|
|
导读:本文旨在回顾两种主要粉末床熔融(PBF)技术――激光粉末床熔合(LPBF)和电子束熔合(EBM),在制备镍基高温合金的组织和力学性能方面的研究成果。介绍了PBF工艺生产的微观结构的特点,随后概述了最常用的打印工艺,以及打印件质量检测技术。对PBF镍基高温合金的抗拉强度、硬度、剪切强度、抗疲劳性能、抗蠕变性能和断裂韧性等力学性能进行了综合评价。
本文中出现的专业名词解释
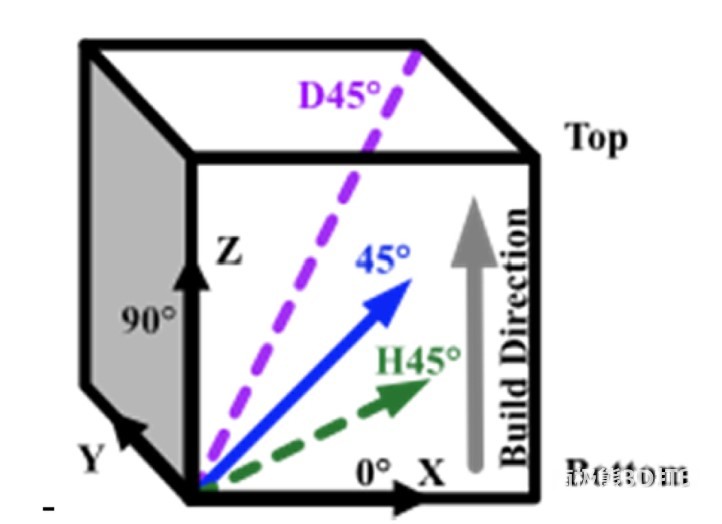
图1所示。在PBF试件中突出各向异性时常用的构建方向和主平面的布局。注意这个原始方向通常被认为与机器的坐标系统对齐
1.摘要
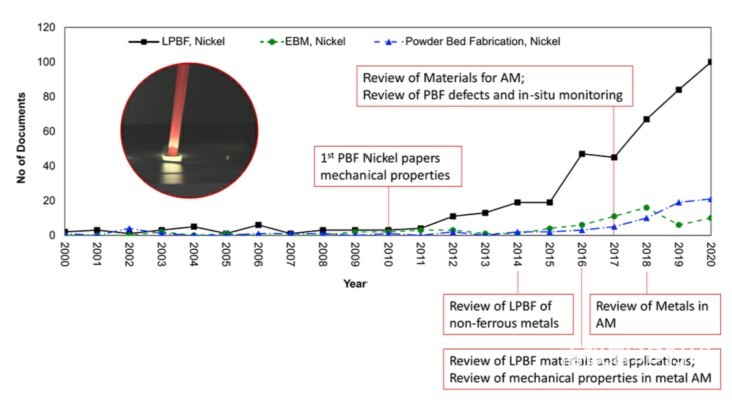
在过去的二十年里,增材制造中与镍基合金材料相关的出版物数量急剧增加(见图2)。
图2所示。关于镍基高温合金增材制造的出版物数量(来自Scopus数据库),包括主要里程碑[2-8]。这表明与增材制造中镍基材料相关的出版物有所增加。
关于金属的增材制造,特别是粉末层融合(PBF),前人已经做了很多的研究。迄今为止的文献综述提供了金属增材制造技术的总体概述,重点是加工方法、相应的微观组织、力学性能及其在各种材料中的应用[3,9-12]。Murr
等人比较了两种主要的金属PBF技术,即激光粉末床融合(LPBF)和电子束熔化(EBM),以及它们对常用结构材料[13]的加工,Korner等人则回顾了EBM技术和金属材料[14]的工艺性能环节。Song等人回顾了LPBF制造的组件与常规制造的[15]组件在微观组织和力学性能方面的差异。Sames等人回顾了一系列金属增材制造技术,重点关注它们的问题和机制,以及创建模型来模拟它们[16]。Basak和Das综述了常用金属合金在不同金属增材制造技术处理下的组织演变。在文献中,有关于LPBF制造部件一般力学性能的综述文献[18-20]。这些研究主要集中在增材制备Ti-6Al-4V组分[21,22]和镍基高温合金[23,24]的组织和力学性能。
Wang等人综述了LPBF制备的Inconel (IN)
718组件,主要关注其组织和力学性能[25]。这可能是与本文所进行的综述最相似的工作,而本文仅代表了现有文献中最先进技术的一小部分。Aboulkhair等人对铝合金[26]进行了全面的综述。Zhang等综述了LPBF钛合金及钛基复合材料在生物医学工程中的应用。值得一提的是,也有关于新颖设计[28]和材料系统[29]应用于增材制造的综述论文。然而,目前对PBF镍基高温合金力学性能的研究还没有一个全面的综述,这方面的综述能够为该领域的学者提供了一个权威和全面的资源。因此,本文的目的是对PBF镍基高温合金的力学性能进行全面的综述。这将为研究人员更好地了解PBF的最新技术和工艺参数对力学性能的影响提供依据。在本综述的最后,将给出针对不同力学性能所进行的研究的摘要,以帮助实践者确定已经进行了哪些类别的材料评估,并确定研究中的差距。
最后讨论了PBF在镍基高温合金加工中的机遇和不足。由于我们对基本冶金和工艺本身的理解发展迅速,因此有必要让业内有一个可供借鉴的参考点。
1.1 粉末床熔融技术
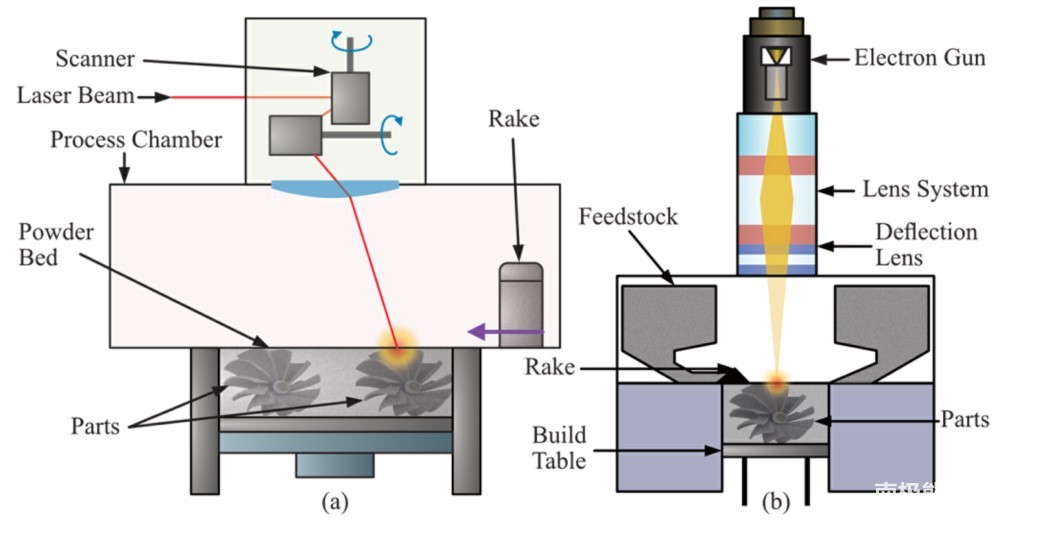
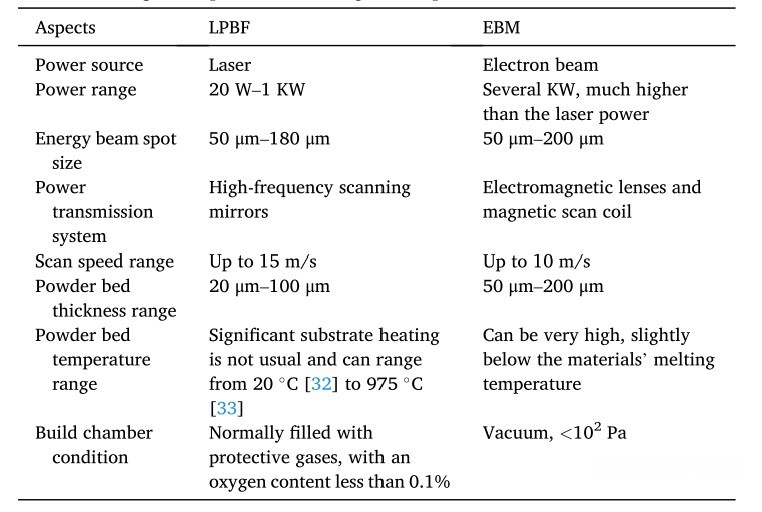
本文重点介绍了PBF技术的两种基本原理:LPBF和EBM。PBF是金属零件加工中最常用的增材制造技术之一。该工艺由两个阶段组成:首先,粉末均匀地分布在工作区域,然后是能源(LPBF的激光和EBM的电子束)根据三维模型选择性熔化粉末床,从而建立最终组件[30]。这些制造方法的两个主要区别是它们的电源和电力传输系统。图3[9]展示了典型的LPBF和EBM系统的两幅图。
图3所示。两种主要粉末床熔合工艺示意图:(a)激光粉末床聚变。(b)电子束熔化系统。两个主要的区别(电源和电力传输系统)是可见的。[9]
其他研究人员已经对两种方法和过程的细微差别进行了适当的审查,表1总结了两种系统之间的相关差异[9,16,30]。这种方法可以用于处理各种材料,从金属到陶瓷,为许多应用,如航空航天,生物医学和汽车。对于所有类型增材制造平台可用材料的广泛回顾,读者可以参考Bourell等人对[31]主题的回顾。
表1激光粉末床熔炼与电子束熔炼的主要区别。这提供了对过程特征的洞察[9,16,30]。
1.2. 镍基高温合金及其在增材制造中的作用
本节将重点介绍镍基高温合金的特点、它们适用于PBF的原因以及它们的应用实例,尤其是在航空航天领域。
1.2.1. 镍基高温合金的特性
镍基高温合金是现代航空发动机材料家族的一种[34,35],具有高温强度、韧性、蠕变和抗氧化/腐蚀的综合性能。由于这些原因,这类合金被广泛应用于在临界环境下工作的部件中。第一代镍基高温合金是为喷气发动机的高温应用而设计的,包括20世纪40年代由英国HenryWiggin公司开发的Nimonic
75[34]。从那时起,镍基高温合金不断被生产、研究并用于制造涡轮叶片、涡轮盘、密封件、环和燃气轮机的其他部件。
如今,一个典型的喷气发动机中含有将近1.8吨镍基高温合金。这些材料对将喷气发动机的连续工作寿命提高到20,000
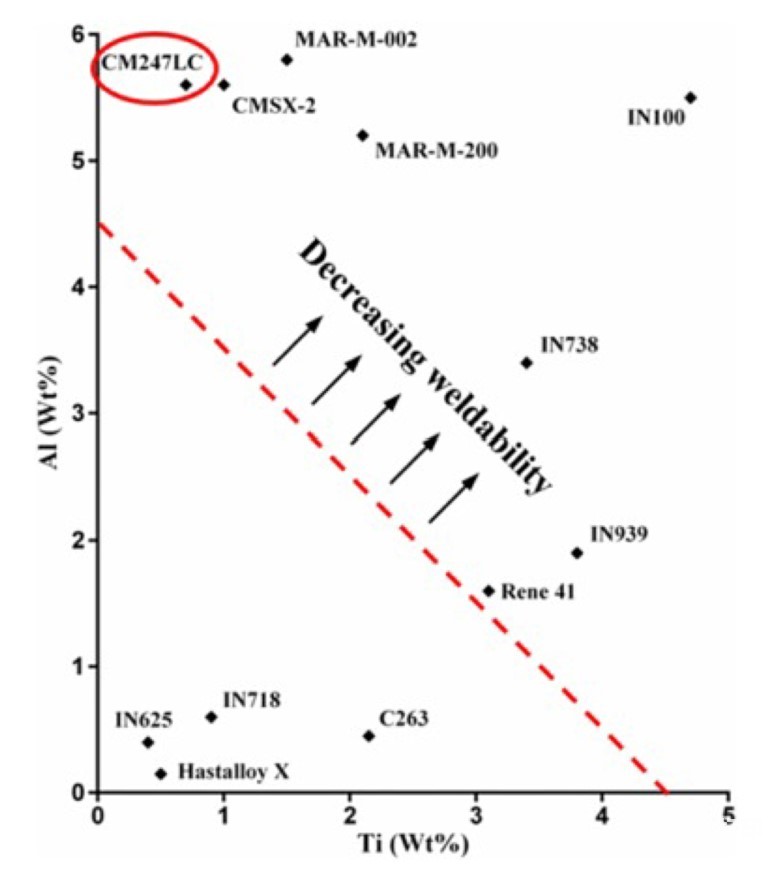
h[37]以上有很大的贡献。虽然涂层技术(如氧化锆基热障涂层,TBCs)也有助于提高高温性能,但基底镍基高温合金的作用再怎么强调也不为过。图4显示了可焊性以及镍基高温合金在制造中的应用。这是一个有用的指标,如何挑战高完整性增材制造将是给定的材料。实际上,流程窗口在破碎的红线以上大大减少了。
图4所示。一系列镍基高温合金的“可焊性”图,其Ti和Al合金元素组成的函数。图来自Catchpole- Smith等人[38]。虚线以上的可焊性较差,随着Ti和Al含量的增加而恶化。这项工作将为今后合金成分的研究提供参考。
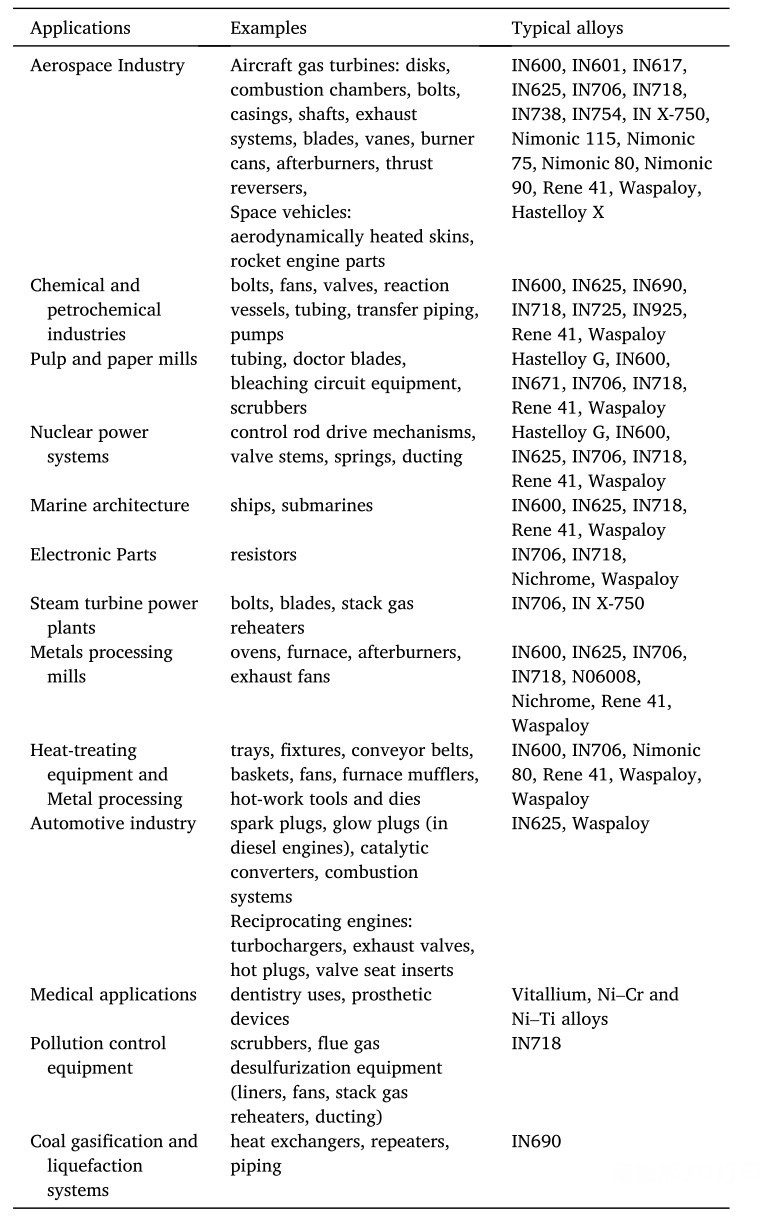
镍基高温合金应用于许多领域,如陆基燃气轮机、核电站和化学容器。表2报告了镍基高温合金的一些常见应用。
表2镍基高温合金[39]的常用用途。这表明了增材制造的镍基高温合金可以应用的众多领域。
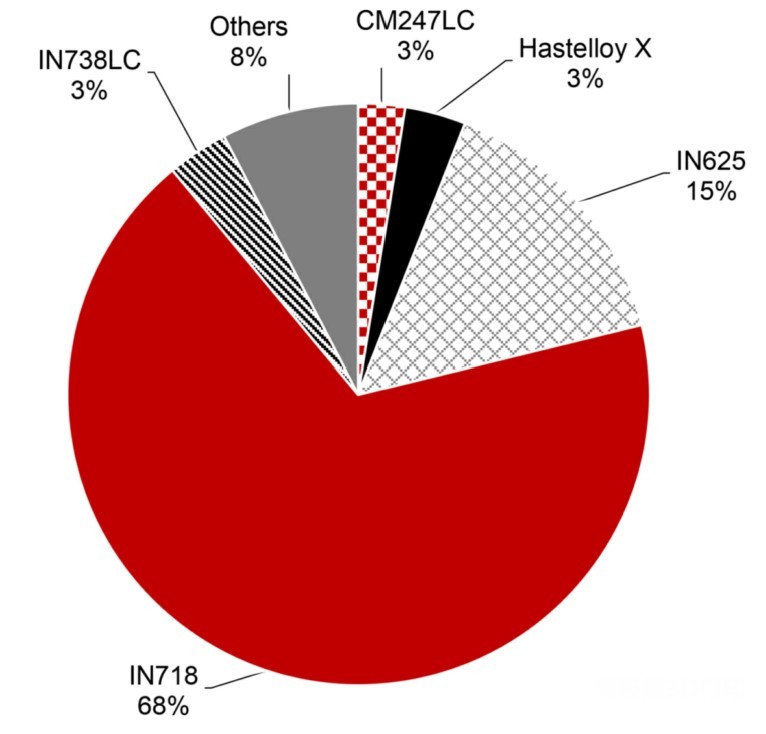
图5总结了PBF研究中镍基高温合金的类型。从这一数据可以清楚地看出,IN718和IN625是PBF研究中探索最多的。它们的组成见附录中的表8。
图5所示。饼图显示了迄今为止在粉末层聚变研究中研究的镍基高温合金,来自290项研究。铬镍铁合金718和铬镍铁合金625是研究最多的合金,因为它们的使用水平主要是在航空航天市场,航空航天有直接的机会。
1.2.2. 航空航天工业用镍基高温合金和PBF
航空航天工业代表了增材制造机器生产商的一个重要发展方向,因为大量的部件具有很高的价值,并使用高价值的材料[40]生产。事实上,镍基航空部件的特点是几何形状复杂,产量低。此外,考虑到镍基高温合金优异的机械性能,以及设计用于安全关键应用的特性,这些零件用传统加工技术加工是困难和昂贵的[41-44]。因此,必须特别注意工装、冷却剂和加工参数的选择,以免导致生产成本增加[40]。相反,PBF制造复杂几何形状的能力允许在组件中加入新的和额外的功能。因此,该领域是展示PBF与镍基高温合金结合的潜力的合适方法。
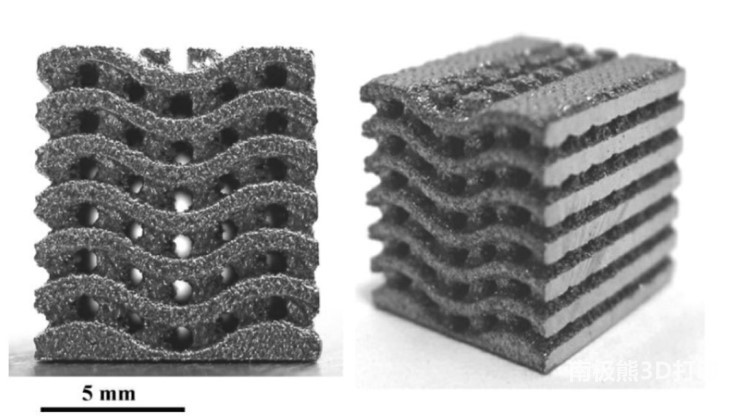
Yadroitsev等人的工作证明了LPBF生产由IN625[45]自由结构构成的复杂滤波器的能力。各个单元,甚至是单个单元的参数,都可以在建模阶段轻松修改,并针对特征在1毫米以下的具体应用进行优化。(图6)。这表明增材制造技术具有直接修改部件的能力,而传统加工方法无法实现。
图6所示。铬镍铁合金625过滤器,具有特定的孔定向和截面积。这些样品是通过粉末床融合制造的,展示了粉末床融合制造高度优化的几何形状的能力,特征小于1毫米。这是激光粉末床融合技术[45]的一个典型应用。
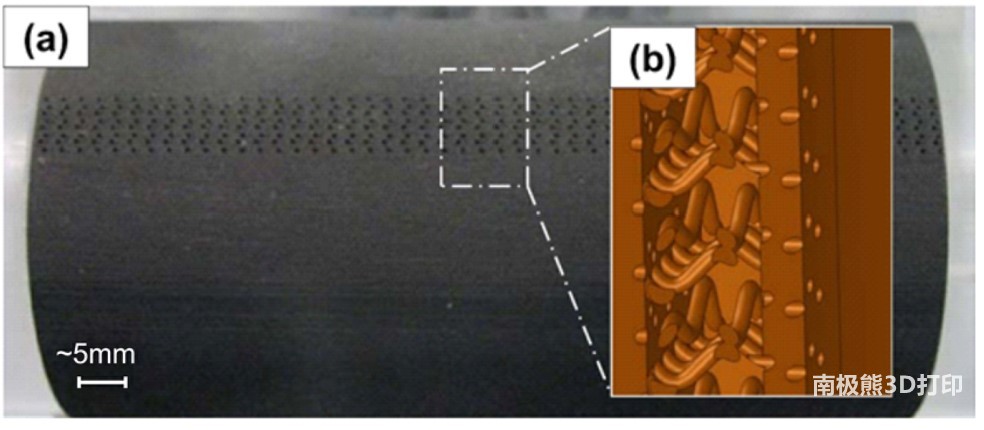
Bernstein等人进一步证明了这一进展,他们开发并制造了一种涡轮叶片原型,其特征是前缘带有通过LPBF获得的内置冷却通道(图7)[42]。测量的平均冷却孔尺寸(0.3945
mm)略小于公称尺寸(0.5 mm),这凸显了LPBF中仍需克服的公差挑战。这些井眼直径的标准偏差很小(0.0206
mm),表明LPBF有潜力作为一种精确有效的技术来产生这些特征部件。不过,尽管该方法取得了一些很好的结果,但仍不能与常用的冷却孔直接加工方法,如激光加工或电火花加工(EDM)的特征分辨率相比。事实上,Li等人已经证明,通过使用激光或电火花打孔工艺,可以获得直径<150
μm的孔。然而,民用飞机的常见工业工艺要求冷却孔直径在300-500μm[46]范围内。这是影响涡轮叶片和导流喷嘴热力学性能的一个基本技术限制。然而,增材制造对航空航天应用的研究重点迄今为止一直集中在静态组件上。这背后的原因随着增材制造材料表现出的力学性能的探索变得明显,这一主题将在本综述的后面更详细地探讨。
图7所示。前缘新型冷却通道的例子。(a)整体架构。(b)冷却通道内部结构的CAD模型[42]。平均测量的冷却孔尺寸(0.39 mm)略小于公称尺寸(0.5 mm),这凸显了激光粉末床熔融仍需克服的公差挑战。
由于LPBF在实现航空发动机部件的复杂结构方面显示出了良好的初步效果,越来越多的公司表示有意投资这项技术。Gisario等人综述了金属增材制造在商用航空工业中的应用,Yong等人综述了增材制造
IN718在高温应用中的材料特性。例如,NASA测试了一些LPBF制造的火箭喷射器,证明这些部件能够承受太空火箭发射过程中产生的热量和压力。MTU航空发动机公司还宣布,他们的PurePower
PW1100G-JM发动机的内窥镜凸台现在将使用LPBF[50]生产。此外,荷兰航空航天中心与特温特大学共同开发了一种用于空间应用的新型微型泵组件,由无运动部件组成,如液压阀[51]。由于其复杂的内部特性是其他方法无法获得的,因此只能使用LPBF制造这种微泵。GE航空在将增材制造引入航空航天行业中发挥了重要作用,特别是通过收购SLMSolutions和Arc增材制造,这两家主要的增材制造公司分别专注于LPBF和EBM。为了证明这一原理,通用航空公司制造了一个完全使用LPBF[52]的微型喷气发动机。尽管这款原型机的规模远远小于商用发动机,但在功能测试中它的转速达到了3.3万转,标志着LPBF在航空发动机制造中更广泛地使用迈出了重要的一步。他们还创造了一个只使用LPBF的传感器外壳,这使它成为第一个3D打印部件被批准使用的FAA
[53]。其他演示材料,如涡轮叶片,使用EBM
IN738LC打印出来,并组装在一个圆盘上进行旋转坑测试,以验证[54]叶片的机械完整性和设计。
综上所述,增材制造是一种很有前途的镍基元件制造技术。然而,目前阻碍PBF更大规模开发的知识差距仍然很大。如果不能充分了解增材制造镍基高温合金的微观结构和功能响应,将严重限制该技术/材料组合的应用。因此,我们必须对材料和工艺缺陷的起源有一个基本的认识。
(责任编辑:admin)

 通过3D打印升级AirPods保
通过3D打印升级AirPods保 金属3D打印厂商Velo3D继续
金属3D打印厂商Velo3D继续 从研发端催化高通量3D打印
从研发端催化高通量3D打印 America Makes通过增强型C
America Makes通过增强型C 麻省理工学院实现全3D打印
麻省理工学院实现全3D打印 高性能无需热处理的Al-6Mg
高性能无需热处理的Al-6Mg 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮 Aerojet拿下五角
Aerojet拿下五角 印度初创公司在Gi
印度初创公司在Gi 美军使用金属3D打
美军使用金属3D打

