现代内燃机增材制造技术
基于轻型发动机LeiMot研究项目,FEV公司与其合作伙伴共同开发了全新的研究方法,采用了通过增材制造(AM)技术生产的大型发动机部件,同时扩大了塑料应用范围,减轻整机质量,并优化了其功能。
![]() 1、前言
1、前言
通过采用最新的传统制造工艺,研究人员对以全铝设计的现代乘用车汽油机和柴油机的成本和质量进行了优化。近年来,这些发动机的质量功率比有了进一步优化。3缸和4缸发动机的质量功率比约为1.1 kg/kW。这一特征代表了材料特性、负荷曲线和结构利用率在既定制造边界条件下的平衡。这表明传统制造工艺无法进一步减轻整机质量。在材料及负荷曲线相似或相同的情况下,研究人员将传统制造工艺替换为激光粉床熔化(LPBF)技术,从而可进一步减轻整机质量。
在由德国联邦经济与能源部(BMWi)支持的轻型发动机LeiMot研究项目中,FEV 公司将LPBF工艺用于气缸盖和曲轴箱的开发进程中。研究人员选择大众公司EA288evo系列2.0 L涡轮增压直喷(TDI)柴油机作为基础发动机,并进行了一系列优化,使开发出的新组件符合替代理念。针对该项目中采用增材制造(AM)技术的铝部件的特点,研究人员选用了该工艺过程中最常用的AlSi10Mg材料。增材制造技术具有更高的自由度,不仅可以减少整机质量,还可用于改善发动机功能。
在开发LeiMot研究项目时,气缸盖和曲轴箱的设计从概念到制造过程(包括校准和后处理)始终遵循增材制造技术的边界条件。
此外,热固性注塑成型工艺的应用也是开发目标之一。为了合理使用该工艺,研究人员需要开发1种合适的曲轴箱概念。可用的材料为基于玻璃纤维增强酚醛树脂而开发的纤维增强复合塑料(FRP)。
![]() 2、组件概念
2、组件概念
研究人员首先对气缸盖和曲轴箱进行了功能分解。通过该方式,研究人员可以分析每个功能,并可以根据给定的边界条件进行设计优化。此外,研究人员需要确保LeiMot气缸盖能与大众曲轴箱实现相互兼容。同时,研究人员必须保留参考发动机的重要接口和组件,尤其是曲柄连杆机构、配气机构及换气组件。
研究人员通过专门的设计方法,使厚度不大于2 mm的材料实现了冷却、润滑及换气等功能,晶格结构的厚度明显小于2 mm。与传统的铸造工艺相比,该方法可以根据负荷的不同而采用多种壁厚参数,且不会存在与传统制造相关的结构弱点。
![]() 3、气缸盖
3、气缸盖
研究人员将开发重点首先放在气缸盖总体结构上,以便有针对性地对高机械应力区域进行设计。燃烧过程会导致弯曲应力的出现,并使发动机总成承受扭转应力。因此气缸盖结合了采用双T形梁(IPB)的闭口剪切盒(图1)。该款最新设计的气缸盖质量约为8.5 kg,比参考气缸盖轻约22%。
图片
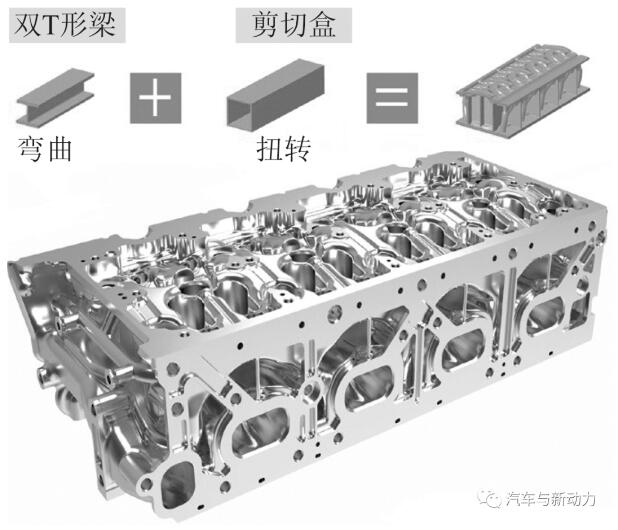 图1 LeiMot气缸盖结构设计方案
图1 LeiMot气缸盖结构设计方案
![]() 4、曲轴箱与底板
4、曲轴箱与底板
在隔板之间,研究人员为曲轴箱设计了水平支承结构。如果没有采用局部加固的功能组件(例如水通道或油道等),则可通过十字肋加固开放式结构。此外,研究人员通过采用2条连接管,加固了平衡轴区域的隔板(图2)。
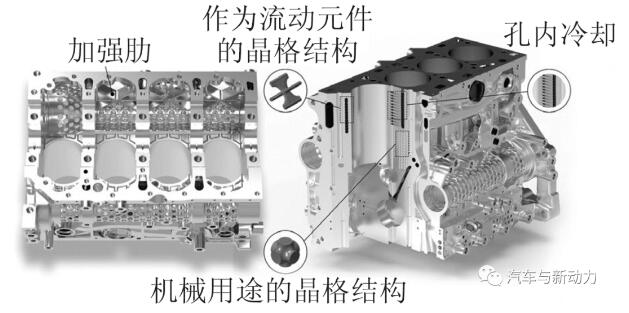 图2 LeiMot曲轴箱
图2 LeiMot曲轴箱
出于对质量和刚度等方面的考虑,研究人员将参考发动机的深裙式结构设计方案调整为配备有铝制底板的短裙式结构设计方案。由于采用了铝制底板,发动机省去了重型钢制主轴承盖,同时曲轴箱下半部得到了加固。与带有钢制主轴承盖的同类曲轴箱相比,该设计方案可使整机质量减轻约2 kg。
研究人员通过采用拓扑方法,对组件的主要流动路径进行了优化分析,并为隔板外部等低应力区域设计出了空腔和晶格结构(图2)。上述分析为受热负荷和机械负荷影响下的组件边界优化过程提供了基础,研究人员后续将在项目中开展深入研究。
研究人员通过对气缸盖和曲轴箱底板的设计方案进行计算验证,得出了相应的评估结果,该款标准符合系列产品的开发要求。
对于接近极限的轻型设计方案而言,研究人员在设计过程中对材料特性进行了深入了解。由于该款材料有着特殊的微观结构,通过AM技术生产的部件的机械性能与通过传统铸造工艺制成的部件的机械性能之间,存在着显著差异。因此,研究人员通过样本研究了AM技术所采用的材料在不同温度条件下的多项机械性能,并将结果用于计算过程中。
在机械应用中,采用晶格结构(图2)会大幅增加有限元(FE)模型的复杂性,从而延长了计算时间。因此,在整体模型的计算过程中,研究人员通过简化的替代元素表示晶格结构,这些替代元素具有与所用晶格结构相同的机械性能。
![]() 5、冷却
5、冷却
LeiMot研究项目采用了横流冷却的概念,其目的是有针对性地对各个气缸进行冷却,同时减少冷却液的流量。由于发动机在冷起动期间的热惯性较低,所以加热时间较短。气缸盖的各条管道采用了规定的直径(要道冷却),可使冷却液绕气门座圈和喷油器轴进行流动(图3)。冷却系统所引入的热量会在高温点处被直接吸收,并以较高流速进行传输。与具有更大容量的水套相比,这些管道的优点是增加了燃烧室板的刚度。为了在采用较少冷却液的情况下对排气道区域进行充分冷却,研究人员在排气道周围布置了厚度为5 mm的水套(图3)。此外,这种设计还能对热负荷较高的排气侧气门导管进行充分冷却。与热力有限元分析进行对比可知,采用相同的水泵,气缸盖燃烧室板的温度最多可降低40 ℃(图4)。这意味着该设计方案可以降低水泵的驱动功率,同时还可以缩短暖机时间。即使流经气缸盖和曲轴箱的冷却液总流量减少了40%,其最大壁温仍远低于采用传统水套的参考发动机的壁温。
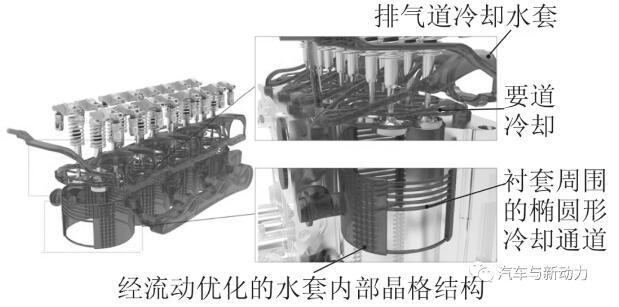 图3 LeiMot水套
图3 LeiMot水套
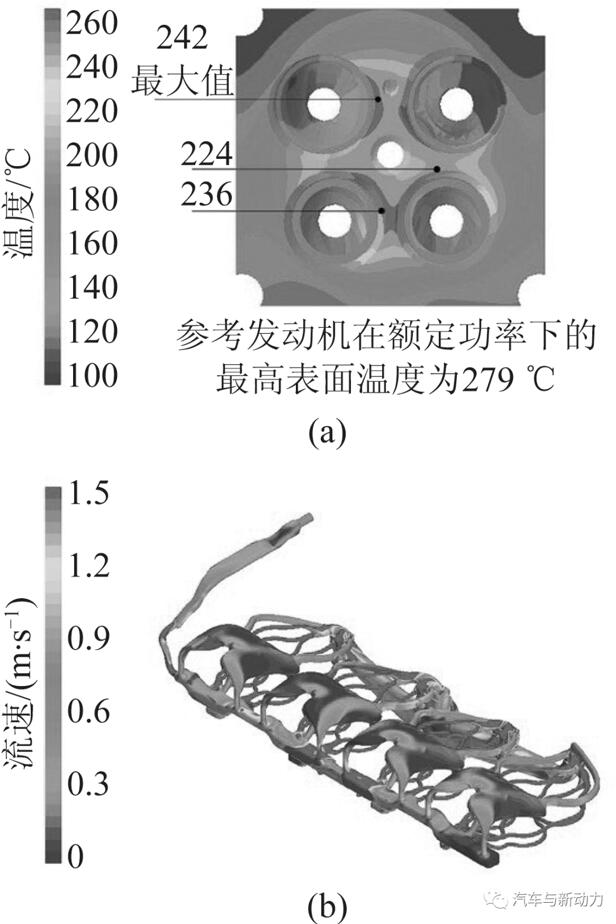 图4 燃烧室板的温度分布(a)与气缸盖水套内部的流速(b)在额定工况下的流量并未减少
图4 燃烧室板的温度分布(a)与气缸盖水套内部的流速(b)在额定工况下的流量并未减少
为进一步改善曲轴箱的冷却性能并使气缸温度实现均匀分布,研究人员在缸套间采用了宽2 mm,高3 mm的椭圆形冷却通道,以此对内孔进行冷却。此外,水套内部为经过充分优化的晶格结构(图3)。该结构扩大了传热面积,改善了冷却液流动过程,并提高了气缸刚度。改善后的缸套冷却系统可使缸套变形更为均匀,并能相应改善摩擦和漏气现象。
(责任编辑:admin)

 重磅:AI开源大风刮到自动
重磅:AI开源大风刮到自动 增材制造助力半导体产业:
增材制造助力半导体产业: 非粉末床金属增材制造综述
非粉末床金属增材制造综述 生物3D打印载细胞微球治疗
生物3D打印载细胞微球治疗 突破:特种钢细粉收得率达
突破:特种钢细粉收得率达 赋能绿色能源装备长效运行
赋能绿色能源装备长效运行 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复

