卫星关键零部件整体化制造 l 增材制造产业联盟发布的典型应用场景
2022年8月,工业和信息化部发布了《首批增材制造典型应用场景名单》,经过地方推荐、专家评审、社会公示等程序,形成了首批增材制造典型应用场景,共有工业、医疗、建筑、文化等领域的36个优质应用场景入选。
为加快增材制造先进技术与装备应用推广,中国增材制造产业联盟设立“增材制造典型应用场景案例专栏”,从需求痛点、案例介绍、技术先进性、应用成效、下一步计划等角度立体展示优秀成果案例。
近日,中国增材制造产业联盟发布了该专栏的第二期案例―“卫星关键零部件整体化制造”。

![]() 背景概述
背景概述
(一)需求痛点
随着航天装备制造业的发展,大尺寸、结构复杂的零件需求日益迫切,其行业的特殊性要求零件在更极端的条件下服役,因此对这些结构件的性能要求也比较高,主要体现在其耐用性和极限轻量化等方面。这些零件需要使用新材料以保证其耐用性,同时通过工艺保证大尺寸零件性能和极限轻量化。传统加工工艺难以满足加工需求,制约了卫星关键零部件的加工研制。
(二)解决方案
激光选区熔化增材成形技术是以原型制造技术为基本原理发展起来的一种先进的激光增材制造技术。该技术可实现难熔金属及合金加工,满足零件设计自由度的要求,无论是异形曲面、复杂流道结构还是薄壁复杂结构,都可以满足制造要求;同时,在确保稳定提升性能的基础上,节能化设计各类零部件,满足轻量化设计要求,极大程度降低零件重量,为卫星关键零部件整体化制造提供了可实现的技术途径。
![]() 案例介绍――卫星肼瓶支架
案例介绍――卫星肼瓶支架
(一)案例描述
肼瓶是卫星推进用燃料的储存容器,肼瓶支架作为连接肼瓶与星体的结构,负责肼瓶的安装及推进力的传递等,是推进系统的关键承力件。发射卫星入轨运行的成本可以达到每公斤数十万元以上,而且,卫星重量增加会对运载推进技术提出更高的要求,因此,卫星上零部件的减重有着极高的必要性。
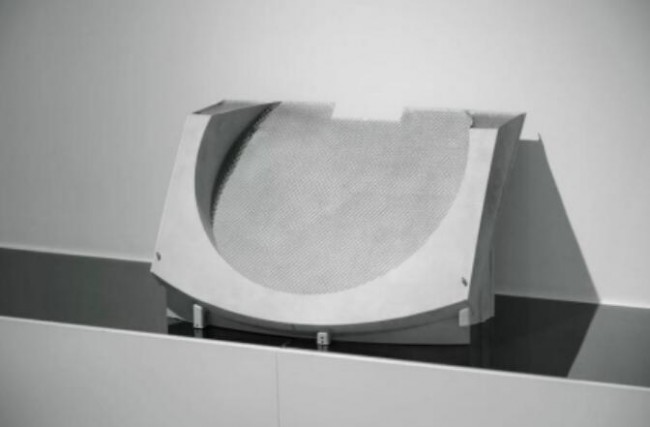 图1 铂力特激光增材制造肼瓶支架
图1 铂力特激光增材制造肼瓶支架
针对承力要求及迫切的减重需求,采用了点阵+蒙皮整体轻量化结构的设计方案,并采用激光选区熔化成形进行整体增材制造成形。
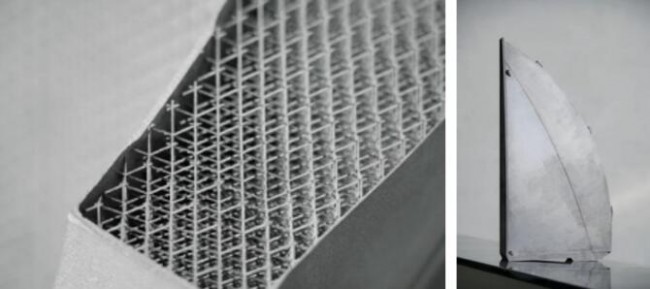 图2 点阵+蒙皮 肼瓶支架
图2 点阵+蒙皮 肼瓶支架
肼瓶支架利用西安铂力特公司的BLT-S600型激光选区熔化成形装备成形制造,最大可成形尺寸为600mm×600mm×600mm,可满足多种应用场景零件尺寸需求。同时,BLT-S600在打印过程中可以实现点阵结构、薄壁结构一体成形,减少了传统工艺下的支撑、连接结构,大大降低了零件成形后的重量,可以实现极端轻量化,满足航空航天等领域对零件严苛质量和安全保障的要求。
 图 3 铂力特激光选区熔化成形设备BLT-S600
图 3 铂力特激光选区熔化成形设备BLT-S600
(二)技术水平及先进性
和传统锻铸造工艺相比,产品通过点阵+蒙皮整体轻量化结构的设计方案,使用铝合金粉末在激光选区熔化工艺下进行整体增材制造成形,使整体减重超过60%,整星结构实现结构质量占比降至15%以内;整体增材制造工艺简单,制造周期缩短,成本降低;整体制造减少了螺接、胶接、焊缝等的数量,从而提高了零部件的可靠性;结构性能上,结构频率提升近50%。
![]() 应用推广成效
应用推广成效
该型肼瓶支架已经经过了各项地面考核,成功入轨运行。相关成果已拓展至其他数十个卫星型号、上百种其他卫星零件的研制和生产,支撑了我国探月等重大工程的研制。
![]() 下一步提升及推广
下一步提升及推广
目前,通过点阵蒙皮的一体化设计和一体化增材制造,已经实现了卫星结构件的研制和应用。下一步,为追求更极致的减重需求,同时,结合功能一体化的需求,研究防隔热、减震缓震等功能需求场景下不同点阵形式,不同结构形式等的性能和制造,扩大点阵蒙皮结构在卫星上的应用,进一步提升卫星性能指标。该类产品具有很好的应用前景,针对国家重点型号研制,尤其是型号小型化、轻量化需求更加迫切,其推广前景广泛。
(责任编辑:admin)

 梁柏涛:美国参议院这一票
梁柏涛:美国参议院这一票 美国俄亥俄州宣布拨款6200
美国俄亥俄州宣布拨款6200 Schunk集团全资收购ESK-SI
Schunk集团全资收购ESK-SI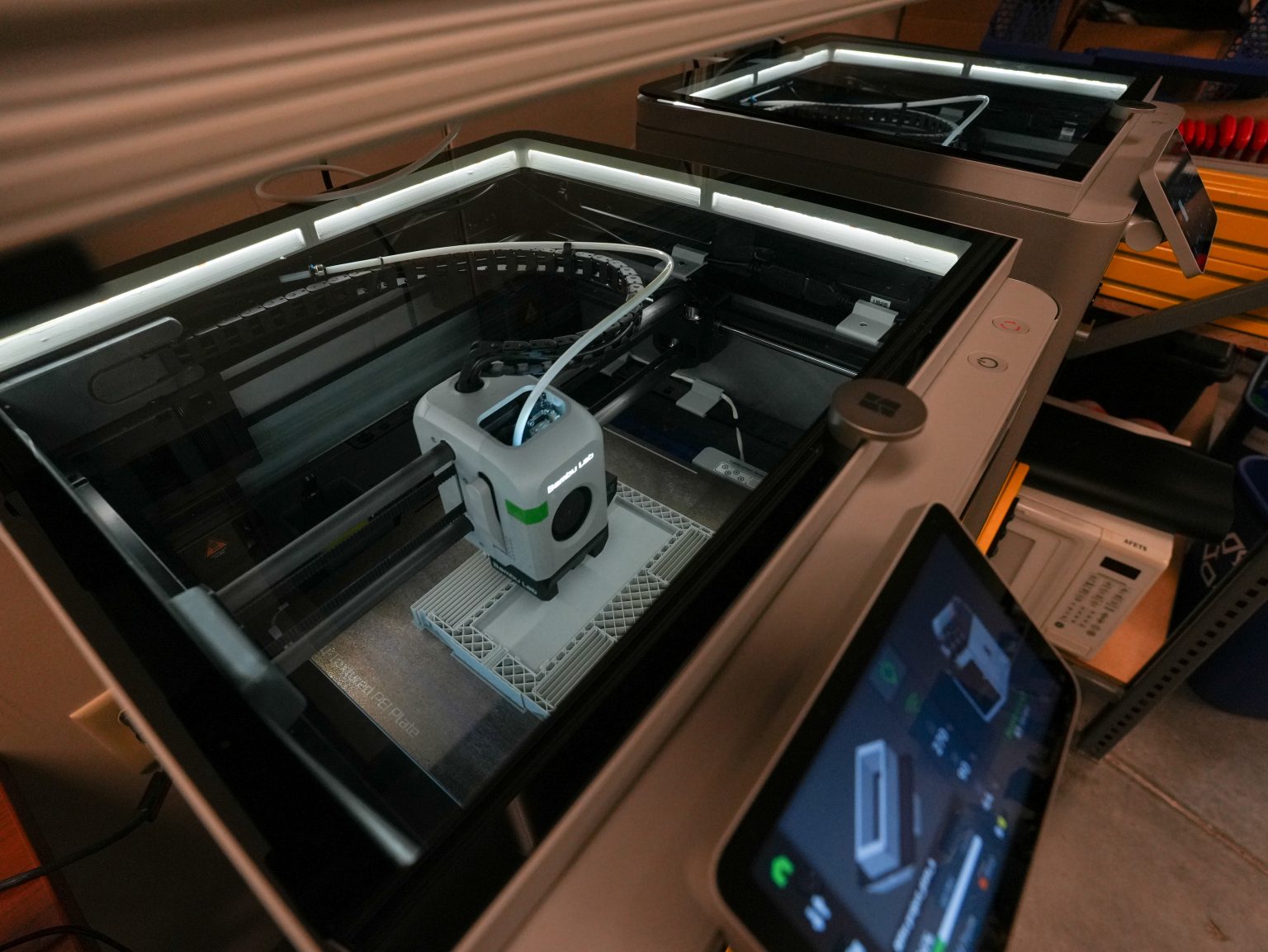 美国空军利用拓竹3D打印机
美国空军利用拓竹3D打印机 3D Systems推出集成式数字
3D Systems推出集成式数字 Aker Solutions设立新3D打
Aker Solutions设立新3D打 GoEngineer通过收
GoEngineer通过收 3D食品打印:烹
3D食品打印:烹 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮 Aerojet拿下五角
Aerojet拿下五角

