ȱ��ƶ��������������̵IJ��ȶ��Կ���
ʱ�䣺2022-05-12 15:59 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
�ֲ�����-��ĩ������������еĹ��ղ��ȶ��Ե��¼����ĩ���ں� (LPBF)
��������������γɸ���ȱ�ݡ��ر��ǣ���ɽ�������γɻᵼ�´�ӡ�������ֲ���Ԥ���ȱ�ݡ���������DZ�����ͨ��ʹ�����������Ƽ���۴�����õIJ��ȶ�����������ɽ��������˴����ɽ���3D��ӡ����ȱ��ƶ���Ʒ�������õ�һ���Ժ���ǿ�����ܡ����Ƿ��֣������ֻ���Эͬ�������������������͵Ĵ�ɽ�����1�������������۳ز���������Һ����������Ĵ�ɽ�����2��ͨ������������Һ�ξۺϣ�������Һ����ײ����Ĵ�ɽ����������ܹ�ͬʱ�ȶ��۳ز����ͷ�ֹҺ�ξ۽ᣬ��Ϊʵ��ƶ�������������ṩ��һ��DZ�ڵķ�����
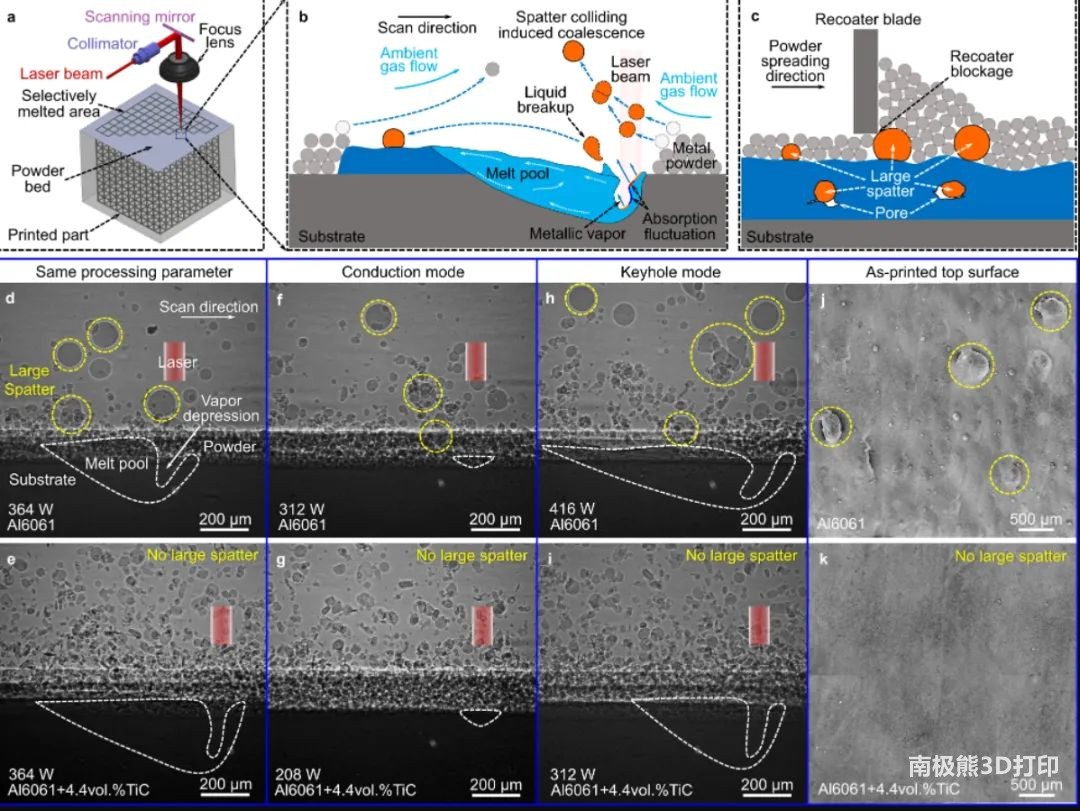
�����ĩ���۱䣨LPBF��ʹ�þ۽��ĸ��ܼ�����ѡ���Ե��ۻ�������ĩ���㣬ֱ�ӽ�������������ģ��ת��Ϊ��������ھ۽������ߴ�С��Լ50-100��m�������и߿ռ�ֱ��ʣ�ʹLPBF�ܹ����촫ͳ����·����ʵ�ֵĸ��Ӽ�����״�Ľ�����������п��ܳ��ı�������ҵ��������������ҽ������������Ȼ������ĩ���ľ۽�������Ȼ�������صĹ��ղ��ȶ��ԣ��Ӷ����¸���ȱ�ݵ��γɣ���ͼ1b��c��ʾ�������ܼ����������ĩ��ʱ���ֲ�������Ȼᵼ�±�����ڣ��γ�ǿ�������䡣������������ķ���ѹ�������ƶ�������棬�γ��������ݣ�Ҳ��Ϊ��������С�ף�����������ĸ�����������������ĩ��Һ�������ȥ���γɷɽ�����յ������������������Ӷ����·�ĩ�д���
���ڼ��������ʶ�����ǵ������Ժ�ǿ���Ǿ����������յ��·Ǿ��������������۳ر��棨Һ�����棩�ϲ����ȵķ���ѹ�����Ǿ��ȷ���ѹ������Һ������IJ�������һ�������������պ�����ѹ�IJ������֧�ŵ��������ղ�����Һ����沨�����¼���-��ĩ������ò��ȶ��������۳�/����ѹ�Ͳ��������������ķɽ�����ײ���������Ʋ���������۳��е�Һ�����Ѻ����������ķɽ�����ײ�������ɽ����γɡ�
��ɽ�������γ���LPBF�����в���Ԥ���ȱ���γɵ���Ҫԭ��Ҳ���������Ƶ�һ����ս����Ϊ�����ܵ��¹ؼ��ļӹ����ϣ����磬����ˮ��������ĩ�������ȡ����氼�ӡ���������켣���䣩���Լ���ӡ���е�ȱ�ݣ����磬ȱ���ۺϿ�϶�ʣ�������Ԥ���ȱ�ݵ��µ����������һ����LPBF�ڸ�����ҵ�㷺���õ��������ϰ��������Ƕ��ڹؼ�Ӧ�á�
�Ż������������ܻ�ı�ɽ��������������ϴ�ķɽ�����Ϊ�������ղ������ı伤�����ĩ���ֲ�����õı��ʡ�������ɽ�������γ���Ȼ��һ����ս��
���������չʾ��ͨ��ʹ�������������Ƽ����ĩ������ã��Ӷ�������ɽ���ʵ����3D��ӡ��ȱ��ƶ����Ʒ���������õ�һ���Ժ���ǿ�����ܡ��ֳ�����ͬ������x���߳���ʵ�������������ͨ��ͬʱ�ȶ��۳ز����Ϳ���Һ�ξ۽��������������͵Ĵ�ɽ�������ֵķ����ͻ���Ϊʵ��ȱ��ϡ���������������ṩ��һ��DZ�ڵķ�����
���������
������ɽ�
ʵ��֤�����������ܹ�����Al6061+4.4vol.%TiC�еĴ�ɽ�������������ԭλ����ͬ������x���߳��������о���Al6061+4.4vol.TiC�����ۻ������еķɽ�����ѧ��ĩ�����Լ����ڱȽϵ�Al6061��ĩ���������о�����ͬ���ղ����µķɽ���Ϊ����ͼ1d��e����Ƶ1��ʾ�������ķɽ���ߴ����100���� µm����Լ3��Ƶ�����ɣ������ۻ�Al6061��ĩ���ڼ䣬���ÿ����ɽ�1�Ρ�����γ������Աȵ��ǣ��ڼ����ۻ�Al6061+4.4vol.%TiC��ĩ����ע�����������������������������ȣ�����Ҫ������������ǿ������������ġ�Ϊ��ȷ�ϴ�ķɽ���������������������ȵı仯����ģ�Ҳ����������ij���ӹ��������ڴ�Χ�ļӹ������½�����ԭλx���߳���ʵ�顣�����о������мӹ������£��۲쵽�������ܹ�������ɽ���ͼ1f-i����Ƶ2��3��ʾ�������������ӣ���������ͬ�ۻ�ģʽ�µķɽ���Ϊ����������������ȵıȽϡ�
��������һ���Ժ���ǿ���ܵ�ȱ��ƶ����Ʒ�Ĵ�ӡ
������ķɽ���������������Ʒ�е�ȱ�ݡ�������ò��������������ֲڶ�Ra������90%����Al6061��20��3µm���͵�Al6061+4.4vol��2.1��0.2µm�����߶Ȳ�(Rm����߷������֮��ĸ߶Ȳ�)��134��20µm������89%����15��2µm(ͼ2a-c)���ռ�ֱ���Ϊ 2 µm �� X ���߳�����������ڴ�ӡ�� Al6061+4.4vol.%TiC ��Ʒ��δ����϶��Ȼ������ͼ 2d��e ��ʾ���ڴ�ӡ��Al6061�й۲쵽�����϶�����⣬��ͼ2f��ʾ����ɢ��Al6061�����е�������Ҳʹ��ӡ��Ʒ�ľ���ϸ����һ������������(ͼ2g, h)����Ч�ľ���ϸ�������������ƣ�ͼ2d��e�����ɹ��ػ����һ����ӡ��Ʒ��ȱ�ݡ�

ͼ2���۽ṹ�����ܡ�
������Խ����������ӡ���Al6061+4.4vol.%TiC������ǿ����T6�ȴ�����ı���Al6061�൱�������쳤�����33%���ȴ������ Al6061+4.4vol.%TiC ������ǿ�ȱȶ���� Al6061 �� 123 �� 13 MPa��42%���������Ա��� 7.9% �� 0.3% �ĺ����쳤�ʣ�ͼ 2i������ӡ�� Al6061+4.4vol.%TiC �Ļ�е���ܱ��ֳ����õ�һ���ԣ������� Al6061 �൱����
����������Һ����������ķɽ��Ļ���
Ϊ�˽�ʾ�������ܹ�������ɽ��Ļ��ƣ����ǽ����������ԭλ����x���߳����о������Ƿ���������Эͬ�����Ļ�������ֹ��ɽ����γɡ�
���ֵĵ�һ���������������ȶ����������Ʋ������Ӷ�������������е�Һ�����ѣ�ͼ3�����ڲο���ƷAl6061�У�����Ԥ�ڵ��������۲쵽Һ����������ݱ�Ե��Χ���۳������ѣ��γɷɽ��ͼ3a-d����Ƶ4����ģ���о�������Һ�������������嶯������Ĺ���ѹ���˷��������������ëϸѹ������ģ���������ˮ�ķɽ���Ȼ������Al6061+4.4vol.%TiC��û�й۲쵽Һ�����ѣ�����û��Һ��ͻ������ͼ3e-h����Ƶ4����Ϊ�����ĩ��Һ������۲��Ӱ�죬����ʵ��ѡ��������ף���ĩ�����Ʒ����
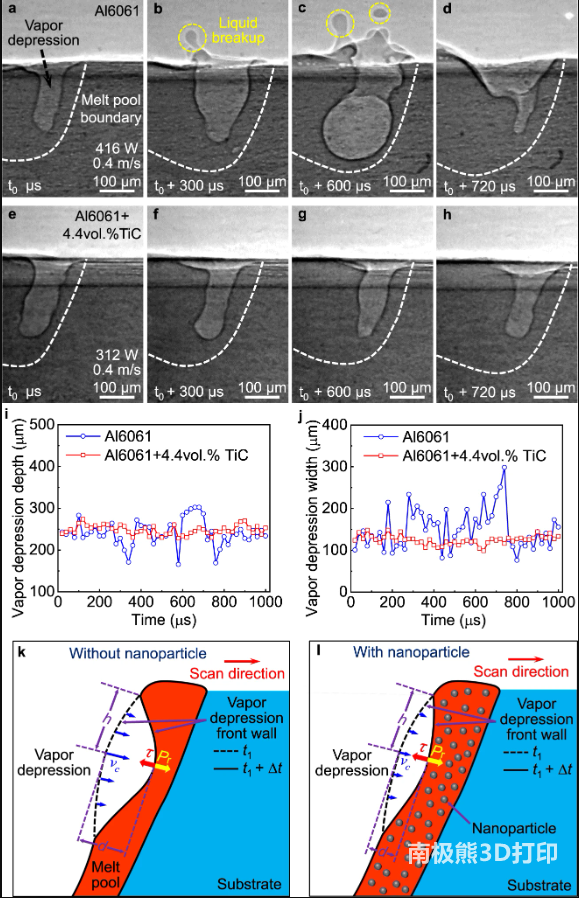
ͼ3���������ܹ�����Һ�����ѡ�
����������Һ����ײ����Ĵ�ɽ��Ļ���
���ֵĵڶ��������ǣ���������ֹ����ײ������Һ��ɽ���ľ۽ᣬ�Ӷ���������ײ����Ĵ�ɽ�����ڼ������ĩ�����������Χ��������ǿ���һ��ң�LPBF�����о���������ĩ��ײ����ͼ4a-d����Ƶ5��ʾ����Al6061�е�����Һ��ɽ�����ײʱ�������ɽ���ϲ��γ�һ����ķɽ����ײ�յ����ž����γɴ�ɽ�����Ҫ���ƣ�ͨ���Ż���������������Ͻ�ɷֺ��ѿ˷���Ȼ�������Ƿ��֣��ڼ����ۻ�Al6061+4.4vol.%TiC�Ĺ����У�Һ��ɽ�������ײ��������������ĩ������ͼ4e-k��ʾ��������ײ�ķɽ��ﱣ��������Ĵ�С����ײ��Ψһ��������ƶ�������ٶȵı仯��
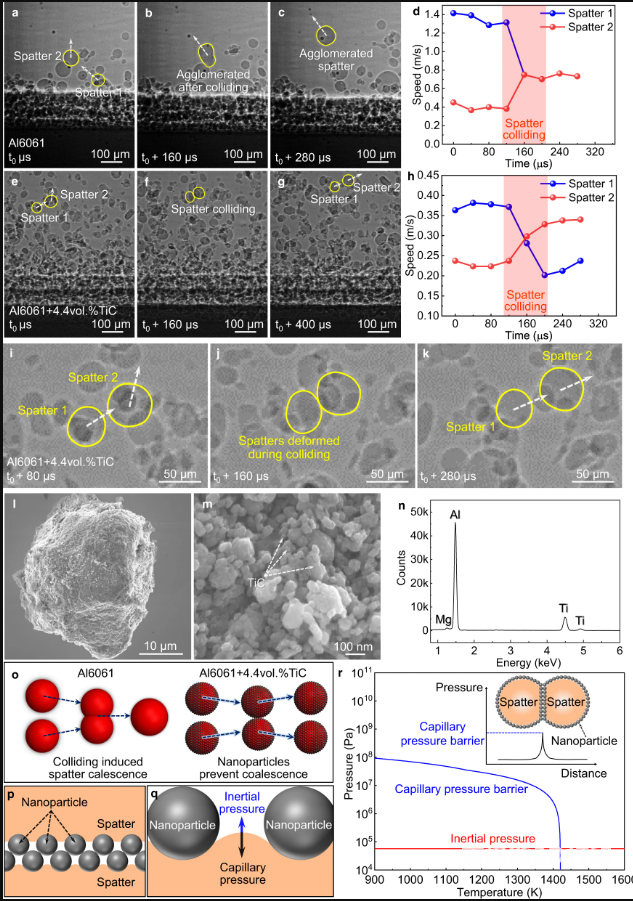
ͼ 4���������ӷ�ֹ�ɽ��۽ᡣ
�˽Al6061+4.4vol%TiC�й۲쵽�ķ�ֹ�۽�Ļ��ƣ�ͨ��ɨ��羵��ԭ�Ϸ�ĩ��������˷��������������һ��������������ԭ�Ϸ�ĩ�ı��棨ͼ4l-n�������赱��ĩ�ۻ�ʱ��Һ�α��������������ײʱ���γ�ëϸѹ�����ϣ���ֹҺ�ξۺϣ���ͼ4o�Cq��ͼ4r��ʾ��
����ëϸ��ѹ������ȡ�����¶Ⱥ���������䣨��ͼ 4p-r��ʾ��������ɽ�����¶ȹ��ߣ����磬�� Al6061-TiC ϵͳ�и��� 1420 K�����߷ɽ���������������������Ȼ�ᷢ���۽ᡣ��һ�Ʋ�õ��˾۽�Ƶ��ͳ�Ʒ��������֧�֣����ܷɽ��۽�Ƶ���������� 4.4vol.%TiC �������ͣ��� Al6061+4.4vol.%TiC ���Թ۲쵽�ɽ��۽ᡣ
Al6061+4.4vol.%TiC��ż���ķɽ��۽�ᵼ�´�ɽ����ߴ����100 ��m�����γɣ���Ϊ��ɽ����γɿ�����Ҫ����ɽ��ľ۽ᡣ
���ܳ�ʼ�¶ȸ��� 1420 K �ķɽ�������ڵ�һ����ײʱ�۽ᣬ�����ǿ��ܻ���ȴ�� 1420 K ���£��Ա�����������ײ�о۽ᡣ
�ڸ����£�ëϸѹ�����ϵĽ��Ͷ��ڷ�ĩ�����۳����γ����ɹ켣������Ҫ���ڼ��������������ĩ���Ա����ȵ��dz��ߵ��¶ȡ����ָ��¿��������۳������ëϸ��ѹ�����ϣ��Ӷ�����������Ϳ���ĩ�����۳ء����Ǽ��裬�������¶ȵ�ëϸ��ѹ�����϶���ʵ�ַɽ������Լ�ͬʱ������ĩ�����۳�������Ҫ��
�������������Ƿ��ֲ�֤����������ͨ��ͬʱ�ȶ��۳ز����ͷ�ֹҺ�ξ۽������Ƽ���-��ĩ-������õIJ��ȶ��ԣ��Ӷ������˴����ɽ�������ӡ���˾�������һ���Ժ���ǿ���ܵ�ƶȱ����Ʒ���������������Ƽ�������������õIJ��ȶ���Ϊʵ��ȱ��ƶ�������������ṩ��һ�����е�;����
����
����x���߳���
���и��ٸ߷ֱ���x���߳����Բ�����ɨ���ڼ�ķɽ����������ƺ��۳ض���ѧ��������һ̨��������˼�������IPG YLR-500-AC��IPG Photonics����������һ̨��ɨ���ǣ�IntelliSCAN 30��SCANLAB GmbH���¹������Խ��е��켤���ۻ�ʵ�顣�ڼ���ɨ������У�ͬ������x���������ع�ʱ��Ϊ1 ��s������Ʒ��
�ɽ�����ѧ�ĸ��ٿɼ������
ʹ�ø��ٿɼ�����������ձ���¡FASTCAM Nova S12����������ѧϵͳ�Ӷ���ͼ��LPBF�����еķɽ���̬��������һ̨��������˼�������IPG YLR-500-AC��IPG Photonics����������һ̨��ɨ���ǣ�hurrySCAN 30��SCANLAB GmbH���¹������Խ��е���LPBFʵ�飬��ĩ����Ϊ100 µm�������� 25 kHz ֡���ʽ��У��ع�ʱ��Ϊ4 ��s���ֱ���Ϊ4 ��m��SugarCUBEUltra����ϵͳ��White LED Light SugarCUBE Ultra��Ushio���ձ��������ڳ���ʵ���ڼ�������ĩ����
�۽ṹ����
ͨ��SEM��Helios PFIB G4��FEI����������Al6061+4.4vol.% TiC�����˱�����Ϊ���������ʾ����������Ʒ��б��52�㡣��SEM֮ǰ������ͨ���ͽǶ�������ĥ�������Ʒ��Ȼ������������ʴ�̡�
��Դ��Controlling process instability for defect lean metal additive manufacturing��Nature Communications, doi.org/10.1038/s41467-022-28649-2
�ο����ף�King, W. E. et al. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 214, 2915�C2925 (2014).
�����ĩ���۱䣨LPBF��ʹ�þ۽��ĸ��ܼ�����ѡ���Ե��ۻ�������ĩ���㣬ֱ�ӽ�������������ģ��ת��Ϊ��������ھ۽������ߴ�С��Լ50-100��m�������и߿ռ�ֱ��ʣ�ʹLPBF�ܹ����촫ͳ����·����ʵ�ֵĸ��Ӽ�����״�Ľ�����������п��ܳ��ı�������ҵ��������������ҽ������������Ȼ������ĩ���ľ۽�������Ȼ�������صĹ��ղ��ȶ��ԣ��Ӷ����¸���ȱ�ݵ��γɣ���ͼ1b��c��ʾ�������ܼ����������ĩ��ʱ���ֲ�������Ȼᵼ�±�����ڣ��γ�ǿ�������䡣������������ķ���ѹ�������ƶ�������棬�γ��������ݣ�Ҳ��Ϊ��������С�ף�����������ĸ�����������������ĩ��Һ�������ȥ���γɷɽ�����յ������������������Ӷ����·�ĩ�д���
ͼ1 ����������LPBF�еĴ�ɽ��
���ڼ��������ʶ�����ǵ������Ժ�ǿ���Ǿ����������յ��·Ǿ��������������۳ر��棨Һ�����棩�ϲ����ȵķ���ѹ�����Ǿ��ȷ���ѹ������Һ������IJ�������һ�������������պ�����ѹ�IJ������֧�ŵ��������ղ�����Һ����沨�����¼���-��ĩ������ò��ȶ��������۳�/����ѹ�Ͳ��������������ķɽ�����ײ���������Ʋ���������۳��е�Һ�����Ѻ����������ķɽ�����ײ�������ɽ����γɡ�
��ɽ�������γ���LPBF�����в���Ԥ���ȱ���γɵ���Ҫԭ��Ҳ���������Ƶ�һ����ս����Ϊ�����ܵ��¹ؼ��ļӹ����ϣ����磬����ˮ��������ĩ�������ȡ����氼�ӡ���������켣���䣩���Լ���ӡ���е�ȱ�ݣ����磬ȱ���ۺϿ�϶�ʣ�������Ԥ���ȱ�ݵ��µ����������һ����LPBF�ڸ�����ҵ�㷺���õ��������ϰ��������Ƕ��ڹؼ�Ӧ�á�
�Ż������������ܻ�ı�ɽ��������������ϴ�ķɽ�����Ϊ�������ղ������ı伤�����ĩ���ֲ�����õı��ʡ�������ɽ�������γ���Ȼ��һ����ս��
���������չʾ��ͨ��ʹ�������������Ƽ����ĩ������ã��Ӷ�������ɽ���ʵ����3D��ӡ��ȱ��ƶ����Ʒ���������õ�һ���Ժ���ǿ�����ܡ��ֳ�����ͬ������x���߳���ʵ�������������ͨ��ͬʱ�ȶ��۳ز����Ϳ���Һ�ξ۽��������������͵Ĵ�ɽ�������ֵķ����ͻ���Ϊʵ��ȱ��ϡ���������������ṩ��һ��DZ�ڵķ�����
���������
������ɽ�
ʵ��֤�����������ܹ�����Al6061+4.4vol.%TiC�еĴ�ɽ�������������ԭλ����ͬ������x���߳��������о���Al6061+4.4vol.TiC�����ۻ������еķɽ�����ѧ��ĩ�����Լ����ڱȽϵ�Al6061��ĩ���������о�����ͬ���ղ����µķɽ���Ϊ����ͼ1d��e����Ƶ1��ʾ�������ķɽ���ߴ����100���� µm����Լ3��Ƶ�����ɣ������ۻ�Al6061��ĩ���ڼ䣬���ÿ����ɽ�1�Ρ�����γ������Աȵ��ǣ��ڼ����ۻ�Al6061+4.4vol.%TiC��ĩ����ע�����������������������������ȣ�����Ҫ������������ǿ������������ġ�Ϊ��ȷ�ϴ�ķɽ���������������������ȵı仯����ģ�Ҳ����������ij���ӹ��������ڴ�Χ�ļӹ������½�����ԭλx���߳���ʵ�顣�����о������мӹ������£��۲쵽�������ܹ�������ɽ���ͼ1f-i����Ƶ2��3��ʾ�������������ӣ���������ͬ�ۻ�ģʽ�µķɽ���Ϊ����������������ȵıȽϡ�
��������һ���Ժ���ǿ���ܵ�ȱ��ƶ����Ʒ�Ĵ�ӡ
������ķɽ���������������Ʒ�е�ȱ�ݡ�������ò��������������ֲڶ�Ra������90%����Al6061��20��3µm���͵�Al6061+4.4vol��2.1��0.2µm�����߶Ȳ�(Rm����߷������֮��ĸ߶Ȳ�)��134��20µm������89%����15��2µm(ͼ2a-c)���ռ�ֱ���Ϊ 2 µm �� X ���߳�����������ڴ�ӡ�� Al6061+4.4vol.%TiC ��Ʒ��δ����϶��Ȼ������ͼ 2d��e ��ʾ���ڴ�ӡ��Al6061�й۲쵽�����϶�����⣬��ͼ2f��ʾ����ɢ��Al6061�����е�������Ҳʹ��ӡ��Ʒ�ľ���ϸ����һ������������(ͼ2g, h)����Ч�ľ���ϸ�������������ƣ�ͼ2d��e�����ɹ��ػ����һ����ӡ��Ʒ��ȱ�ݡ�
ͼ2���۽ṹ�����ܡ�
������Խ����������ӡ���Al6061+4.4vol.%TiC������ǿ����T6�ȴ�����ı���Al6061�൱�������쳤�����33%���ȴ������ Al6061+4.4vol.%TiC ������ǿ�ȱȶ���� Al6061 �� 123 �� 13 MPa��42%���������Ա��� 7.9% �� 0.3% �ĺ����쳤�ʣ�ͼ 2i������ӡ�� Al6061+4.4vol.%TiC �Ļ�е���ܱ��ֳ����õ�һ���ԣ������� Al6061 �൱����
����������Һ����������ķɽ��Ļ���
Ϊ�˽�ʾ�������ܹ�������ɽ��Ļ��ƣ����ǽ����������ԭλ����x���߳����о������Ƿ���������Эͬ�����Ļ�������ֹ��ɽ����γɡ�
���ֵĵ�һ���������������ȶ����������Ʋ������Ӷ�������������е�Һ�����ѣ�ͼ3�����ڲο���ƷAl6061�У�����Ԥ�ڵ��������۲쵽Һ����������ݱ�Ե��Χ���۳������ѣ��γɷɽ��ͼ3a-d����Ƶ4����ģ���о�������Һ�������������嶯������Ĺ���ѹ���˷��������������ëϸѹ������ģ���������ˮ�ķɽ���Ȼ������Al6061+4.4vol.%TiC��û�й۲쵽Һ�����ѣ�����û��Һ��ͻ������ͼ3e-h����Ƶ4����Ϊ�����ĩ��Һ������۲��Ӱ�죬����ʵ��ѡ��������ף���ĩ�����Ʒ����
ͼ3���������ܹ�����Һ�����ѡ�
���ֵĵڶ��������ǣ���������ֹ����ײ������Һ��ɽ���ľ۽ᣬ�Ӷ���������ײ����Ĵ�ɽ�����ڼ������ĩ�����������Χ��������ǿ���һ��ң�LPBF�����о���������ĩ��ײ����ͼ4a-d����Ƶ5��ʾ����Al6061�е�����Һ��ɽ�����ײʱ�������ɽ���ϲ��γ�һ����ķɽ����ײ�յ����ž����γɴ�ɽ�����Ҫ���ƣ�ͨ���Ż���������������Ͻ�ɷֺ��ѿ˷���Ȼ�������Ƿ��֣��ڼ����ۻ�Al6061+4.4vol.%TiC�Ĺ����У�Һ��ɽ�������ײ��������������ĩ������ͼ4e-k��ʾ��������ײ�ķɽ��ﱣ��������Ĵ�С����ײ��Ψһ��������ƶ�������ٶȵı仯��
ͼ 4���������ӷ�ֹ�ɽ��۽ᡣ
�˽Al6061+4.4vol%TiC�й۲쵽�ķ�ֹ�۽�Ļ��ƣ�ͨ��ɨ��羵��ԭ�Ϸ�ĩ��������˷��������������һ��������������ԭ�Ϸ�ĩ�ı��棨ͼ4l-n�������赱��ĩ�ۻ�ʱ��Һ�α��������������ײʱ���γ�ëϸѹ�����ϣ���ֹҺ�ξۺϣ���ͼ4o�Cq��ͼ4r��ʾ��
����ëϸ��ѹ������ȡ�����¶Ⱥ���������䣨��ͼ 4p-r��ʾ��������ɽ�����¶ȹ��ߣ����磬�� Al6061-TiC ϵͳ�и��� 1420 K�����߷ɽ���������������������Ȼ�ᷢ���۽ᡣ��һ�Ʋ�õ��˾۽�Ƶ��ͳ�Ʒ��������֧�֣����ܷɽ��۽�Ƶ���������� 4.4vol.%TiC �������ͣ��� Al6061+4.4vol.%TiC ���Թ۲쵽�ɽ��۽ᡣ
Al6061+4.4vol.%TiC��ż���ķɽ��۽�ᵼ�´�ɽ����ߴ����100 ��m�����γɣ���Ϊ��ɽ����γɿ�����Ҫ����ɽ��ľ۽ᡣ
���ܳ�ʼ�¶ȸ��� 1420 K �ķɽ�������ڵ�һ����ײʱ�۽ᣬ�����ǿ��ܻ���ȴ�� 1420 K ���£��Ա�����������ײ�о۽ᡣ
�ڸ����£�ëϸѹ�����ϵĽ��Ͷ��ڷ�ĩ�����۳����γ����ɹ켣������Ҫ���ڼ��������������ĩ���Ա����ȵ��dz��ߵ��¶ȡ����ָ��¿��������۳������ëϸ��ѹ�����ϣ��Ӷ�����������Ϳ���ĩ�����۳ء����Ǽ��裬�������¶ȵ�ëϸ��ѹ�����϶���ʵ�ַɽ������Լ�ͬʱ������ĩ�����۳�������Ҫ��
�������������Ƿ��ֲ�֤����������ͨ��ͬʱ�ȶ��۳ز����ͷ�ֹҺ�ξ۽������Ƽ���-��ĩ-������õIJ��ȶ��ԣ��Ӷ������˴����ɽ�������ӡ���˾�������һ���Ժ���ǿ���ܵ�ƶȱ����Ʒ���������������Ƽ�������������õIJ��ȶ���Ϊʵ��ȱ��ƶ�������������ṩ��һ�����е�;����
����
����x���߳���
���и��ٸ߷ֱ���x���߳����Բ�����ɨ���ڼ�ķɽ����������ƺ��۳ض���ѧ��������һ̨��������˼�������IPG YLR-500-AC��IPG Photonics����������һ̨��ɨ���ǣ�IntelliSCAN 30��SCANLAB GmbH���¹������Խ��е��켤���ۻ�ʵ�顣�ڼ���ɨ������У�ͬ������x���������ع�ʱ��Ϊ1 ��s������Ʒ��
�ɽ�����ѧ�ĸ��ٿɼ������
ʹ�ø��ٿɼ�����������ձ���¡FASTCAM Nova S12����������ѧϵͳ�Ӷ���ͼ��LPBF�����еķɽ���̬��������һ̨��������˼�������IPG YLR-500-AC��IPG Photonics����������һ̨��ɨ���ǣ�hurrySCAN 30��SCANLAB GmbH���¹������Խ��е���LPBFʵ�飬��ĩ����Ϊ100 µm�������� 25 kHz ֡���ʽ��У��ع�ʱ��Ϊ4 ��s���ֱ���Ϊ4 ��m��SugarCUBEUltra����ϵͳ��White LED Light SugarCUBE Ultra��Ushio���ձ��������ڳ���ʵ���ڼ�������ĩ����
�۽ṹ����
ͨ��SEM��Helios PFIB G4��FEI����������Al6061+4.4vol.% TiC�����˱�����Ϊ���������ʾ����������Ʒ��б��52�㡣��SEM֮ǰ������ͨ���ͽǶ�������ĥ�������Ʒ��Ȼ������������ʴ�̡�
��Դ��Controlling process instability for defect lean metal additive manufacturing��Nature Communications, doi.org/10.1038/s41467-022-28649-2
�ο����ף�King, W. E. et al. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 214, 2915�C2925 (2014).
(���α༭��admin)

 �ذ���AI��Դ���ε��Զ�
�ذ���AI��Դ���ε��Զ� �������������뵼���ҵ��
�������������뵼���ҵ�� �Ƿ�ĩ������������������
�Ƿ�ĩ������������������ ����3D��ӡ��ϸ��������
����3D��ӡ��ϸ�������� ͻ�ƣ����ָ�ϸ���յ��ʴ�
ͻ�ƣ����ָ�ϸ���յ��ʴ� ������ɫ��Դװ����Ч����
������ɫ��Դװ����Ч������������
- ���ذ���AI��Դ���ε��Զ���3Dģ������
- ���������������뵼���ҵ���Ż���ơ���
- ���Ƿ�ĩ����������������������������ս
- ������3D��ӡ��ϸ������������Ѫ�ܼ���
- ��ͻ�ƣ����ָ�ϸ���յ��ʴ�65%�������
- ��������ɫ��Դװ����Ч���У��п����˫
- ���̼�����������Աȣ�ͭ����3D��ӡ����
- ���߷ֱ���3D��ӡ����ø�����壬ͨ����
- ���ѽ���3D��ӡ��2025��ᱬ����ƻ����
- ���绡���������Ʊ������ݶȲ���Alloy 82
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ����������̻�3D��ӡ������������֬�Ŀ�
- �����ϼ���ʽ3D��ӡ�о���������δ��
- ��������������3D��ӡ�������о��뷢չ
- �������۵״�һȷ��Ф��������ͽ�����
- ��3D��ӡ��δ��������չ����
- ������3D��ӡ��չ�������Ӵ�ӡ����������
- ��3D��ӡ�������ṹ��������״����ս�ͻ�
- ����ϸ�����ҩ��3D��ӡ��ҵ��״�ͷ�չ��


