清华大学于顶刊《科学》发表金属3D打印中匙孔气泡缺陷的起源
很长时间以来,业界有关有关金属3D打印存在的毛孔不是致命缺陷的讨论。不过我们知道即便是铸造工艺,存在毛孔也实属正常。更何况,对于如何减少甚至消除粉末床金属3D打印技术所带来的毛孔的问题是科学家们一直努力的方向,包括调整加工参数,包括过程中工艺监测和质量控制等等。
不过,正如3D打印业界Velo3D试图消除金属3D打印过程中支撑的需要以释放充分的设计与制造自由度;如何更深入的理解金属3D打印过程中孔隙的出现,则可以帮助进一步通过调整机器的工艺参数来消除孔隙,更少的毛孔意味着更强大、更可靠的终端部件。
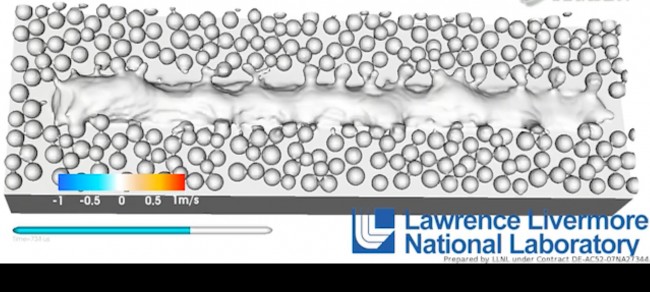 金属加工过程中的微观变化
金属加工过程中的微观变化
临界失稳与气泡缺陷
根据清华大学1,11月27日,清华大学机械工程系助理教授赵沧与卡内基梅隆大学和弗吉尼亚大学的学者合作发布了关于金属激光3D打印的最新成果。该项研究起于宏观工艺,立于微观细节。宏观层面上,在激光功率-扫描速率空间中,匙孔气泡缺陷区域的边界清晰而平滑,且受金属粉末加入的影响甚微。在微观层面上,这些气泡缺陷的形成与匙孔根部的临界失稳有关;后者可以在熔池中释放出声波(冲击波),进而驱动气泡快速远离匙孔、并被凝固前端捕捉。
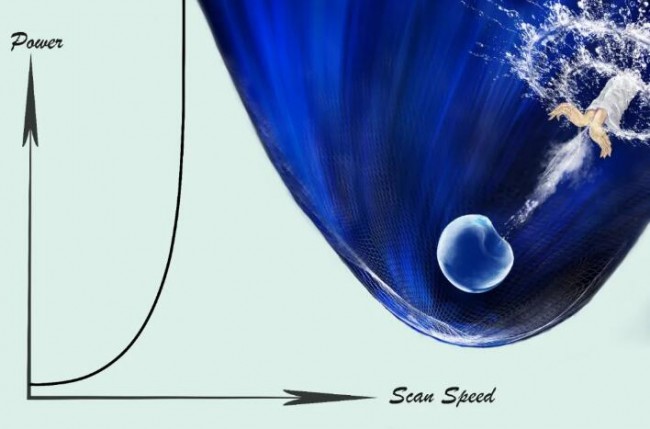
图1关于匙孔气泡区边界和气泡缺陷起源的艺术插图。左侧,在激光功率-扫描速率空间中,匙孔气泡区边界清晰而平滑。右侧,在该边界附近,匙孔根部的临界失稳释放出声波(冲击波),进而驱动气泡快速远离匙孔。当气泡被凝固前端捕捉,便成了缺陷。(插图设计者:清华大学冯叶;©清华大学赵沧)
![]() 从定性到定量
从定性到定量
激光粉末床熔融成形是金属3D打印中广泛使用的一门技术。在一个典型的成形过程中,基于一个离散化的三维数字模型,高功率激光快速扫过一层金属粉末颗粒(厚度为几十到一百微米),有选择性地将粉末颗粒熔化和融合。因此,该技术在复杂几何结构零部件的直接制造方面具有无与伦比的优势。但是,气泡总是如影如随,损害零部件的抗腐蚀、抗疲劳性能,因此,往往在尖端应用领域(如航空发动机涡轮叶片)成为阿喀琉斯之踵。一般认为,在激光粉末床熔融成形中,激光加热处于传导模式,而匙孔的广泛存在性直到2019年初才被揭示。这意味着,匙孔作为气泡缺陷的一种可能来源,不可被忽视。
该研究围绕匙孔气泡缺陷展开,主要回答了三个问题:
其一,匙孔气泡区的边界是否可以被清晰定义并且具有重复性?在激光粉末床熔融成形中,“激光功率-扫描速率”工艺图谱将产品质量(如相对密度)与工艺参数(亦包括扫描间距)直接联系起来,便于3D打印机的用户查询和参考。然而,在该图谱中,几个关键部分仍然缺失,以至于无法准确确定打印工艺的优化窗口,其中一个就是匙孔气泡缺陷区域的边界。该边界将划分出稳定熔化区和匙孔气泡区,而全致密成形仅存在于前者。
其二,金属粉末颗粒的作用?一般认为,粉末颗粒的存在会产生更大的匙孔涨落和更多的气泡。但是,该认识一直停留在定性的描述上,粉末颗粒的作用缺乏定量化的评价和分析。
其三,匙孔气泡缺陷的起源?目前的知识边界:匙孔气泡的产生与匙孔的孔壁失稳有关;匙孔的根部在多种力(比如马兰戈尼对流、反冲压力等)的综合作用下被掐掉,如果被凝固前端钉扎,便成了一种微观缺陷。该理解相对宽泛而缺乏细节,有必要深究,特别需要关注匙孔气泡区边界附近气泡的形成和最初的运动。
![]() 探索气泡起源
探索气泡起源
关于匙孔气泡缺陷的起源,该研究结果揭示了两种机理。
第一种与声波(冲击波)有关,广泛存在于整个匙孔气泡缺陷区域的边界附近。如图1所示,匙孔根部的临界失稳释放出声波(冲击波),驱动气泡快速远离匙孔。
此外,在匙孔气泡区边界的低端共存着第二种机理。匙孔剧烈涨落(特别是回缩,在粉末颗粒存在的情况下尤甚),为气泡创造出足够的时间以等待凝固前端的捕捉。在等待的过程中,气泡可能被局域的熔体流动产生的拖拽力加速并远离匙孔。这项工作为未来无气泡全致密金属激光3D打印提供了理论支撑和技术支持。
该研究工作以“激光加热中匙孔根部的临界失稳产生气泡缺陷”(Critical instability at moving keyhole tip generates porosity in laser melting)为题发表在《科学》(Science)。
论文独立第一作者为清华大学机械工程系和先进成形制造教育部重点实验室的赵沧。论文共同通讯作者为清华大学的赵沧、卡内基梅隆大学的Anthony Rollett和弗吉尼亚大学的Tao Sun。论文合作者还包括阿贡国家实验室和犹他大学的研究人员。该项工作得到了机械工程系都东教授团队的支持和清华大学人才引进经费的资助。
l 赵沧,清华大学助理教授、博士生导师,机械工程系都东教授团队成员。
主要研究方向为金属增材制造关键机理的探索,完成了美国先进光子源金属增材制造同步辐射在线监测平台的设计和研制,并深入研究了匙孔演化、液滴飞溅、匙孔气泡等基础问题。此前,严格定义了激光加热的三种模式,指出了增材制造中匙孔的广泛存在性,并且发现了一种新的快速飞溅机理。在本项研究中,又确立了匙孔气泡缺陷区域的边界,发现了一种新的气泡缺陷起源机理,代表性论文发表在《科学》(Science)和《物理评论X》(Physical Review X)上。
l 论文链接:https://science.sciencemag.org/content/370/6520/1080
3D科学谷Review
![]() 孔隙形成
孔隙形成
关于孔隙形成的观察,3D科学谷曾详细介绍过卡内基梅隆大学和美国阿贡国家实验室的研究团队使用高速X射线成像技术来研究粉末床金属熔化 3D打印中小孔的形成,他们在研究中发现了加工参数和小孔之间的简化关系。
研究人员通过高能X射线直接观察小孔的表象和动力学表明:(i)粉末床激光熔化过程中使用的功率和扫描速度范围内,小孔现象都是存在的;(ii)基于激光功率密度,从传导模式到小孔有明确的阈值; (iii) 小孔现象按照以下顺序形成:汽化,液面下降,不稳定,形成小孔。
![]() 孔隙消除的努力
孔隙消除的努力
对于如何减少甚至消除粉末床激光熔化金属3D打印技术所带来的毛孔的问题是科学家们一直努力的方向,包括调整加工参数,包括过程中工艺监测和质量控制等等。
卡内基梅隆大学在这方面做了大量研究。比如说,卡内基梅隆大学材料科学与工程系通过巨大的同步X射线辐射机,足以看到百万分之一米的金属内部细节。X射线扫描金属3D打印的数据被送回匹兹堡来分析金属打印结果与打印参数之间的关系。
而关于孔隙缺陷的控制,美国阿尔贡国家实验室在2020年8月提出了控制3D打印缺陷的新方法,科学家们使用机器学习算法来理解复杂的数据,并根据热历史预测孔隙的形成。在获得热历史和相关孔隙率水平的数据集后,采用遗传算法(Genetic Algorithm,GA)解析数据相关性,预测孔隙形成的可能性。
(责任编辑:admin)

 定向能量沉积(DED)金属3
定向能量沉积(DED)金属3 Sintavia获1000万美元新投
Sintavia获1000万美元新投 金属3D打印厂商汉邦激光启
金属3D打印厂商汉邦激光启 国家举办民营企业座谈会,
国家举办民营企业座谈会, 2025增材制造用户组(AMUG)
2025增材制造用户组(AMUG) 规划建设面积13.8万平方米
规划建设面积13.8万平方米 忍痛5年,福州依
忍痛5年,福州依 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致

