120 K ),��Ϊ������̼����ƫ�������⣬��ʾ�ĶϿ�ͼ��ʾ���Ƶ��γ������̽ṹ�ء�ȡ����֮���ǣ����Դ������ѱ����뼸�������ϵ�����������չһ�𱻹۲쵽��ͼ13�Ц�t8/5��CR��ָʾ�������������ȴ���ʶ��ڻ��������ǿ�ȡ�ġ������۽ṹ�������Ͻ�AʧЧ�����������ٳ�����:
1)���ڿ�����ȴ�������Ĺ����Ȳ���Ӧ����
2)���ʹ�ת���¶���߲���Ӧ���Ľ�ϣ���Vrancken������2020��Ĺ�����������ģ��ô��ٴ��������յ������ơ����ﵽ��һ�¶�ʱ���������Ա��ε�λ������ֹͣ�˶�����ˣ����Ȳ���Ӧ���������ϵļ���ʱ���ͻ��������ơ�
3)��������չ�Ե������Ŀ����γɡ�
ͼ15-0. Vrancken������2020��Ĺ���
5.����
��Ŀǰ�Ĺ����У������һ���������ߺϽ߸�LPBF���տ����ԵĿ�ܡ�������������Ҫ��ȱ�����ͣ�ͬʱ����ʵ�����õ����ܻ��̶ȡ�LPBF�ӹ���������̼���������Ӷ������½�����ʵ�ϣ����ڽϸߵ�̼�������۲쵽�ϲ�Ĺ̽ᡢ�߱��Ρ��ֲ�ͽϸߵ������ܶȣ������ں�۳߶��ϣ��������ѧ�����LPBF�ӹ�������ؼ����ã����ұȹ��ղ����Ĺ�����ء��Ͽڷ�����ʾ����̼���߸ֵ����Ʊ�����ʾ�������̽ṹ������ص�֦�����ṹ������̼���߸��Դ��Է�ʽʧЧ�������������Ʊ�����ڴ����ṹ��
̽��ߵ�����ṩ�˹��ں�̼���߸ֿ���Ԥ�����Ȥ���⣬�����Ի�����ʽʹ��ʱ�����ǵ���Ч�����ӡ��ɸ���ȴ����CR��ƫ������Ŀ��������䦤T�������������Ըߡ���һ���棬����ȴʱ�䦤t8/5�ߵ���̼����CEN��������ȴ�ڼ�����γɴ�����Ͳ���Ӧ����չ���ⷴ��������������������ǿ��һ���ѽ�����ij��ֲ����ų���һ�֡����ƿ��������̹����������������������ڴ����ṹ�д�������������ζ��û��һ��ָ����Զ�������ȱ��Ԥ�⡣�෴��ӳ�����Ч�Ի��ڹ��ߵ����ʹ�á�����Ms�¶ȹ��ߣ�������һ��ǿ�ҵ�ì�ܡ������κκ�̼�ĸ֣����෴������֯�й۲쵽������ʱ��Ԥ�������屻���ơ���������õ������¶ȹ�ʽ����ֱ��Ӧ����LPBF�����IJ��ϡ�
��������У����������������Ҫ���ڶԵ��¿ɼӹ��Բ����ȱ���γɻ��Ƶ�����ѧ���⡣�����������Ƶ�ʵ�������õ�ָ�������ۼӹ��Ժ�ȱ���γɻ�������dz���Ч��ʹ�õ�һ�����������������õĸ߶ȸ��ӵĻ�ѧ�����ļӹ����ܡ��������һ����Ҫ�ɹ��ǣ���ͳ��LPBF�����ṹ���ܲ�����ͨ�����ƿռ��ʱ���ϵ���������������ȱ�ݡ��ڸ��Ƚ��������ھ���˹������ֶεİ����£������Ը��Զ����ķ�ʽ�����÷���������µĺϽ�
������Դ��Processability and cracking behaviour of novel high-alloyed tool steels processed by Laser Powder Bed Fusion,Journal of Materials Processing Technology,Volume 302, April 2022, 117435,https://doi.org/10.1016/j.jmatprotec.2021.117435
�ο����ϣ�Analysis of laser-induced microcracking in tungsten under additive manufacturing conditions: Experiment and simulation,Acta Materialia,Volume 194, 1 August 2020, Pages 464-472,https://doi.org/10.1016/j.actamat.2020.04.060
(���α༭��admin)

��һƪ�������ĩ������(SLM)�ӹ����ߺϽ߸ֵļӹ����ܺͿ�����Ϊ��1��
��һƪ������Һ�������ӡ����ϸ��-ˮ����-��ά������֯ǰ��
��һƪ������Һ�������ӡ����ϸ��-ˮ����-��ά������֯ǰ��
 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/����������
- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


