奥地利焊接专家Fronius推进3D打印压力容器组件认证标准
时间:2024-10-21 15:05 来源:南极熊 作者:admin 阅读:次
2024年10月,奥地利焊接专家Fronius International与Linde Engineering、MIGAL.CO和TÜV SÜD Industrie Service合作,对3D打印压力容器组件进行认证。此项目是德国标准化协会(DIN)下属一个工作组的一部分,主要目标是评估和改进增材制造技术在生产压力设备中的应用。特别关注的是,工作组测试了新草案标准prEN 13445-14对非加热压力容器部件的适用性。

△合格的压力容器配有增材制造的支管和CE标签,标志着3D打印技术在压力容器制造领域的重大突破
Fronius 在全球拥有 8,000 多名员工,活跃于光伏、电池充电、焊接和金属 3D 打印等多个领域。公司的冷金属转移 (CMT) 工艺是一种基于金属丝的增材制造工艺利用焊接技术,将金属丝电极熔化并逐层沉积以制造部件。CMT 结合了传统焊接和 3D 打印的特点,可最大限度地减少高沉积率产生的热量输入,可以实现对焊缝高度和宽度的精确控制。
合作伙伴的专业贡献
每个合作伙伴都在项目中发挥了重要作用:
●Fronius International:提供冷金属转移(CMT)增材制造技术,这是一种基于金属丝的3D打印工艺,结合了传统焊接和3D打印的优点,能够最大限度地减少高沉积率产生的热量输入。
●Linde Engineering:负责材料鉴定和设计评审,确保3D打印部件符合欧洲压力容器法规的安全和质量要求。
●MIGAL.CO:专注于工艺验证和组件测试,确保3D打印部件的可靠性和性能。
●TÜV SÜD Industrie Service:提供专业的认证服务,确保整个工艺链符合行业标准。
林德公司的Kati Schatz博士表示,3D打印标准涵盖了满足欧洲压力容器法规所需的所有安全和质量要求。尽管该文件仍需进一步修订才能最终定稿,但Schatz认为它已经为那些3D打印功能性压力设备提供了有用的指南。
压力容器部件采用了3D打印的管分支,焊接在传统制造的基管上。选用铝作为材料,铝在低至-273°C的低温下具有高强度和韧性。MIGAL.CO的CEO Robert Lahnsteiner指出,该项目使用的材料是可持续的,碳足迹较低,每公斤焊丝仅产生3.8公斤二氧化碳,不到国际平均水平的四分之一。

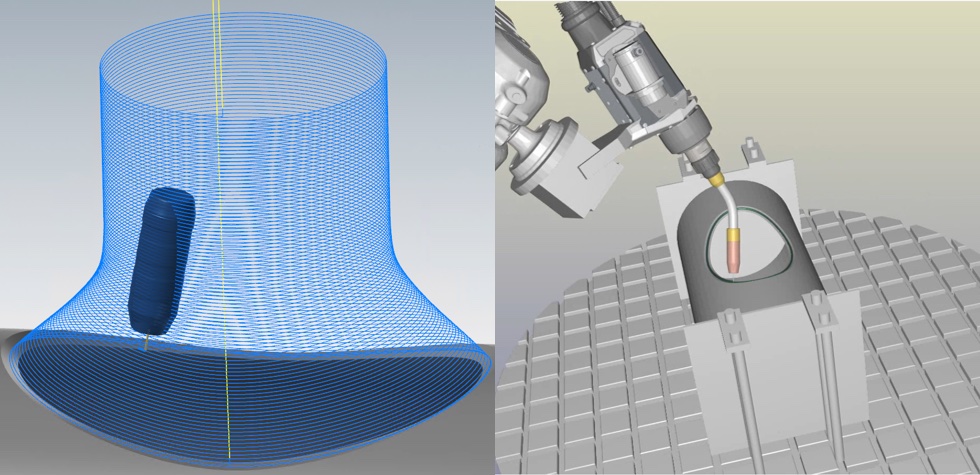
△CMT 增材制造构建具有焊接层的管道分支。
在设计压力容器组件时,团队优化了压力容器基管到短管的过渡流动和拓扑结构。他们确定了三种不同的壁厚:基管为8 mm,过渡段为14 mm,3D打印分支组件为5 mm。
先进的制造技术
为了确保3D打印过程的精确性和可靠性,项目团队采用了先进的机器人焊接技术和Fronius的WireSense传感器。这些传感器可以扫描组件并进行实时调整,以确保准确性并最大限度地减少几何偏差。Fronius的WeldCube焊接数据管理软件则用于监控AMPS中指定的参数限制,确保生产过程的稳定性和一致性。
△层积和焊接顺序的模拟
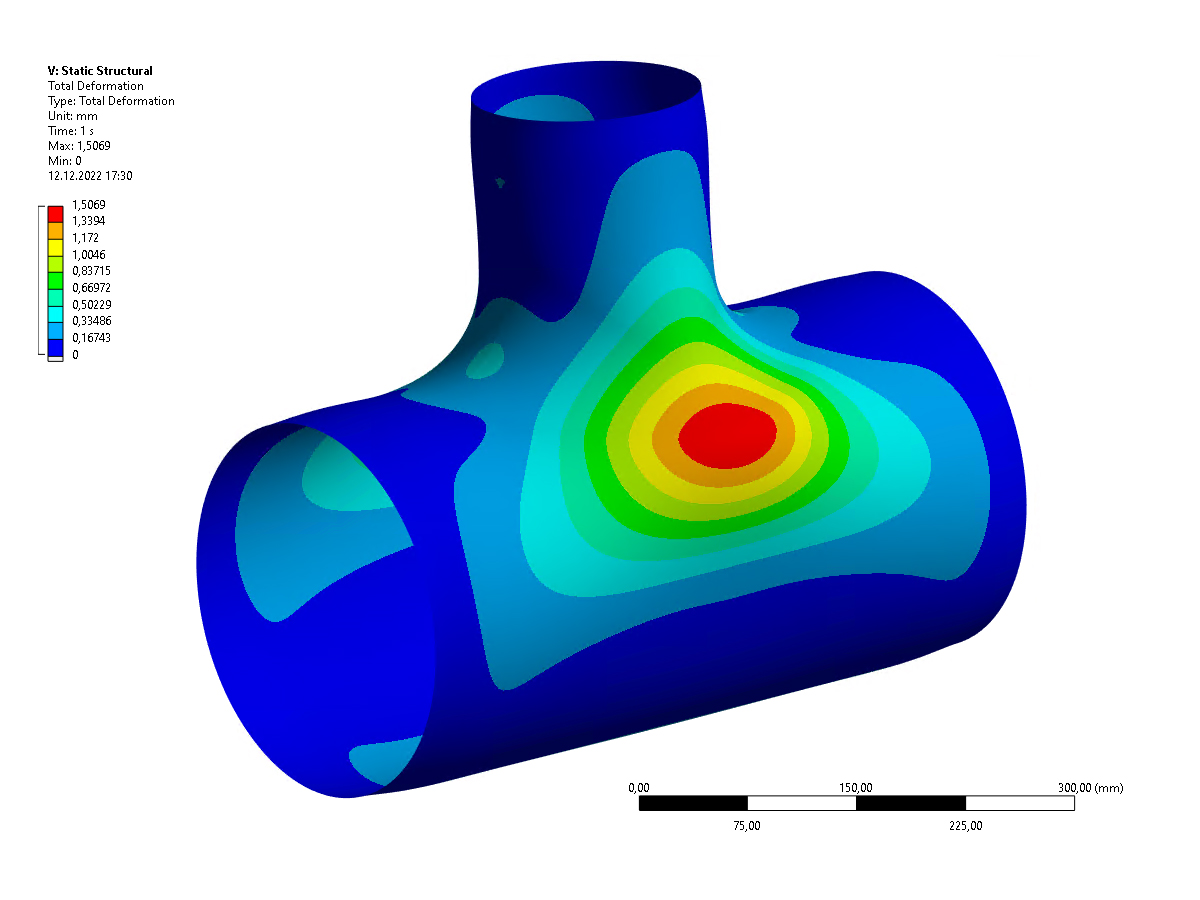
△压力容器的有限元法模型 (FEM)
测试与认证
3D打印完成后,对单个测试件进行了无损检测,包括视觉和尺寸测试、体积测试和表面检查。还进行了破坏性测试,如化学分析、拉伸试验和弯曲评估,以验证机械强度和完整性。此外,还进行了水压和爆裂评估,确保部件的可靠性和安全性。
最终,部件通过了所有测试、评估和最终检验,确认符合欧洲压力设备指令2014/68/EU。Fronius的研发工程师Manfred Schörghube认为,认证流程为增加金属3D打印在工厂和集装箱建造中的应用提供了“令人信服的理由”。
展望未来
除了3D打印压力容器,国际标准化组织(ISO)还发布了多项新的增材制造标准,以确保3D打印技术在各个领域的应用质量和安全性。例如,ISO 5425:2023标准针对3D打印PLA长丝,确保其一致性和质量控制;ISO/ASTM 52939:2023标准则适用于建筑3D打印,确保建筑应用的质量、安全和效率。未来,该团队希望继续推动3D打印技术在工厂和集装箱建造等行业的应用,展示其在满足严格质量和安全标准方面的潜力。
△合格的压力容器配有增材制造的支管和CE标签,标志着3D打印技术在压力容器制造领域的重大突破
Fronius 在全球拥有 8,000 多名员工,活跃于光伏、电池充电、焊接和金属 3D 打印等多个领域。公司的冷金属转移 (CMT) 工艺是一种基于金属丝的增材制造工艺利用焊接技术,将金属丝电极熔化并逐层沉积以制造部件。CMT 结合了传统焊接和 3D 打印的特点,可最大限度地减少高沉积率产生的热量输入,可以实现对焊缝高度和宽度的精确控制。
合作伙伴的专业贡献
每个合作伙伴都在项目中发挥了重要作用:
●Fronius International:提供冷金属转移(CMT)增材制造技术,这是一种基于金属丝的3D打印工艺,结合了传统焊接和3D打印的优点,能够最大限度地减少高沉积率产生的热量输入。
●Linde Engineering:负责材料鉴定和设计评审,确保3D打印部件符合欧洲压力容器法规的安全和质量要求。
●MIGAL.CO:专注于工艺验证和组件测试,确保3D打印部件的可靠性和性能。
●TÜV SÜD Industrie Service:提供专业的认证服务,确保整个工艺链符合行业标准。
林德公司的Kati Schatz博士表示,3D打印标准涵盖了满足欧洲压力容器法规所需的所有安全和质量要求。尽管该文件仍需进一步修订才能最终定稿,但Schatz认为它已经为那些3D打印功能性压力设备提供了有用的指南。
压力容器部件采用了3D打印的管分支,焊接在传统制造的基管上。选用铝作为材料,铝在低至-273°C的低温下具有高强度和韧性。MIGAL.CO的CEO Robert Lahnsteiner指出,该项目使用的材料是可持续的,碳足迹较低,每公斤焊丝仅产生3.8公斤二氧化碳,不到国际平均水平的四分之一。
△CMT 增材制造构建具有焊接层的管道分支。
在设计压力容器组件时,团队优化了压力容器基管到短管的过渡流动和拓扑结构。他们确定了三种不同的壁厚:基管为8 mm,过渡段为14 mm,3D打印分支组件为5 mm。
先进的制造技术
为了确保3D打印过程的精确性和可靠性,项目团队采用了先进的机器人焊接技术和Fronius的WireSense传感器。这些传感器可以扫描组件并进行实时调整,以确保准确性并最大限度地减少几何偏差。Fronius的WeldCube焊接数据管理软件则用于监控AMPS中指定的参数限制,确保生产过程的稳定性和一致性。
△层积和焊接顺序的模拟
△压力容器的有限元法模型 (FEM)
测试与认证
3D打印完成后,对单个测试件进行了无损检测,包括视觉和尺寸测试、体积测试和表面检查。还进行了破坏性测试,如化学分析、拉伸试验和弯曲评估,以验证机械强度和完整性。此外,还进行了水压和爆裂评估,确保部件的可靠性和安全性。
最终,部件通过了所有测试、评估和最终检验,确认符合欧洲压力设备指令2014/68/EU。Fronius的研发工程师Manfred Schörghube认为,认证流程为增加金属3D打印在工厂和集装箱建造中的应用提供了“令人信服的理由”。
展望未来
除了3D打印压力容器,国际标准化组织(ISO)还发布了多项新的增材制造标准,以确保3D打印技术在各个领域的应用质量和安全性。例如,ISO 5425:2023标准针对3D打印PLA长丝,确保其一致性和质量控制;ISO/ASTM 52939:2023标准则适用于建筑3D打印,确保建筑应用的质量、安全和效率。未来,该团队希望继续推动3D打印技术在工厂和集装箱建造等行业的应用,展示其在满足严格质量和安全标准方面的潜力。
(责任编辑:admin)

相关内容
 梁柏涛:美国参议院这一票
梁柏涛:美国参议院这一票 美国俄亥俄州宣布拨款6200
美国俄亥俄州宣布拨款6200 Schunk集团全资收购ESK-SI
Schunk集团全资收购ESK-SI 美国空军利用拓竹3D打印机
美国空军利用拓竹3D打印机 3D Systems推出集成式数字
3D Systems推出集成式数字 Aker Solutions设立新3D打
Aker Solutions设立新3D打最新内容
 GoEngineer通过收
GoEngineer通过收 3D食品打印:烹
3D食品打印:烹 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮 Aerojet拿下五角
Aerojet拿下五角热点内容


