ճ�������3D��ӡˮ�����ͺϽ�ֵij�����Һ���ս����ܻ���ʽ
ճ���������������-3D��ӡ���գ�BJAM����������Խϵ͵ijɱ��ͽϸߵIJ������쾻��״���Ӳ��������ơ�Ϊ��ȷ���ɹ����ɵ���ģ��������������;Ӧ�ã�Ϊճ��������������쿪���ͳɱ������ܲ���ϵͳ������Ҫ��
�ͺϽ���������õ�ǿ�ȣ���չ�ԣ�Ӳ�Ⱥ���ĥ�ԣ���һ�ֿ��е�ѡ��ˮ������WA������ĩ����������GA������ĩ��ȳɱ�������ͨ��������ͳ�ķ�ĩұ��PM����ԭ�ϣ�����������״�������в������������ճ�����������������ԣ���Ҫ����ϸ�Ĺ��ղ����Ż����Խ�������Խ����Լ�������չ�ͷ۴��ֲ�ѹʵ�����⡣
�о�������ͨ��������Һ���ս�(SLPS)���н�һ�����ճ�����������������������߸ֻ���״����Ͻ���ս��ܶȵ�DZ����������ճ��������������� WA�ַ�ĩ���ԣ���SLPS��Ϊ���о������ҿ�����Ը��ӣ���Ϊ����Ĥ�Ĵ��ڿ��ܻ�����Ӱ��SLPS ���������ܻ��������ʪ����չ���ԡ�
���Ի���¬��ѧ��е����繤��ϵ��Mihaela Vlasea�ŶӲ���ˮ������WA���ͺϽ�ַ�ĩ��ͨ��ճ�������3D��ӡ���ڲ�ͬ�ĵ��½κͲ�ͬ�ļ����������սᣬ��ȷ�������ܻ���ʽ�������о���ճ����������������ԺϽ����ܻ���Ϊ��Ӱ�졣�����������Ϊ��Supersolidus liquid phase sintering of water-atomized low-alloy steel in binder jetting additive manufacturing��������Heliyon�ϡ�

![]() �о�Ҫ��
�о�Ҫ��
1���ڵ���T solidus ��ͼ3�����¶����ս�ɻ�õ�����ܶ�Ϊ85.2%������ʹ��SLPS������ܶȽ�һ�����ӵ�85%���ϣ�ͼ4������ȥ����ͼ5��ͼ6�������ľ���������ͼ7����Ϊ��Ҫ�����ܻ����ơ�
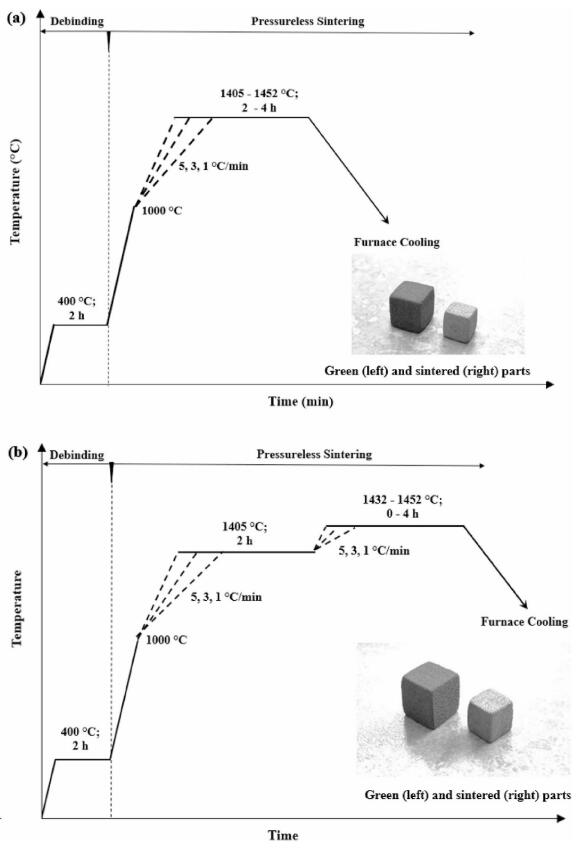 ͼ1 ����Ӧ���ս᷽����ʾ��ͼ���� 5% H2�C95% N2 �½�����֬���ս(a) ֱ���ս᷽������ (b) �ֲ��ս᷽����
ͼ1 ����Ӧ���ս᷽����ʾ��ͼ���� 5% H2�C95% N2 �½�����֬���ս(a) ֱ���ս᷽������ (b) �ֲ��ս᷽����
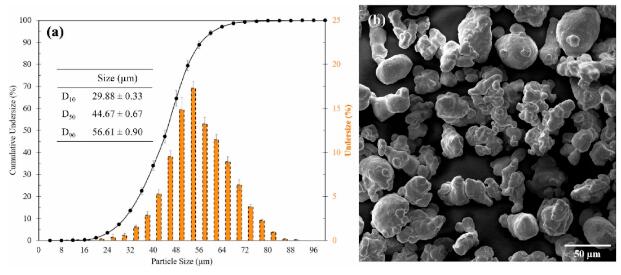 ͼ2 (a) ���о���ʹ�õ�WA��ĩ�ķ�ĩ���ȷֲ� (PSD)�� (b)ɨ���������(SEM)����Ƭ���ۻ�����ٷ�λ�������
ͼ2 (a) ���о���ʹ�õ�WA��ĩ�ķ�ĩ���ȷֲ� (PSD)�� (b)ɨ���������(SEM)����Ƭ���ۻ�����ٷ�λ�������
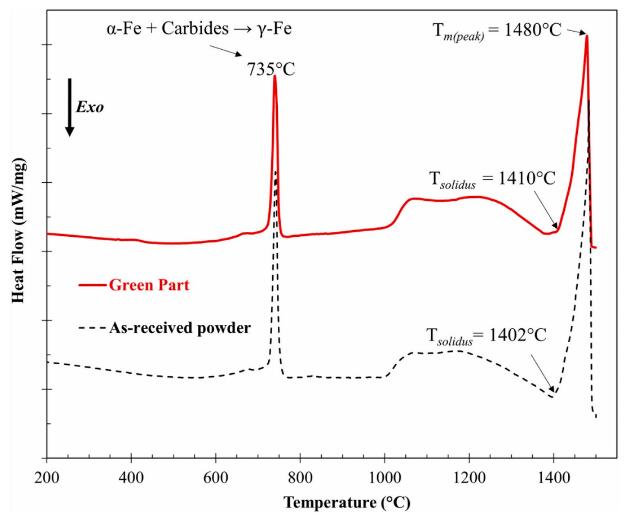 ͼ3 �������ֺ�ԭ����ĩ�� DSC ���ߡ�
ͼ3 �������ֺ�ԭ����ĩ�� DSC ���ߡ�
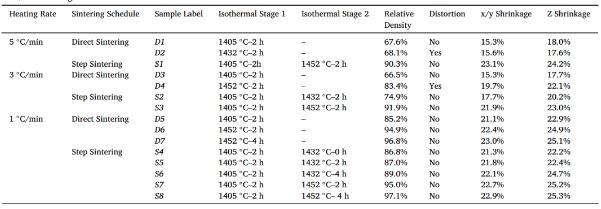 ͼ4 �Ӳ�ͬ���½��� 5 ��/min��3 ��/min �� 1 ��/min ���������ս����Ʒ������ܶȡ���״��ʧ�����������ٷֱȡ�
ͼ4 �Ӳ�ͬ���½��� 5 ��/min��3 ��/min �� 1 ��/min ���������ս����Ʒ������ܶȡ���״��ʧ�����������ٷֱȡ�
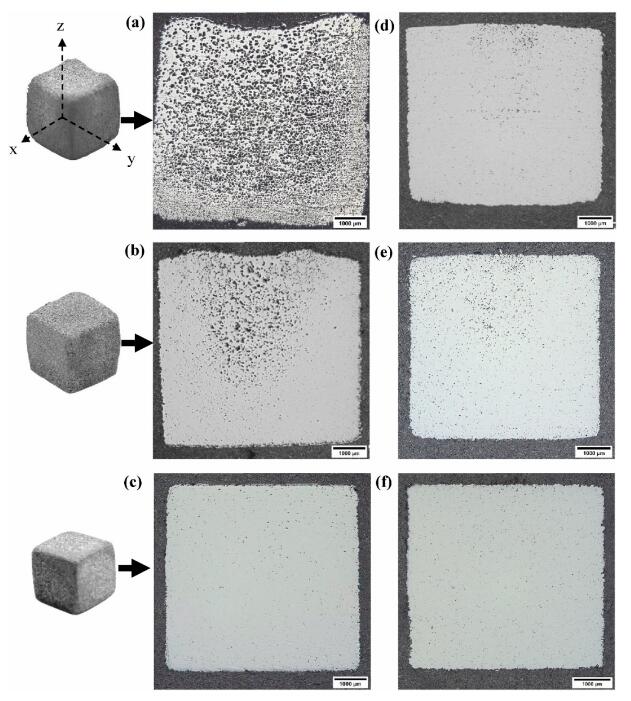 ͼ5 ��ֱ���ս᷽���ս����Ʒ��a��D2 �C 68.1%�ܶȡ���b��D4 �C 83.4%�ܶȺͣ�c��D 7 �C 96.8%�ܶȣ��Լ��ɷֲ��ս᷽���ս����Ʒ��d��S1 �C 90.3%�ܶȡ���e��S3 �C 91.9%�ܶȺͣ�f��S8 �C 97.1%�ܶȵĹ�ѧ����Ƭ��
ͼ5 ��ֱ���ս᷽���ս����Ʒ��a��D2 �C 68.1%�ܶȡ���b��D4 �C 83.4%�ܶȺͣ�c��D 7 �C 96.8%�ܶȣ��Լ��ɷֲ��ս᷽���ս����Ʒ��d��S1 �C 90.3%�ܶȡ���e��S3 �C 91.9%�ܶȺͣ�f��S8 �C 97.1%�ܶȵĹ�ѧ����Ƭ��
 ͼ6��a����ƷD2�ͣ�b����ƷS7�Ĺ�ѧ����Ƭ����϶��ʾΪ��ɫ/��ɫ����
ͼ6��a����ƷD2�ͣ�b����ƷS7�Ĺ�ѧ����Ƭ����϶��ʾΪ��ɫ/��ɫ����
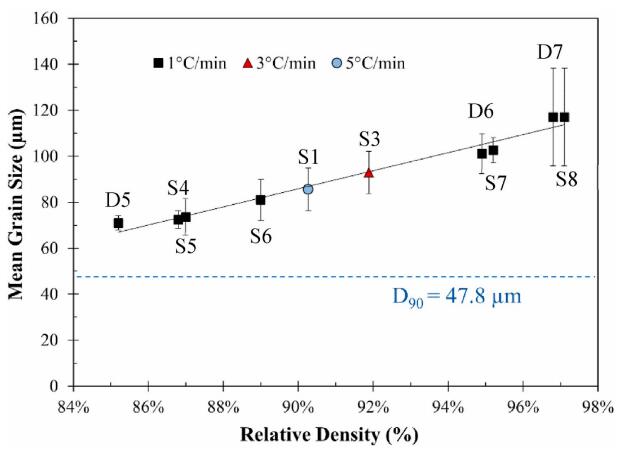 ͼ7 ƽ������������ܶȡ�
ͼ7 ƽ������������ܶȡ�
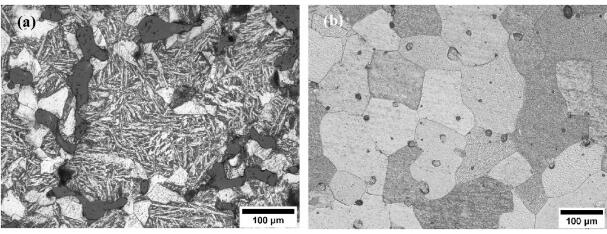
2��ʵ�ָ����ܶȺ���С���ε�����ս��������������ļ������ʣ���3��/min�����������ʽ����ͼ4 D2��Ʒ��ͼ12 �����ܶ�ԭ��/���������� SLPS ����֮ǰ���±����� Tsolidus ���£�ͼ4��������Щ�����£�����������ͼ8��ͼ9�����Ա�ճ�ϼ��ֽ������̼�����ͼ10�����ս������е�H2��ԭ��ͼ11�����Ӷ��γ��ɾ��ȷֲ��Ŀ�϶��ɵĺ�۽ṹ����Щ��϶��Һ���γ�֮ǰ���н�С�ijߴ硣�Ľ��Ŀ�϶��̬ʹ�����ܹ��ڸ��ߵ��¶��½�һ�����ܻ���ͼ5��ͼ6����
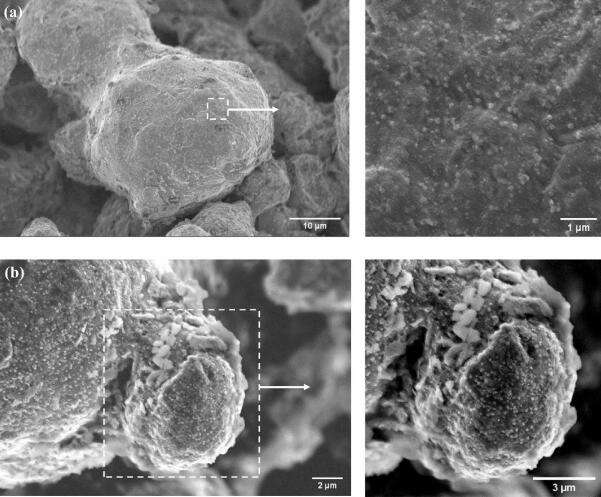 ͼ8 ���ε��� (SE)- (a) ԭ����ĩ�� (b) ��ɫ��ĩ�����SEM����Ƭ�������ַ�ĩ�ı����Ͼ��ɼ�����������״�����׳ߴ������������30 nm����
ͼ8 ���ε��� (SE)- (a) ԭ����ĩ�� (b) ��ɫ��ĩ�����SEM����Ƭ�������ַ�ĩ�ı����Ͼ��ɼ�����������״�����׳ߴ������������30 nm����
 ͼ9 ������������%���ڲ�ͬ״̬�µķ�ĩ��BJAM�����У����������������ս���������͡�
ͼ9 ������������%���ڲ�ͬ״̬�µķ�ĩ��BJAM�����У����������������ս���������͡�
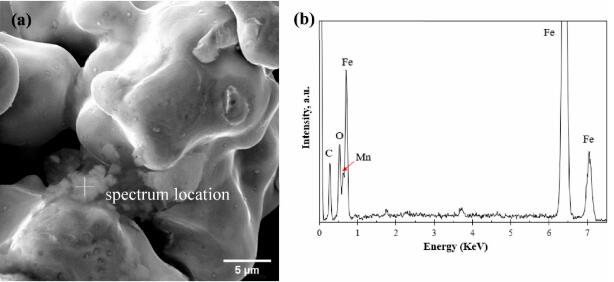 ͼ10 (a)��1000�桪0Сʱ��Ԥ�ս�IJ����Ŀ��������ӵ�SE-SEM����Ƭ;��b���������洦�Ŀ���������EDX���ס�EDX������ʾ������������֮�⣬����Χ������ȣ��ž��帻��̼���ⱻ��Ϊ����ճ�ϼ��ֽ������̼�����
ͼ10 (a)��1000�桪0Сʱ��Ԥ�ս�IJ����Ŀ��������ӵ�SE-SEM����Ƭ;��b���������洦�Ŀ���������EDX���ס�EDX������ʾ������������֮�⣬����Χ������ȣ��ž��帻��̼���ⱻ��Ϊ����ճ�ϼ��ֽ������̼�����
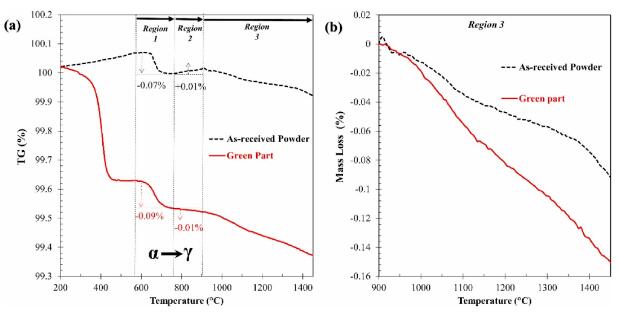 ͼ11��a��ԭʼ��ĩ���������ֵ�TGA����;��b�� ���� 3 ��ԭʼ��ĩ���������ֵ�������ʧ�ٷֱȡ��������ֵĿ���ʧ�ش�300��560��C��Ӧ��ճ�ϼ��ķֽ��������խ���¶ȷ�Χ�ڣ��������ֶ�������̫���У���������ijЩ��ԭ��Ӧ��������3�У��������ֵ�������ʧ��0.154%��Զ�����յ���ĩ��������ʧ��0.086%���������ƶϣ���BJAM�����У����������˶���Ļ�ԭ��������˸����µĻ�ԭ��λ��
ͼ11��a��ԭʼ��ĩ���������ֵ�TGA����;��b�� ���� 3 ��ԭʼ��ĩ���������ֵ�������ʧ�ٷֱȡ��������ֵĿ���ʧ�ش�300��560��C��Ӧ��ճ�ϼ��ķֽ��������խ���¶ȷ�Χ�ڣ��������ֶ�������̫���У���������ijЩ��ԭ��Ӧ��������3�У��������ֵ�������ʧ��0.154%��Զ�����յ���ĩ��������ʧ��0.086%���������ƶϣ���BJAM�����У����������˶���Ļ�ԭ��������˸����µĻ�ԭ��λ��
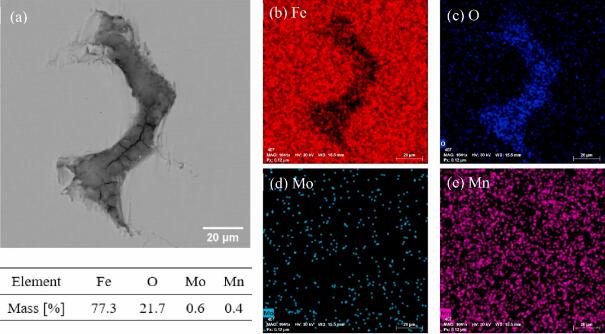 ͼ12 (a)��5 ��/min��1432 ����2 h��ֱ���ս���Ʒ��D2���ı�ɢ����ӣ�BSE��- SEM����Ƭ���Լ�ͨ��EDX�ռ��ģ�b��Fe����c��0����d��Mo�ͣ�e��Mn����ӦԪ��ͼ�������侱�������������������ɳ䵱��ɢ�赲����ӳ������ܻ�������������ϻ�������һЩ���ƣ�����Թ���������Һ��Ĵ��ڶ�����������Ĥ�䱡��������ܽ���Һ���������������Ԫ�����½�ϡ�
ͼ12 (a)��5 ��/min��1432 ����2 h��ֱ���ս���Ʒ��D2���ı�ɢ����ӣ�BSE��- SEM����Ƭ���Լ�ͨ��EDX�ռ��ģ�b��Fe����c��0����d��Mo�ͣ�e��Mn����ӦԪ��ͼ�������侱�������������������ɳ䵱��ɢ�赲����ӳ������ܻ�������������ϻ�������һЩ���ƣ�����Թ���������Һ��Ĵ��ڶ�����������Ĥ�䱡��������ܽ���Һ���������������Ԫ�����½�ϡ�
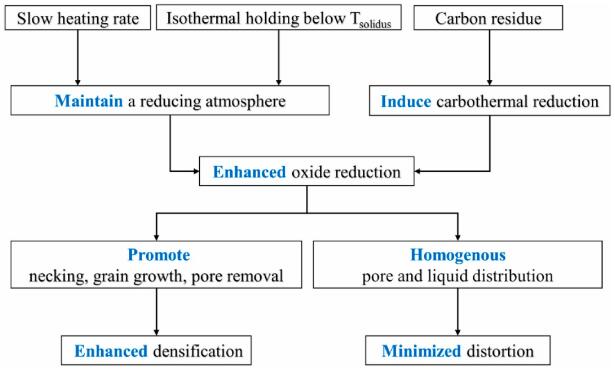 ͼ13 ��̼�����������ʺͷֲ��ս��BJAM WA�����ܻ���Ϊ��Ӱ��
ͼ13 ��̼�����������ʺͷֲ��ս��BJAM WA�����ܻ���Ϊ��Ӱ��
3���ӵ����ܶȣ�42%���������ߴ�97.1%�����ܻ����ս���Ʒ��Ӧ��z����Ϊ25%����x/y����Ϊ23%������������ͼ4����Ȼ��������ʹ���Ż����ս��������ƵĿ���̬�����ִ���ȵ������Ա��о���ʹ�õļ�����״�IJ����ļ��ξ��Ⱦ��пɺ��Ե�Ӱ�졣
![]() �ܽ�
�ܽ�
���о������˲���ճ��������������칤���Ʊ���WA�ͺϽ���ڳ�����Һ���ս�(SLPS)�µ�����ܶ�Ϊ97.1%����״��ʧ��С���������ɹ��ؽ����ճ���������������� WA �ͺϽ�ַ�ĩ�ڱ����������������ܶ���������⡣�����δ���о�����ߴ硢�����Ӽ�����״��ճ��������������칤��WA�ͺϽ�����������Ҫ���塣
������Դ��ҽ�ý�������������ǰ��
Mingzhang Yang, MohsenK. Keshavarz, Mihaela Vlasea Amin Molavi-Kakhki Martin Laher. Supersolidus liquid phase sintering of water-atomized low-alloy steel in binder jetting additive manufacturing[J]. Heliyon, 9 (2023) e13882.
ԭ�����ӣ�
https://www.sciencedirect.com/science/article/pii/S2405844023010897#bbib17
(���α༭��admin)

��һƪ��NASA�������ƶ�̫��3D��ӡ�����ķ�չ
 �����Σ���������Ժ��һƱ
�����Σ���������Ժ��һƱ ��������������������6200
��������������������6200 Schunk����ȫ���չ�ESK-SI
Schunk����ȫ���չ�ESK-SI �����վ���������3D��ӡ��
�����վ���������3D��ӡ�� 3D Systems�Ƴ�����ʽ����
3D Systems�Ƴ�����ʽ���� Aker Solutions������3D��
Aker Solutions������3D��- �������Σ���������Ժ��һƱ�����к�Ӱ��
- ����������������������6200����Ԫ�����
- ��Schunk����ȫ���չ�ESK-SIC GmbH��̼��
- �������վ���������3D��ӡ������ս������
- ��3D Systems�Ƴ�����ʽ�������ƽ������
- ��Aker Solutions������3D��ӡ���ģ��ƶ�
- ��ͻ����3D��ӡ��˾Materialise��Velo3D
- ��Protolabs 3D��ӡ����2024������8380��
- ��ƻ�����������3D��ӡ�������գ�������
- ��nTop�չ�Cloudfluid����һ�����ϼ�����
 GoEngineerͨ����
GoEngineerͨ���� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet�������- ����һ��ǧ���һ�����Ф��������ͽ���
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- �����ֳ����ļ����۸���������
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ��3D��ӡ�����������켼��������״̬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����Ų����������������뼤�����족�ص�
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�


