LABPF-��������弤���ĩ���ۻ�����Ϥ��������3D��ӡ����ļ���(һ)
2021��7�£�LLNL��������ʵ���ҷ�������ҵSeurat Technologies ����������������� 4100 ����Ԫ�� B �����ʣ��� Capricorn ������Ͷ�����ϴ�ǰ��1350���A�����ʣ���������������5450������Լ�������3.4�ڣ���Seuratͨ����һ����������ɱ������������г���ʹ��Seurat��һ����������ʵ��Լ 300 ��Ԫ/���������ɱ��������ʹ�г���ģ����һ����Ԥ��Seurat 2024 ���Ƴ��ĵڶ���ϵͳ�Լ� 2027 ��� 2030 ��ĺ���ϵͳ�������ı���Ϸ����Seurat��GenX ������ɱ������� 25 ��Ԫ/�������£��Ӷ���������Ľ��������г�����˾�����ƽ����ӡ���ɣ�����ɣ��Ĵ�ʼ������Georges Seurat����������ļ�������������ɵĻ���������ϵ���أ�3D��ѧ�Ƚ��ScienceDirect�ϵġ�Physics of large-area pulsed laser powder bed fusion�����ķ�������ȶ�Ϥ�������ԭ����
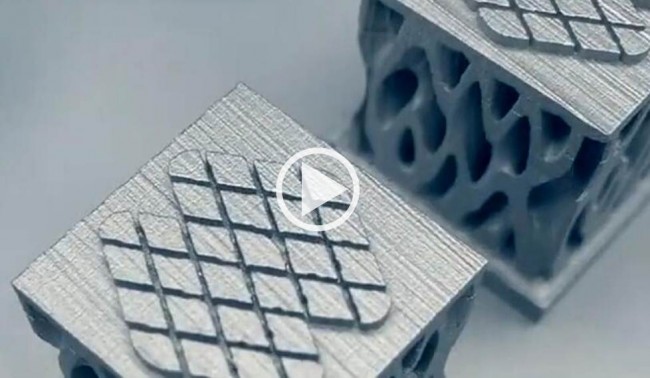 �����Ĵ�������弤���ĩ���ۻ�����3D��ӡ����© Seurat����
�����Ĵ�������弤���ĩ���ۻ�����3D��ӡ����© Seurat����
��˼·������̽���ռ�
������������ (AM) ����ǿ�ڶ���ҵ�IJ�Ʒ����ֵ��������������о�DZ��������������������ü��ļ����������������ļ�����״�����ҿ��Լ�����������в����ķ��������Ӷ����ͳɱ���������ˣ�����Ŀǰ�����ٶȵ����ƣ��������������ڴ�������������δ������ŵ��г��ݶ�⼫���Ӱ���˿�ʵ�ֵ�ÿ�������۸�
����������ٶ������ڲ����ۻ��̻����²�����е��ٶȡ��ڵ��͵ļ����ĩ���ۻ� (LPBF) �����У�����Լ���ɨ��Ĵ��з�ʽ������ͨ������ɨ���Դ���һ���̻����ϵ��ߣ����ظ��������Դ���һ���㡣�����������ٶ��ܵ������ۻ����ۺϵ��ײ���ĵ��ٶȵ����ƣ���Ȼ����� [����] Դ����ļ���ʿ�����߹����ٶȣ��������Ӷ���Ŀ�����ս�����⣬���ֶ�����������벢ͬ�����ò������¡�
��һ�ֽ��� AM �������칤���ǵ������ۻ� (EBM)�����㹻���ٶȶԵ��������й�դ������ģ��������Դ��Ȼ����EBM ��Ҫ������в�����������ҪԤ�ս���Խϴֵķ�ĩ���뼤��ӹ���ȣ���Щ���ص��¸��ֲڵı���������С�����ߴ硣
������ʹ�õ�LABPF-��������弤���ĩ���ۻ�������ԭ����Ҫ����һ��������˼·�����������ĩ���ۻ������̴Ӵ��й����ݱ�Ϊ���й��̣����ĩ����������Ĺ����ٶȿ��ܻ����żӿ졣
��������У�ͨ�����ٳ���߱�������ģ���о��� 316L ������д�������弤���ĩ���ۻ� (LAPBF) ���������ԡ����������뾫ȷͨ�����ì�ܵģ����������������Կ����ۻ�������ĩ�����ǿ����ۻ��������ۻ��Ŀ������پ۽�ɸ����Һ�Ρ�
��ô���ȡ�������е�ƽ���أ���Physics of large-area pulsed laser powder bed fusion�������о���ʹ�õļ���ͽ�����ĩ���������� 40 µm �IJ��Ȼᵼ�����Ӳ����ڻ��ı����ϵķֲ������ȣ��Ӷ����Ӷ���ӡ�еĿ�϶�ʡ�ͨ��ģ�����������ͨ���������·������ϵĸ��Ƿ�ĩ��������ֹ����ļ����������������������������������������������ܵ��¿�϶����
ģ�������������Щ����ͷ�ĩ������ʹ�ýϱ��ķ�ĩ�㽫������Ӱ����������������Ч�ؼ��Ȼ��壬�Ӷ�����ȱ�ݵ��γɡ�ʵʩ�˸���������ģ����֤���˻�� > 99.5% �ܶȵ�������� 316L ����ִ�ӡ������ͨ��ʵ��֤���˻�� > 99.8% �ܶȵ������
���⣬�� LABPF-��������弤���ĩ���ۻ������й۲쵽�ķɽ��dz��٣����Ǽ����ĩ���ۻ���չ���������������������֪�ϰ�������� LAPBF-��������弤���ĩ���ۻ������ܹ������������IJ��ϣ������ڹؼ�Ӧ�ã�������չ��������������
���弤��۴�ȱ��ģ��ʵ��
![]() 1 ���
1 ���
LABPF-��������弤���ĩ���ۻ������� 2013 ��������˹����Ī������ʵ�����״η������ü����Ļ���ԭ�����ڴ�ͳ�� LPBF����һ���ĩɢ���ڹ������ϣ�Ȼ��ʹ�ø߹��ʼ����ۻ���
�˹��̵�һ��ͬ����Ҫ�������ǣ�ʹ�ù�ѧѰַ�ⷧ (OALV) �Ը߷ֱ��ʶԼ���������ͼ������OALV �ܹ�������ۻ�����������������ά�������������ṩ�ۻ��������ۻ�������ĩ�����ַ�����ͬ��������ҵ�Ͽ��õ�ѡ����Ҿ�����Ҫ����ҵ���棬��Ϊ���ṩ���ڲ���ʧ��ӡ�����ֱ��ʵ��������չ���߹����ʵ�DZ�������磬��ǰ��С����ʾ����ӡϵͳ�ܹ��� 40 Hz ���ۻ� 5 �� 5 mm ���δ�ש�����Ϊ 25 µm���ܹ�������Ϊ 90 cm3/h������������� EOS M290 ����ҵ���������бȽϣ��������൱�IJ��� (20 µm) ���� 7.2 cm3/h ���������� 316L��
����ȡ������Щ��������LABPF-��������弤���ĩ���ۻ�����������������ս������Ҫ���ǣ��Ż����ղ�����ʵ��ȫ�ܶȵĸ�����������κ� AM-�������칤���ж���������Ҫ�ġ�
���� LAPBF ��ӡ������Խ��£���˶�ͬʱ�ۻ��������ĩ������ԭ��֪֮���١�LLNLͨ��ʹ�ø߱���ģ����ٳ�������ϸ�˽�ù��̡���μ���ȱ�ݡ�
���ȣ���Ҫ������� LAPBF��LPBF ������֮��������֮������LPBF �����ĩ���ۻ������У��������ĩ�����ĺ�����������ú���Ҫ�����������ʻ����ŷ�ĩ�����Լ����ij��ֶ��ı䡣Կ���Լ��д��Ŀ����������Һ����ܻ����ȱ�ݡ�LPBF ���̿��ܾ���һЩ�� LAPBF ���Ƶ�����ЧӦ���������������ڿ����˴�֮��Ĵ��ģ��������ã������������̵�����
��ô���о���Ա����Ҫ������ڴ˹�������ЩӰ������Ҫ�ģ��봫ͳ LPBF �����ЩӰ������η����仯�ģ���ЩӰ�����к��ģ��Լ���α�����ЩӰ�졣
![]() 2 ����
2 ����
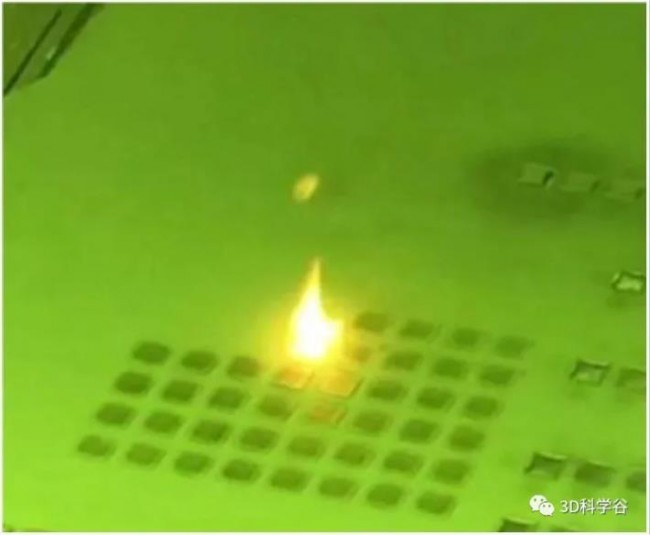
�о���Ա����ǰ�Ĺ����Ļ����ϣ���ʹ�������Ƶ�ʵ��װ�ã�ͨ��OALV ������һ�ֳ�Ϊ����ש���ļ����л�ͼ����Ȼ����Ͷ�䵽��ĩ���ϣ�����3D��ѧ�ȵ��˽⣬����ӡ���ɣ�����ɣ�����Seurat��������ʽ��Ϊ�����ơ�����

��ʵ���У��о���Աʹ�õ��� Nd:YAG (1064 nm) ����Խ�����ĩ���������ۻ��Դ���ÿ����ӡ�ġ���ש������Ȼʵ��װ���ܹ��ı������������״��ͨ�� OALV ʵ�����⼸����״������������У�Ϊ�˼������ʹ���˾���ǿ�� (2 mm �� 2 mm) �ķ��������δ�ש����ʹ�������ֲ�ͬ�ߴ�ֲ��IJ���� 316L ��ĩ��15�C32 µm (27 µm) �� 45�C63 µm (54 µm) �и����ֱ��Ϊ 27 µm �� 54 µm ��ĩ��ָ���dzߴ�ֲ���
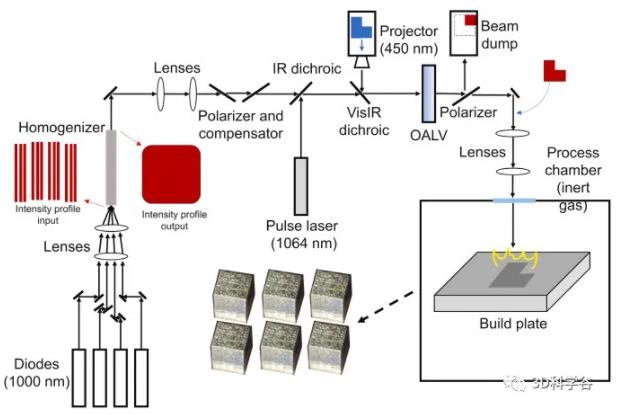 ͼ 1. LAPBF ϵͳͼ© ScienceDirect
ͼ 1. LAPBF ϵͳͼ© ScienceDirect
���� LAPBF �������������ģ�ģ�ͱ��������һ��Ҫ������ȷ��������ƽ���Լ���Һ���۳ص���ϡ�����ͨ��ʹ��ȫ�����������ʵ�ֵġ����û�д˹��ܣ�����Ҫͨ��ָ���㶨�IJ�����������У�����ļ���������ʹ�õ�ǰ��ģ��ģ���о����������������۳���ȡ�����ʺ�ɨ���ٶȶ��仯���������������ܶ�����Щ���ղ����ĺ�����
��ģ���ȶ����۳�״̬ʱ���㶨�������ʿ�����һ���ɽ��ܵļ��裬����������˲̬ЧӦ��
�ڵ����£������ʸ�������棬��Ϊ���������ڷ�ĩ����֮����ж�η��䣬��˼����������õ���ϵͳ��ϡ��ڽӽ�С��״̬�ĸ��߹����£���ĩ��ò���ô��Ҫ����Ϊ�����ʱ�÷dz��ӽ�û�з�ĩ��ϵͳ�����仰˵������������Ҫ�������������á�����Ҫ�Ե������������Ľ����������н�ģ�Բ���-����������ϡ�
Ȼ������������ѹ����Ӱ�챻��Ϊ��ʹҺ�������β�Ӱ���۳���̬�ı߽�������Һ����������Ҳ��������������� Marangoni ЧӦһ���ǣ��⽫��ģ�������̬�ݱ�ʱ���ۡ�
�����֮��LLNL�Ŀ�ѧ��ͨ��ģ���Ѿ��ܹ�Ԥ�������۳سߴ硢С��ȱ�ݵIJ����ͻ��⡢Һ��ɽ�ЧӦ�Լ���Ϊ����ʺ����ļ��������ʵ����������������ÿ��ʵ��Уģ��/ģ��չʾ������ԡ��������ѧ�����ô˴���Ķ������Ԥ����ѹ��ղ�������ʵ�ֽӽ�ȫ�ܶȵĴ�ӡ��
(���α༭��admin)

 �ذ���AI��Դ���ε��Զ�
�ذ���AI��Դ���ε��Զ� �������������뵼���ҵ��
�������������뵼���ҵ�� �Ƿ�ĩ������������������
�Ƿ�ĩ������������������ ����3D��ӡ��ϸ��������
����3D��ӡ��ϸ�������� ͻ�ƣ����ָ�ϸ���յ��ʴ�
ͻ�ƣ����ָ�ϸ���յ��ʴ� ������ɫ��Դװ����Ч����
������ɫ��Դװ����Ч����- ���ذ���AI��Դ���ε��Զ���3Dģ������
- ���������������뵼���ҵ���Ż���ơ���
- ���Ƿ�ĩ����������������������������ս
- ������3D��ӡ��ϸ������������Ѫ�ܼ���
- ��ͻ�ƣ����ָ�ϸ���յ��ʴ�65%�������
- ��������ɫ��Դװ����Ч���У��п����˫
- ���̼�����������Աȣ�ͭ����3D��ӡ����
- ���߷ֱ���3D��ӡ����ø�����壬ͨ����
- ���ѽ���3D��ӡ��2025��ᱬ����ƻ����
- ���绡���������Ʊ������ݶȲ���Alloy 82
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ����������̻�3D��ӡ������������֬�Ŀ�
- �����ϼ���ʽ3D��ӡ�о���������δ��
- ��������������3D��ӡ�������о��뷢չ
- �������۵״�һȷ��Ф��������ͽ�����
- ��3D��ӡ��δ��������չ����
- ������3D��ӡ��չ�������Ӵ�ӡ����������
- ��3D��ӡ�������ṹ��������״����ս�ͻ�
- ����ϸ�����ҩ��3D��ӡ��ҵ��״�ͷ�չ��


