西工大:基于数字孪生技术的金属材料力学标准试样高通量制备与原位铸造性能测试系统
近年来,随着高性能计算技术和先进实验表征技术的迅速发展,数据驱动的研究、建模、仿真和先进制造已经成为一种智能设计-制造范式。由于材料研发必须与制造、质量控制和自动化、验证、材料合成、加工、表征和性能测量等多方面相结合,就形成了以高通量计算、数据挖掘、机器/深度学习、人工智能、增材制造等实验和模拟手段来揭示先进材料开发中组成-加工-结构-性能关系的独特策略――集成计算材料工程(ICME Integrated Computational Materials Engineering)。一系列官方文件和计划概述了计算材料工程的独特挑战和机遇,以及未来可传承的集成智能制造的战略蓝图,彰显了ICME的数字孪生设计范式对于加快新型先进材料的发现和应用的至关重要性。西北工业大学张颖等人通过集成3D打印技术,实现了系统设计和制备的数字孪生。
![]() 文章亮点
文章亮点
(1) 采用试样高通量制备阵列组合系统制备的蜡模精度高,功能模块单元组合灵活、方便,可节省传统压模工具,降低成本、减少力学性能试样的加工量和原材料消耗、缩短制备时间。
(2) 该集成系统还可用于砂型、金属型和精密铸造等试样的制备过程。
![]() 图文简介
图文简介
图1展示了集成金属材料铸造性能测试与标准试样高通量制备系统结构的高通量铸造模型。在设计过程中,为避免合金熔体发生氧化或者夹杂,在该高通量铸造模型中浇口杯、补缩结构、直浇道和横浇道的截面面积依次递减,从而当金属熔液从浇口杯进行浇注时,可产生重力差,实现平稳充型,改善铸件的气孔及疏松缺陷,达到通过改善金属熔液凝固过程中液态金属温度场来细化晶粒、增加等轴晶粒,从而减少偏析等缺陷,获得组织较为均匀的标准试样的效果。如图 1中结构单元④所示,顶部横浇道为了便于补缩和排气,被设计为有排气孔的梯形结构。而为了防止湍流和飞溅,直浇道底部带有半球形直浇道窝,保证浇注过程中金属液的平稳充型,见图 1中结构单元③。这种集成金属材料铸造性能测试与标准试样高通量制备系统的数字孪生,大大地提高了铸造效率,节省了生产和时间成本。
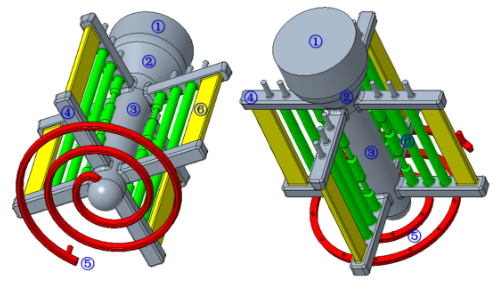 ①-浇口杯;②-梯形补缩区;③-直浇道和低端直浇道窝;④-横浇道;⑤-单螺旋线合金流动性试样测试系统;⑥-试样高通量制备阵列组合系统
①-浇口杯;②-梯形补缩区;③-直浇道和低端直浇道窝;④-横浇道;⑤-单螺旋线合金流动性试样测试系统;⑥-试样高通量制备阵列组合系统
图1 集成金属材料流动性和标准力学性能试样高通量系统的三维结构示意图
在高通量制造的基础上,该集成系统建立了高通量制备阵列组合系统,实现了标准试样高通量制备系统的按需设计与组合。如图2,基于底注法,每条横浇道上可设置圆柱和板状等不同形状的试样,实现试样高通量制备阵列的灵活组合。如图2(a)所示,每条横浇道上分别立着8根标准轴向疲劳试样、8根标准拉伸试样圆柱试棒和2块板状试样。标准试样尺寸均按照国标设计,在铸造完成后仅通过简单表面加工可直接进行拉伸、或蠕变、或疲劳等其它力学测试,大幅度减少了力学性能测试标准试样制备过程中的机械加工量和原材料消耗,缩短了制备试样时间,进一步提高了研发效率并降低研发成本。相应地,板状试样可用于加工板状试样或用于热变形加工(轧制、锻造等)其它实验。可以看出该系统中具有多个截面,一次实验可获得不同冷速下多个微观组织结构样品,为揭示金属熔体过热度、铸坯尺寸等因素对凝固组织和元素分布的影响规律提高有效途径。由于标准力学测试试样的机械加工余量在设计和模拟计算时,已经进行优化,确保结构尺寸精度时加工余量最小,所以试样的晶粒度和铸造缺陷(气孔)将小于传统铸锭取样的组织并展现出更加优良的力学性能。
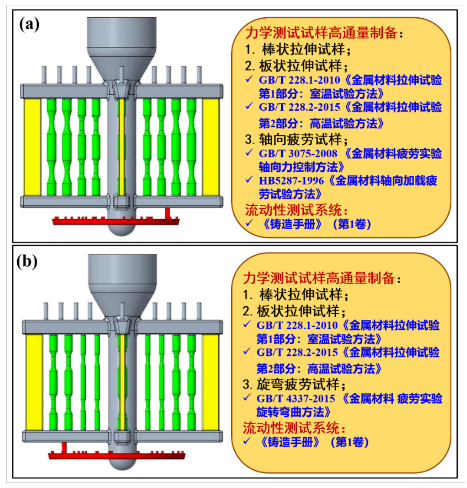 图2 集成金属材料流动性和标准机械性能试样高通量系统侧向示意图表示可以按设计与组合需要安置棒状拉伸试样,板状拉伸试样,拉伸疲劳试样以及流动性测试系统
图2 集成金属材料流动性和标准机械性能试样高通量系统侧向示意图表示可以按设计与组合需要安置棒状拉伸试样,板状拉伸试样,拉伸疲劳试样以及流动性测试系统
如图3所示,在集成金属材料铸造性能测试与标准试样高通量制备系统的制造过程中,首先,利用经典的CAD软件建立设计的三维模型,同时考虑了实际实验要求、试样尺寸、数量等重要数据。其次,借助3D打印技术制备上述浇铸系统、铸造性能测试系统和试样高通量制备阵列组合系统的蜡模或消失模型芯,分别用于模壳或砂型的制造,方便快捷地实现该集成系统的数字孪生和材料的制备,其中蜡膜经过涂挂-脱蜡-焙烧制备出模壳。最后,通过配料准备-模壳装配-模壳预热-熔炼浇注(重力浇注)-凝固保温-出炉清壳的一系列步骤得到高品质试样,其中模壳使用前必须采用压缩空气进行吹壳;模壳排气孔处用玻璃丝布包裹;模壳在转移过程中应轻拿轻放,防止搬运过程中模壳开裂;铸件温度冷却到200 ℃以下破空取件,清砂、脱壳;防止过早清砂、脱壳,铸件变形或出现裂纹。可方便地采用增材制造工艺制备蜡制品。通过与传统铸造工艺相比,该优化方法仅通过感应熔炼浇注获得高品质试样,成形性优异、制作精度高,功能模块单元具有组合灵活和方便,可节省传统压模工具和相应成本,工艺流程操作简单,降低机加量和制样时间、有效地降低了减少材料制备成本和制样成本、可极大缩短样品制备和研发时间。同时,该集成系统可用于砂型铸造、金属型铸造、精密铸造等工艺过程的标准试样和材料的制备,具有普适性。
 图3 高通量流动性螺旋试样和标准机械样品的数字孪生制造过程:从数字设计到3D蜡模打印、陶瓷模具制作、感应熔炼到最终铸造样品
图3 高通量流动性螺旋试样和标准机械样品的数字孪生制造过程:从数字设计到3D蜡模打印、陶瓷模具制作、感应熔炼到最终铸造样品
如图 4(a)(b)所示,实际生产铸件中浇口杯发生破裂后相应铸件的一条横浇道及其经无损检测观测的试样铸造缺陷形貌。可以看出,铸件表面无缺陷,经X探伤后发现由于充型未满在铸件中心集中大量铸造缺陷。图 4(c)为未经探伤加工后的力学拉伸试样,通过观察发现由于充型能力不足造成的表面和芯部存在大量铸造缺陷,也证明通过无损检测工艺避免无效机械加工、降低研发成本并提高研发效率的重要作用。
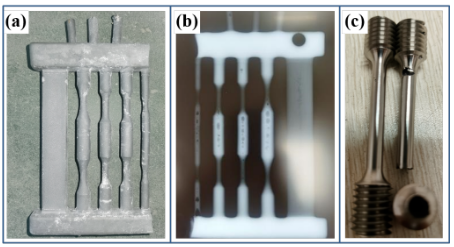 图4 浇铸试样实物图及其探伤结果铸件一条横浇道实物、X探伤图、以及对其加工后的标准试样
图4 浇铸试样实物图及其探伤结果铸件一条横浇道实物、X探伤图、以及对其加工后的标准试样
![]() 结论
结论
(1)在本次工作中设计了一种基于数字孪生技术的金属材料铸造试样高通量制备与性能测试集成系统。相比于传统的铸锭设计,集成系统设计方案合理,技术路线成熟,实现方便快捷。在该铸造模型中,通过测量单螺旋线合金流动性试样测试系统所呈现的熔体流动性,以及利用数字孪生的优势铸造出不同类型、不同数量的标准拉伸疲劳试样和多个板状试样组成的铸块,实现了熔炼浇注系统集成样品制备与流动性测试的高度集中。
(2)通过集成3D打印技术,试样高通量制备阵列组合系统的蜡模或消失模型芯制作精度高,功能模块单元具有组合灵活和方便,可节省传统压模工具和相应成本,工艺流程操作简单,成本低,大幅度缩短了从原材料制备到加工以及实验的流程。
(3)高通量试棒的近净成型尺寸极大程度地减少了力学性能测试试样制备过程中的机械加工量和原材料消耗,极大缩短制样时间,提高研发效率并降低研发成本。此外,该系统中具有多个截面,一次实验可实现不同冷速下多个微观组织结构样品的收集。由此可以看出,大数据驱动的智能设计与制造的数字孪生技术能够通过减少材料设计与应用的时间和成本,有效地加速新材料的开发和应用。
论文引用信息:
张颖,宋建丽,王毅,高文强,王军,唐斌,谭超,王一川,寇宏超,李金山.基于数字孪生技术的金属材料力学标准试样高通量制备与原位铸造性能测试系统[J].铸造技术,2022,43(02):77-82.
DOI:10.16410/j.issn1000-8365.2022.02.001.
(责任编辑:admin)

 定向能量沉积(DED)金属3
定向能量沉积(DED)金属3 Sintavia获1000万美元新投
Sintavia获1000万美元新投 金属3D打印厂商汉邦激光启
金属3D打印厂商汉邦激光启 国家举办民营企业座谈会,
国家举办民营企业座谈会, 2025增材制造用户组(AMUG)
2025增材制造用户组(AMUG) 规划建设面积13.8万平方米
规划建设面积13.8万平方米 忍痛5年,福州依
忍痛5年,福州依 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致

