用于减少激光粉末床熔融中残余翘曲的协同优化
时间:2022-12-23 18:40 来源:长三角G60激光联盟 作者:admin 阅读:次
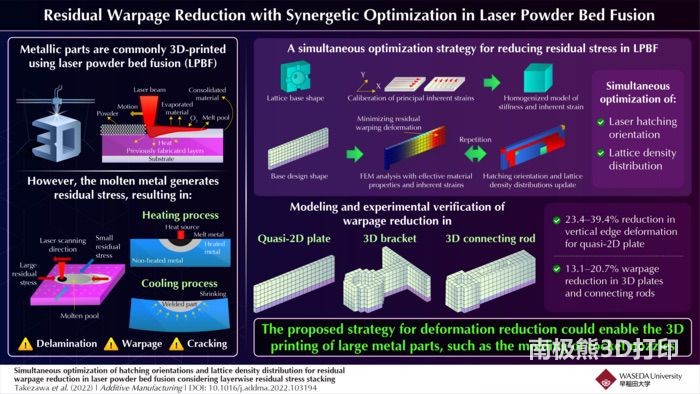
来自日本和美国的研究人员提出了基于LPBF的增材制造的变形减少策略,涉及激光孵化方向和晶格密度分布的协同优化。来源:Akihiro Takezawa from Waseda University, Japan
然而,熔融金属在凝固后会产生负热应力,从而产生面内残余应力。这种残余应力随着每一层的重复形成过程而向上层积累,并且通常会导致不良影响,如分层、开裂和翘曲。此外,残余翘曲和变形本质上是不对称的,并且与制造金属零件的尺寸不对称。因此,大型金属部件(如火箭喷嘴)的集成成型极具挑战性。

由 ɛC∗ɛis计算的虚拟应力的X分量分布。
为了解决这个问题,由早稻田大学的Akihiro Takezawa教授领导的日本和美国的研究小组现在提出了一种优化的AM设计策略。“近年来备受关注的LPBF金属3D打印,存在模制件大翘曲的问题。在这项研究中,我们开发了一种通过同时优化制造零件的内部结构和激光扫描方向来减少残余变形的方法。“Takezawa解释说。
他们的研究于 2022 年 10 月 13 日在线提供并发表在《Additive Manufacturing》的研究中。来自美国匹兹堡大学的To研究了残余翘曲的减少,同时专注于逐层残余堆垛,并利用晶格填充分布技术。他们采用一种称为“循环公式固有应变法”的数值方法来分析残余变形。为此,他们使用基于梯度的优化算法基于有效刚度和各向异性固有应变对晶格进行了建模。

2×量级变形图上竖向残余变形的最优分布。
在LPBF AM中,该团队同时优化了制造过程的两个方面:利用残余应力不对称性的激光“孵化方向”或扫描方向,以及通过考虑逐层残余应力堆叠来制造材料的内部结构或“晶格密度分布”。因此,他们微调了他们的方法,以确保同时优化的协同效应。
此外,该团队还进行了实验,以使用准2D板,3D支架和3D连杆来验证他们的新方法。与使用的标准基准设计相比,他们的设计策略将准二维板的垂直边缘变形减少了 23-39%。在3D支架和连杆的情况下,翘曲减少范围在13-20%之间。

(a)变形图和(b)使用ISM计算的最佳均匀网格支架顶面沿指定轴的垂直变形图。变形图的大小为2.0×。
总体而言,本研究中提出的方法可能预示着使用LPBF制造的3D打印的显着发展。减少残余翘曲和变形对于大型金属部件的成型至关重要。“金属3D打印技术的最新改进使得生产更大的成型零件成为可能。有鉴于此,我们的方法应该理想地能够实现任何大型金属部件的3D打印。“Takezawa总结道。
来源:Simultaneous optimization of hatching orientations and lattice density distribution for residual warpage reduction in laser powder bed fusion considering layerwise residual stress stacking, Additive Manufacturing, doi.org/10.1016/j.addma.2022.103194
(责任编辑:admin)

相关内容
 金属3D打印供应商Continuu
金属3D打印供应商Continuu 巴西石油公司启动3D打印实
巴西石油公司启动3D打印实 Snapmaker与Polymaker合作
Snapmaker与Polymaker合作 智利军事理工学院开设3D打
智利军事理工学院开设3D打 AML3D获3000万澳元融资,
AML3D获3000万澳元融资,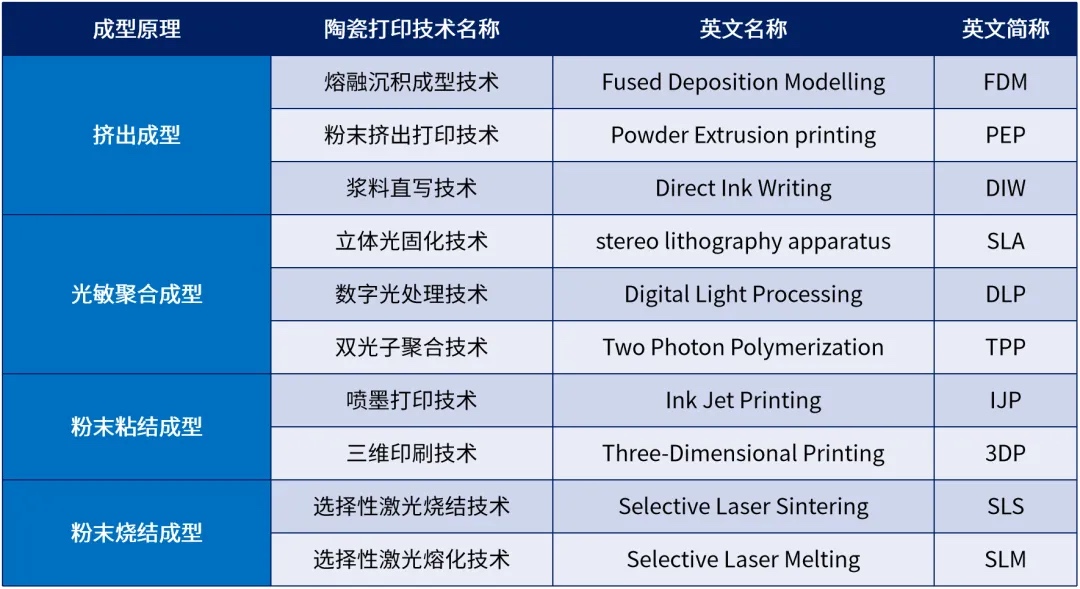 陶瓷3D打印技术特点及PEP
陶瓷3D打印技术特点及PEP最新内容
 3D食品打印:烹
3D食品打印:烹 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮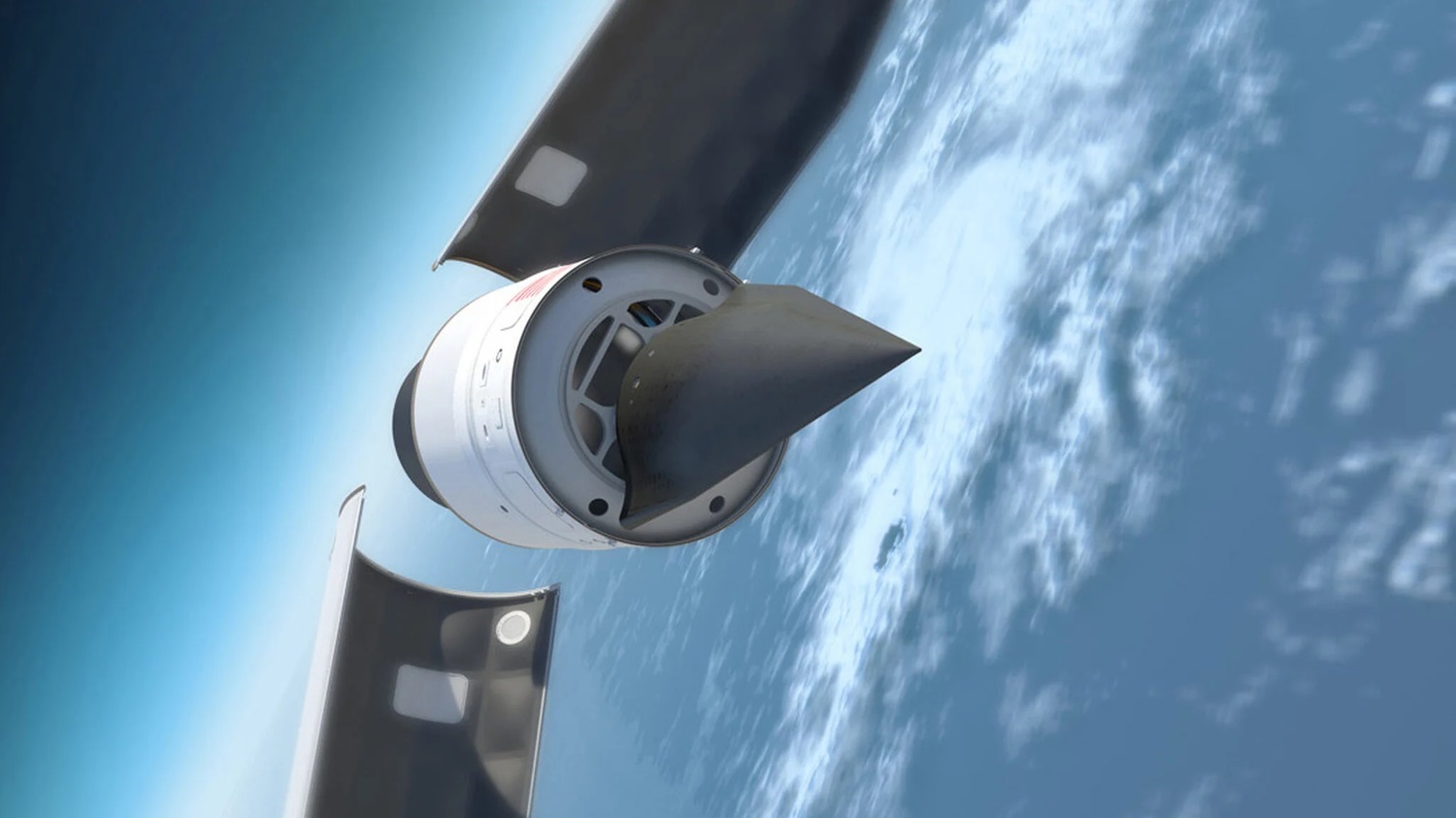 Aerojet拿下五角
Aerojet拿下五角 印度初创公司在Gi
印度初创公司在Gi热点内容


