更强的零件,Nature子刊发表BJ金属3D打印的环保粘结剂
管理和补偿烧结阶段发生的大量收缩是Binder Jetting粘结剂喷射金属3D打印技术面临的最大挑战之一。零件在炉内收缩30-40%,线性收缩15-20%。如果零件很小并且壁厚均匀,那么收缩是可以预测的。然而,不同厚度的大型零部件的烧结过程会对几何形状产生非常复杂的问题。根据3D科学谷的市场研究,烧结收缩目前严重限制了Binder Jetting粘结剂喷射金属3D打印技术适用的几何形状和应用类型。
Meta Additive的非牺牲性粘结剂解决方案使得烧结收缩从20%降到了2%,不仅消除了脱脂步骤的需要,而且还降低了后处理阶段所需的热量水平。在正常打印后,做300℃的热处理即可,热处理是为了巩固和优化一些微结构。随着粘结剂的开发以及对Binder Jetting(BJ)粘结剂喷射金属3D打印技术的理解加深,可以带来更加环保、更高合金强度的研究正在进行时。本期共同来领略发表在Nature Communications上的“A general fruit acid chelation route for eco-friendly and ambient 3D printing of metals”关于对强度更高的金属进行精细的粘结剂喷射金属3D打印的解决方案。
 粘结剂喷射3D打印材料系列
粘结剂喷射3D打印材料系列
© 3D科学谷白皮书
更环保、更强的零件
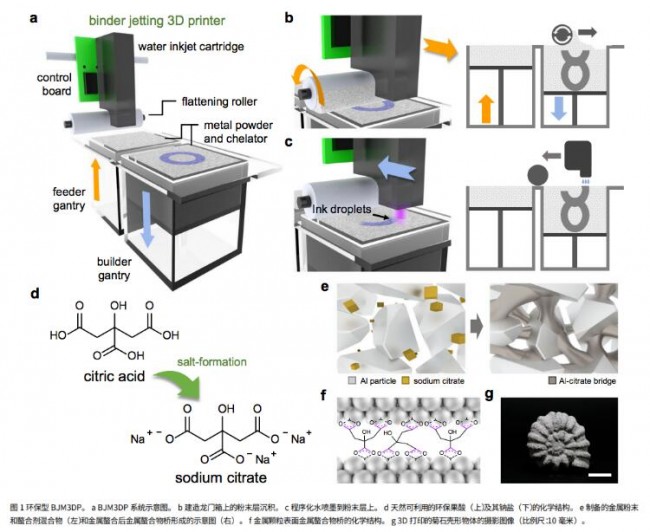
研究人员展示了一种适用于金属粘结剂喷射 3D 打印的水基固相粘结剂。常见果酸螯合剂的钠盐在金属颗粒之间形成稳定的金属螯合物桥,从而能够对强度更高的金属进行精细的 3D 打印。通过后处理甚至可以进一步降低金属颗粒之间的孔隙率。
![]() 粘结剂的挑战
粘结剂的挑战
根据百度百科,金属螯合剂(metal chelating agent)可以通过螯合剂分子与金属离子的强结合作用,将金属离子包合到螯合剂内部,变成稳定的,分子量更大的化合物,从而阻止金属离子起作用,可以用于解毒,印染,阻垢等方面。
对于制造业来说,效率与成本的确是至关重要的,从效率和成本的角度看,粘结剂喷射金属 3D 打印 (BJ) 是一种很有前途的增材制造技术,可以选择性地将液体粘结剂喷射到金属粉末上,从而在颗粒之间形成粘合,BJ是使得3D打印与生产线的结合成为可期的技术 。不过目前 BJ 商业应用技术的挑战仍然涉及克服金属增材制造工艺的苛刻条件,包括材料处理、后处理和质量控制。3D打印机与生产线的结合将迎来一个新时代:有一天,会出现雨后春笋般的小型工厂,这些小型工厂像社区一样更靠近消费者,工厂的运转通过软件管理,可以按需打印零件,而无需起订量的要求。 这个新时代的新意不仅在于制造方式与商业模式的变化,更重要的是可以设计出比过去更轻、更便宜和更高效的零件。
当前BJ与生产线实现结合所需要探索的重要方面之一是理解包括粘结剂材料在内的环保成分。两种最常用的危险粘结剂,2-丁氧基乙醇基溶液和 2-吡咯烷酮基溶液,已被特别认为并不环保。此外,最近开发的由甲酸铜和辛胺组成的金属有机分散油墨也被发现具有不利的环境影响。在陶瓷的BJ粘结剂喷射3D打印领域,尤其是生物医学应用领域,已经有各种关于使用无害粘结剂材料的研究,例如绿色溶剂可溶性聚合物、麦芽糊精、糖和玉米淀粉。
 环保型的粘结剂喷射3D打印
环保型的粘结剂喷射3D打印
© Nature Communication
然而,到目前为止,只有少数金属 BJ粘结剂喷射的粘结剂材料被探索,因此要实现金属零件的BJ粘结剂喷射3D打印技术走向生产线的普及,必须拓宽技术视野,通过开发新的绿色金属粘结剂,既环保又无害,同时实现3D打印零件所需的性能。
![]() 环保粘结剂推动产业化发展
环保粘结剂推动产业化发展
在这里,研究人员开发了新的粘结剂,是基于使用由天然果酸盐组成的螯合剂作为环保粘结剂。通过将水喷墨到由金属颗粒和螯合剂的均匀混合物组成的粉末上,成功地形成了金属颗粒之间的金属螯合物桥。然后,对金属 3D打印物体进行压缩测试,以确认其机械强度对螯合剂类型的依赖性。随后,通过后处理以及优化粒度和组成的分布,进一步提高了机械强度。实验结果表明螯合剂辅助 BJ 粘结剂喷射3D打印技术不仅可用于实现复杂的结构,而且适用于广泛的金属粉末。
 金属颗粒之间金属螯合物桥的形成
金属颗粒之间金属螯合物桥的形成
© Nature Communication
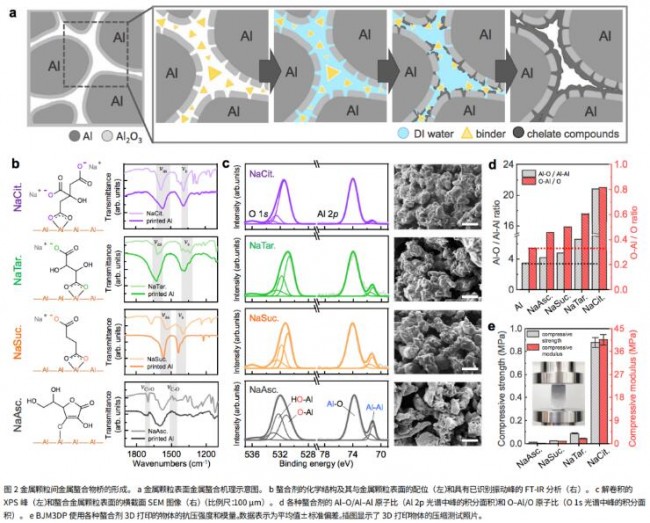
研究人员在材料开发过程中发现基于 NaCit 的 3D 打印物体的机械性能优于其他螯合剂,添加 NaCl 以从 Al 铝合金颗粒中的固有缺陷中释放更多金属离子并增加3D打印物的结合强度。在添加 NaCl 后,氯离子攻击 Al 铝合金缺陷形成 Al 离子,这反过来又促进了水环境中金属颗粒表面的螯合。金属螯合物桥密度的增加使得压缩模量增加到 68.36 MPa;与未用 NaCl 添加剂处理的 3D 打印产品相比,这增加了 1.7 倍,通过后处理和优化可以很好地获得机械强度的进一步增强粒度和组成的分布。
 添加 NaCl 增加3D打印物的结合强度
添加 NaCl 增加3D打印物的结合强度
© Nature Communication
![]() 确保高打印质量
确保高打印质量
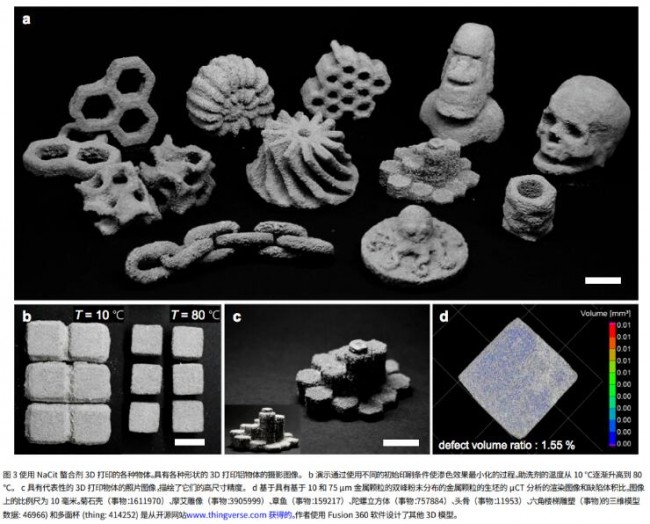
研究人员发现对于 BJ 的工业应用,应考虑各个方面,包括渗色效应、阶梯效应、液粉吸入效应,以及敏感的工艺参数,如粉末粒度分布、粉末层稠度和干燥过程中的层位移等。这些方面决定了粘结剂喷射3D打印结果的分辨率和机械强度。了解到研究人员解决了渗色问题――粘结剂溶液由于毛细作用力从3D打印物体中流出的现象――已得到解决,以确保高打印质量。在初始3D打印过程和后处理过程中使用水作为喷射流体可以部分缓解这个问题:水比传统粘结剂溶液具有更高的蒸汽压,因此它蒸发得更快,因此减少了解决方案从规定的结构中流出,特别是在研究中使用的升高的3D打印温度下。然后加湿的后处理步骤确保金属颗粒之间的残余螯合反应完成。
 后处理工艺
后处理工艺
© Nature Communication
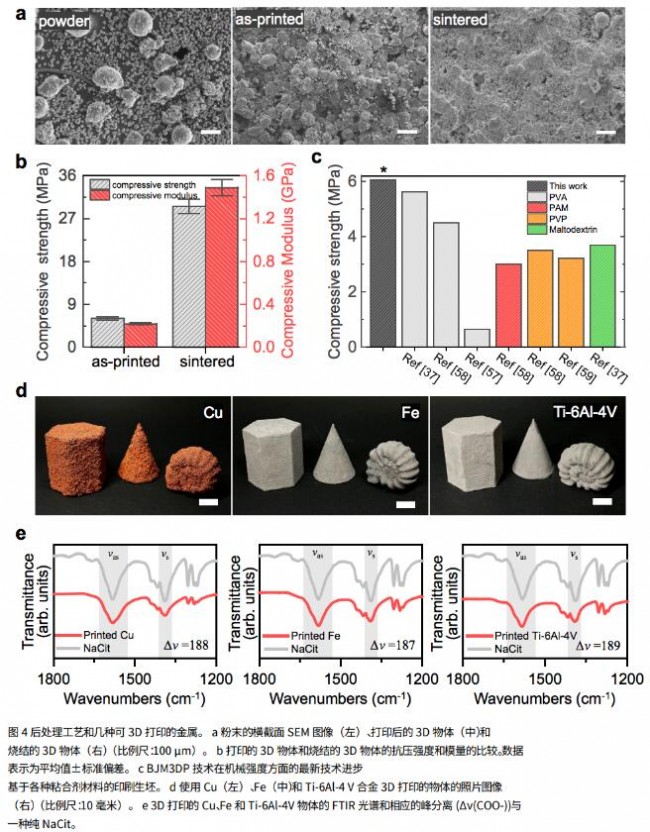
另一方面,为了进一步提高 BJ粘结剂3D打印产品的机械强度,了解到研究人员优化了粉末尺寸和成分的分布。关于克服 BJ 物体的低固有孔隙率(一般为 30-60%)和降低微观空隙率,研究人员使用了基于 10 和 75μm 金属颗粒的双峰粉末分布。通过用细颗粒填充间隙空隙来填充金属粉末,从而使得空隙体积比显着降低(生坯和烧结体分别为 1.55 和 0.30%)。
结果是3D打印的零件生坯的机械强度和压缩模量显着提高,分别达到6.06 MPa和218.43 MPa。在完成3D打印生坯的热脱脂和烧结过程后,该值可以进一步提高到 29.59 MPa 和 1.49 GPa。这些结果确实比之前关于绿色溶剂可溶性粘结剂的报告中获得的值要好得多,甚至可以与其他基于高功率激光3D打印的铝合金产品相媲美。
(责任编辑:admin)

 重磅:AI开源大风刮到自动
重磅:AI开源大风刮到自动 增材制造助力半导体产业:
增材制造助力半导体产业: 非粉末床金属增材制造综述
非粉末床金属增材制造综述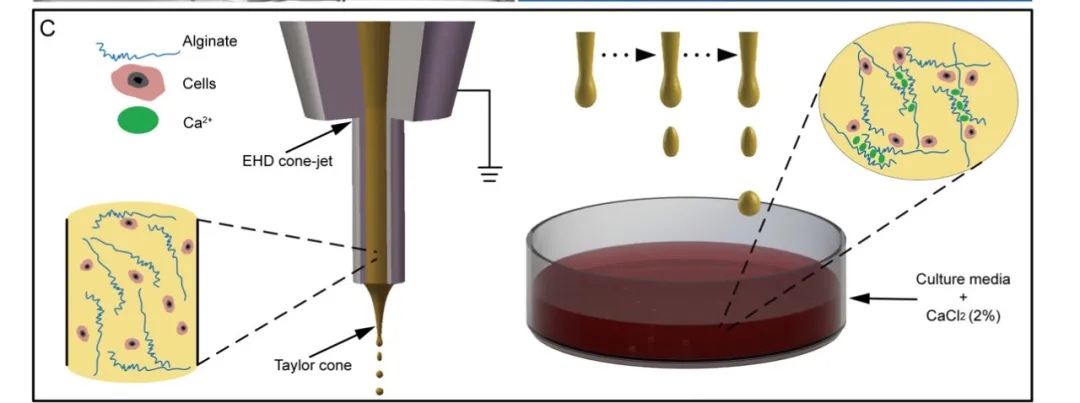 生物3D打印载细胞微球治疗
生物3D打印载细胞微球治疗 突破:特种钢细粉收得率达
突破:特种钢细粉收得率达 赋能绿色能源装备长效运行
赋能绿色能源装备长效运行 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复

