�����꣺�۸�-��ѹ�����ڸ߶�װ�������Ӧ��ǰ��
ʱ�䣺2016-01-09 19:51 ��Դ��δ֪ ���ߣ��й�3D��ӡ�� �Ķ�����

�������꼤����ͼ�������˾���³�������
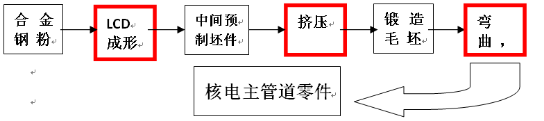
��ǰ�����ڡ�������װ�������ͺʹ��߶˽ṹ������һ����ز������;������������������õ����ͻ����ֶ���ͨ��������������Ԥ�͡��͡��ն͡���ɣ�����ǽ����������������������ɶ��ա����������������ɶ�����ȫ��ͬ�ij��μ�������3D��ӡ���������۸�(LC����Laser Cladding/�������۸�(EC����Electron beam Cladding) �����������ƫ���ĸ߶����������������ִ��ȼ�ѹ�������ϣ�ͨ�����¸�ѹ��ʽ��ѹ����ø߶����ͺʹ��ͽṹ�������ֽ��������۸�����-�ȼ�ѹ���ճ��εĴ��¹��ճ�Ϊ�۸�-��ѹ(C-E ����Cladding-Extrusion)���ա�C-E�Ƚ����ι��������ڸ߶�װ������Ĺ��գ��ں��ա����������������˵�;���������й�����Ӧ��ǰ����
һ���������
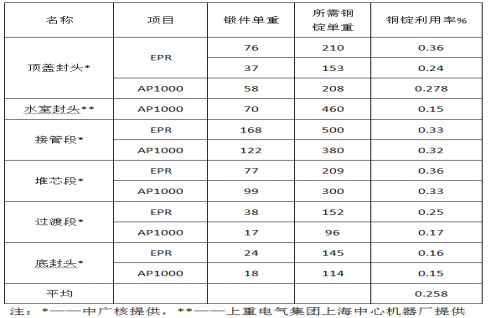
����21���ͣ��߶�װ����������͡����ͺ;��п�̨����̨�ĸ���ǻ��Ⱥ˵硢�����;����߶˽ṹ��������Ҫ��Խ��Խ�ߣ�����Ҫ��Խ��Խ�ࡣһ��ͼ����������߶˶ͼ�����Ӧ�˵�ͼ���Ϊ���ء������ǡ�˭�к˶ͼ���˭���к˵�վ�����������ͳ���������ɶ��豸���ҹ�ʮ�ֹ�ʣ�����ֲ��ܺܺý���߶˶ͼ������⡣�������ɶͲ������ֶ�Ϊԭ���ϣ�Ϊ��߲����ڲ�����ͨ����������������ƫ�������Ϻ���Դ�˷Ѻܴ��쾫�Ⱥܲ�������ںܳ����ڸ߶ˡ����ͳ�����������ƽ��1.5~2�ֶͼ����ܼӹ���1���������1����ͼ���Ҫ4�ֶָ�����ƽ��6~8�ֶָ����ܼӹ���1��������������ݹ�˾AP1000���ĺ˷�Ӧ�����ɶΣ�17�֣���ֶ�96�֣����������ʽ�17%���˹�¯�ͼ�(508-���)֮�ֶ�ƽ�������ʽ�Ϊ20%-25%���ѺϽ��-�յ�����ͷ�͵���IJ��������ʽ�15%����1�ͱ�2˵���˺˵�߶˶ͼ�������������ʮ�ֵ͵ġ����߶˶ͼ��ij�����������̫������һ�����⣬һ������8-10�ֵĺ˵�һ��·���ܵ�����һ����������ڡ�AP1000 100��kw������ʱ�䳤��4�꣬200��kw����������6�ꡣ���߶�װ�����������ڳ������������ʵ͵����ص��ۺ�Ӱ�죬����Ͷ�ʾ�AP1000 100��kw �˵�վ��100~120������ҵĽ���Ͷ�ʡ�
��1 �˵�߶˶ͼ����������ʱ�
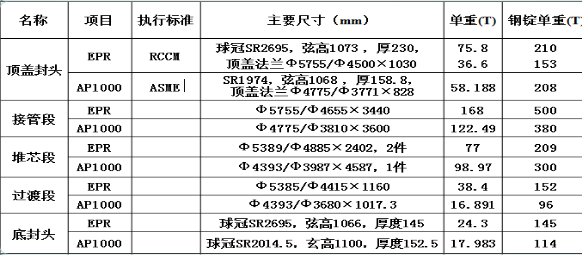
��2 �˵�߶˶ͼ����Ϻֶ������ʱ�
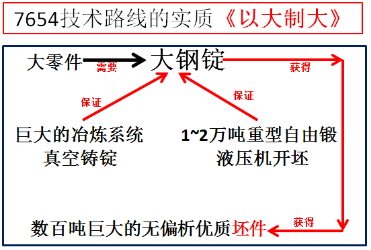
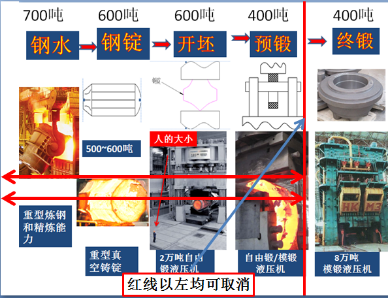
�ҹ��ĸ߶�����װ������Ĵ�ͳ����·�ߡ����ǻ����������ɶͼ����ġ�7654��·�ߣ������֮���������700�ָ�ˮ-600������-500������-400�ֶͼ������ļ���·�ߡ����ɷ��ϣ�������������7654��·��Ϊ�ҹ�������װ���������������˾�Ĺ��ף�����ƶ����ҹ�����װ������ķ�չ��������21���������������㣬���ź˵硢���ա�������߲���������������Ч�ʡ��ڲġ����ܡ����ŷŷ���չ����¶��������Ϊ���̽������ӡ���������ʵ֤������7654������·���Ǹ��ܺġ��߲ĺġ����ŷţ���Ч�ʵļ���·�ߡ�
��7654��·������ʾ���ͼ1��������������ڸֶ��ﵽ600���أ�����600���أ�����Ҫ700�ָ�ˮ�;�������������;����600���أ���������ƫ���������Ҫ1~2������ɶ�Һѹ�����п�������ʵ�ϣ�600�ֶָ�һ��������100~200�Ķͼ����ֶ�֮600�֣�����������������Ǽ���·�ߺ��յ������Ǹü���·�߱������������£����ɶ��ڿ�ʽ�����У���Ҫ����������Ա���(��ֶ��ĸ����ܱ�)�����ܻ�Ķ�̬�ٽᾧ����Ҫ�ĸ�ǿ��Ӧ������������������7654·�ߵ���״��
7654·�ߵı����ǡ��Դ��ƴ������Խ�ֶ����ֶ����������(��100��kw�˵�˷�Ӧ��)֮��Լ��6~8֮�䡣���Դ��ƴ���ɾ�����֮Һ̬���������̣���������ƫ�� ;�����ֶ�֮��������Ҫ���ʵ��豸�������Դ�����Ϻ�ʱ�ľ��˷ѣ���ͼ2��
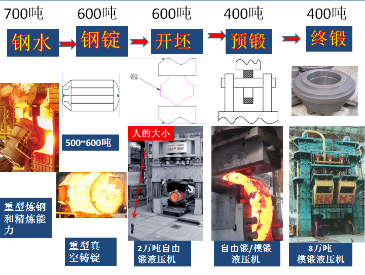
ͼ1 ��7654������·��ʾ��ͼ
ͼ2 ���Դ��ƴ�ʾ��ͼ
��ʵ�ϣ���ͳ������ģ���������ں��ձ��Ӻ˼�����;����ģ��������С��ǻ�����������������˵硢�����;��������У��������Ź��̽�����͡����Ϳ���ij����������⣬��Щ��Գƺ���Գơ����͡������͵ĸ߶˿���ij�����������ֻ�������ɶ�������ˡ�
3D��ӡ�����۸����գ�Ϊ��������������һ�ȴ��š����Ŷ��ڶ����������3D��ӡ��ҵ�����ر��������۸����յIJ�ҵ���ijɹ������ϣ����3D��ӡ�����۸������������ȼ�ѹ�������ϵĴ��¼���·�ߡ�����һ�ָ�Ч���ڲġ����ܡ����ŵģ��߶����ͽ������ι��պ��豸ϵͳ����������һ������װ���������ʱ����
�������������۸�����
(1)�۸�����LCD��EBAM ���
�۸�(Cladding)��ָ���ڸ������ܶȵ�����(�������͵�����)�����£��ڲ��ϱ��������ұ����̣�����3D��ӡ��ԭ�����ϣ�һ����һ����۸�(���ij���)�����γ�LCD����Laser Cladding Deposition(�����۸�����)���պ� EBAM����Electron Beam Additive Manufacturing(��������������)���գ��ֱ��ͼ1��ͼ2����LCD��ͷ�У��������������۽����۸����ı��棬�γ��۳أ�ͬʱ������ĩҲͬ���͵��۳��У�Ѹ���ۻ��������۳���ȥ��Ѹ����ȴ������۸����������д˹��̼�LCD���̡�EBAM����������ƣ��������������ɵ��������������ۻ��ɽ���˿���ɡ�
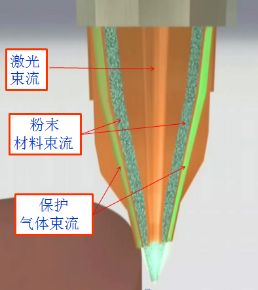

ͼ1 LCDԭ��ͼ��4000W LCD��ͷ������ͼ
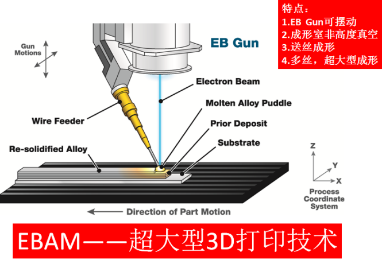
ͼ2 EBAMԭ��ͼ
����LCD��EBAM���ճ��ν����������ر������������ŵ����ԣ��۸����ι����Զ���֤�˽������ƫ�����۸����������ṹ��״����������õ���������ȼ�ѹ֮�裬�����Ǵ�������ɶͼ�����ϸ�������£�
A. �۸�������С��ұ��ϵͳ�����Ľ�����ĩ��˿��Ϊԭ���ϣ�����������ʮ�ֻ����ٶ����ұ�����������ϵͳ���õ����ֶ�Ϊԭ���ϣ���ͽ�ʡ�˾�Ͷ�ʺͽ������ڣ���ͳɱ���
B. �۸����ճ�������������������������սṹ��������������ʿɴӴ�ͳ���ɶ��յ�20~30%(�˵�ṹ��)��ߵ�50~60%����ʡ�����ı�����ϣ���ʡ���Ͼ��ǽ�ʡ��Դ;
C. ��ƫ��(Segregation-free)�������Խ�����ĩ��˿��Ϊԭ���ϵ�3D��ӡ�۸����յĹ�ͬ�ص㡣����������ĩ���۳���Ѹ���ۻ������̡���װ�������Σ��ʹӸ����������˾������������壬�����γ�֮����ƫ������Ϊ��óɷ־��Ⱥ����������ij��μ��ĵ춨�˻�������Ȼ��ƫ����Ҳ�����迪�����칤�գ���ʡ�������豸����Դ�Ͳ��ϡ�
D. LCD��EBAM���긴�ӵĽṹ�ij��Σ��������ij�������Ҫ���ŵ㡪�������ԡ����ɳ�����״���������ϼ�ѹ������Ҫ����������֤��ѹ���յ�˳�����С�ͼ3Ϊ��Sciaky��˾����EBAM������ɵ�6�ס�1.2�ס�1.2�״�������Ƭ��ͼ4Ϊ��Lasertec��˾����LCD�����������Ҷ�֡�
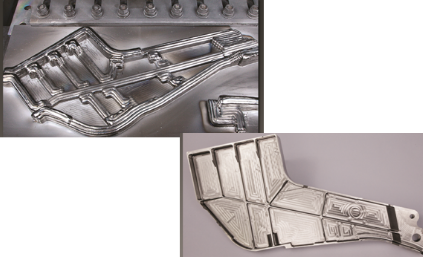
ͼ3 ��Sciaky��˾��ɵ�6��1.2��1.2������(��ͼΪ�ӹ���)

ͼ4 ��Lasertec��˾����LCD�����������Ҷ��-ҶƬ(�ӹ���)
(2)�۸�����LCD��EBAM �ġ����첻�㡱
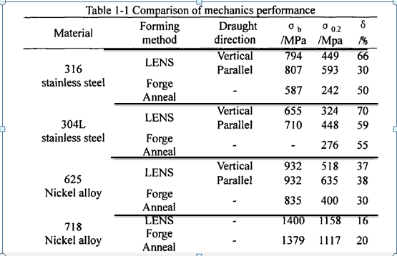
�����۸��ͼ����ۻ�������ɵij��μ���������ȫ���ﵽ�߶˽ṹ���Ի�е�����ϸ��Ҫ���۸�������Ȼ����ٷ�ƽ����ȴ�������׳�ϸС��������ľ�����������ɱ�֤��b(���Ѽ���)����s (��������)�����������칤�յ�ǿ�ȣ��ӽ���ﵽ�����ǿ�ȡ�Ȼ�������۸����αϾ�����һ��Һ̬���̵ij��ι��̣�����һ�֡����첻�㡱����Ҫ�����ڳ��μ������Բ�������Ҫԭ������ȱ������-����������£���ʹ�������������������������Ķ�̬�ٽᾧ���̡�ֻ�ж�̬�ٽᾧ�����ܲ�����������֦�����ǽ���������պ����ƺͿն������һ������磬���Ϊ�����������֯�����ܵ춨�˽���ѧ������ѧ������������ʵ��֤����LCD���ι��ն���(��������)��(����������)�����ﲻ���ͼ���ˮƽ�����ճ������ak���ܴܺ��Ӱ�죬�ﲻ��Ҫ����LENS��������Sandia����ʵ���ң������ֲ��ϵļ����۸�������Ʒ������˻���Ʒ�Ƚϣ�����˵�����⡣���ǹ���4��ʵ����������һ��718���Ͻ��LENS����֮��ֵ��16%���ȶ����˻�ֵ��20%����ý϶࣬����3 ���ҹ�����������ѧ����ǿ���ڶ������Ͻ�Ĺ���ʵ��֤���������ۻ���Ʒ�������ʽ�Ϊ4%��Զ�ﲻ������8%��ˮƽ�����Ŷӵĸ��ºϽ�ļ����ۻ�(SLM����)ʵ����Ҳ֤����SLM�������ʦĺͶ��������ʦ״ﲻ���Ƚ��ȼ�ѹ��ˮƽ��
��3 ��Sandia����ʵ����LENSʵ������
�����۸�-��ѹ����
��������˵�����������ɶ͵ġ�7654������·������������21���Ͷ�����װ�������Ҫ��3D��ӡ�����۸����յij��μ�֮�ĺͦ��Լ��������ak �������ȶ��شﵽ���߶�װ�������Ҫ������������۸��������ִ������ȼ�ѹ���ս���������Ժ�����������ǰ�ߵĦġ���ak ���������һ������ء�
��ʵ�ϣ��롶7654������·�ߵġ��Դ��ƴ�ͬ��3D��ӡ���ij��ε���������ǡ���С�ƴ� ���ø�����(�������������)���۽��ڽ�������(�������̵��ʵ����)������1400�ȸ��£������۸�(�ۻ�)�����̣��γ�����С(��ʮ��~������)�ģ���ƫ�����ʵ��ʵ㣬����ЩС���ʵ�ʵʱ��װ�����γ���ƫ�������ʵ�����������۸���ͷͬʱ�۸������ɻ������������������600�����ֶ�������600�ֶָ��Ŀ���������Ԥ�ͣ�����������-��װ��������ʽ��������������졣
����ǰ���������ϵ������������ȱ�ݵķ��������Dz��ö�̬�ٽᾧ������Ӧ�����£����Ž����ı��ν������½ᾧ������ɾ��������������ϸ����ȱ�ݵ����������Ľ�����ü�ѹ�ᣬ����ǧ��~����ֵļ�ѹ����ֱ�������ڸ����۸�����������400~600Mpa����Ӧ������ʹ����������̬�ٽᾧ�������ߦġ���ֵ�����պͻ�������akֵ���������ߺ��Ŷӣ�ӵ���Ƚ��������ȼ�ѹ���պ��豸�����������ȫ����һ��1.5���/3.6��֣���ֱ�ֹ�����/��ѹϵͳ������ù��ҿƼ���������
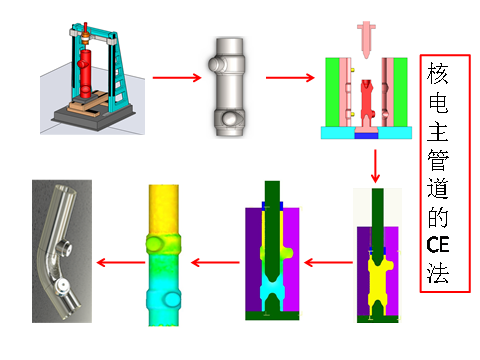
C-E������ո�µ����ͽ������δ��¹��գ���ӵ���۸��ͼ�ѹ��������ŵ㣬���Ƚ������ͽ�������3D��ӡ�봫ͳ��ѹ���ս�ϵĵ䷶������֤�����Ƽ���ǿ�Ⱥ����������棬����ļ��ߵģ��ȶ��Ļ�е���ܣ���֤ ��b�� ��s�� �ġ� �� ��ak ȫ���ꡣͼ5ΪC-E���ռ���·��ͼ��
ͼ5ΪC-E���ռ���·��ʾ��ͼ
C-E������3D��ӡ���ȼ�ѹ�����������ϣ������۸����յ���ƫ��(Segregation-free)�ŵ㡪�����迪��
����3D��ӡ�۸����յ����Գ��ε��ŵ� ��������Ԥ��(Ԥ����)
�����ȼ�ѹ��߳��μ������ԣ���֤���μ�ȫ��Ļ�е���� ��
�����ȫ���о�����һ�����о����� ����������δ����12�ּ�����ǿ��ָ���������κ�һ����������ҵ������ͬһ�����飺��������Щ������������ķ�ʽ�������������������������ʵ�ʾ������治��Դ����Щ��Ŀ���뷨�������ڽ�������ˣ�����Դ���������ڳ�������˼������������ʮ��Ĵ�ͳ�����������ϡ�*�� C-E���վ�������һ�����˼������������ʮ��Ĵ�ͳ�����������ϵĵ��͡�
ͼ6 ������7654����·������ʾ��ͼ
�ġ��˵����ܵ����۸�-��ѹ���շ���
�����Ժ˵����ܵ��ͼ���������Ϊ��������C-E���ա��˵����ܵ��Ǻ˵�һ��·�Ϲؼ��ṹ����һ��100��kw�ķ�Ӧ�ѣ���8~12�����ܵ������ܵ�ΪAlSI-316L����֣����ܵ������8~10�֣��м�1500��/����һ�����ܵ����������ǶԳƵĹ�̨��ͼ7ΪAP1000 ���ܵ�����ë�������ͼ(���ܵ����Ϊ�����ṹ���ܵ��������ճ��죬����Ŀδ�ӷ���)����̨֮һ�廯�����Ƕ����Ͷ�ѹ���ι��յ��ش���ս��
ͼ7 AP1000 ���ܵ�����ë�������ͼ
Ϊ��˵��C-E�����ص㣬�����г������ɶͷ����ij��η���Ҫ�㣬���ʱȽϡ�
(1)�����ɶͷ���
Ŀǰ�˵�����ҵ��ֻ�ܳ���ʵ�ĵ�(���ڿ�)��ֱ��(������)֮ʵ��ṹ��
�˵����ܵ��ġ����ɶͷ������ι��գ�ΪĿǰ�ҹ��Ļ����������췽������ɵ����ܵ�Ϊä��(���ڿ�ʵ������)����̨����Ϊ����̨��Ķ���ë������ͼ8��������ԣ����80 mm���㣬������Ϊ56�����ҡ����ɶ��յĸֶ������յ��ʽϵͣ��ֶ����ͼ�������2.5�����㣬Ϊ56X2.5=140��*���˵����ܵ��ġ����ɶͷ�������1.2~1.5������ɶ�Һѹ��������Ч�ʺܵͣ���Ϊ12����/������Ȼ���ܵ��ġ����ɶͷ����Ķ���ë���ַţ��ͼ��أ����칤�������ӹ���ʱ���������ʵ͡�
ͼ8�����ɶͷ����˵����ܵ��ͼ�ͼ
(2)�˵����ܵ����������C-E����
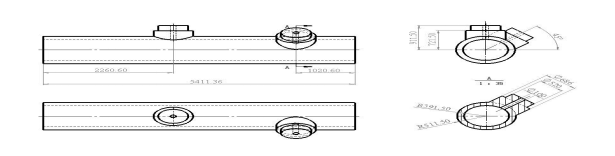
CE��������ɺ˵����ܵ�����ë���Ĵ��¹��ա�CE���ɳ��εĶ���ë�������⾶����1023mm���ھ����� 730mm����̨�����⾶����1200mm������26.4�֡�

ͼ9 AP1000 ���ܵ�C-E�����۸�����ͼ������ͼ
CE�����ܵ������������̼�ͼ10��ͼ11��
���Ȳ���3D��ӡLCD���ա��������۸����գ��۸���һ�����ڼ�ѹ���м�Ԥ������������һ�ָ��������������ռ�ѹ�������������Ԥ���ε�����������ƫ�����ʵ���Ҫ�ŵ�֮�⣬�����Ǿ�����(Net Shaping)С����������
��Σ����м�Ԥ���������м�ѹ�����ɻ�����ܵ��Ķ���ë��;
����Σ������ܵ��Ķ���ë�������������������ӹ������ɻ�����ڵ�վװ��ĺ˵����ܵ������
ͼ10 CE�����ܵ����������ͼ����
�м�Ԥ����������ƺͳ���������CE������Ҫ���衣Ҫ�����£�
�� ���ܵ���������̨�ھ����Ϊ�ǶԳƽṹ�� �������Գ��Σ���LCD������û�����ѣ�CE������LCD���ճ��ηǶԳƹ�̨���DZ����յĺ��IJ���֮һ;
�� �м�Ԥ������������Ϊ����һ����ȵ�ä�ף���ä����ȴ�����ä�ס�ä����Ϊ�����ڿ�ѹ��������;
�� �м�Ԥ���������ж�Ϊʵ�Ľṹ�����ǿ���(ͼ9)����Ŀ������Ϊ������ѹ������������ı�����(����������)��ֻ�к��ʵ��㹻�Ľ��������������ܷ�ֹ��ѹ����ʱ���ľ���������֤���õĶ�̬�ٽᾧ��
�� LCD�м�Ԥ������Ϊֱ�ܣ���ѹ��Ҳ��ֱ�ܣ���ͼ11�����ֱ���������ٲ������ֹܵ��������������������Ի�����յĶ���ë������ͼ12��
ͼ11 CE�����ܵ���������ʾ������
ͼ12 CE����ѹ���μ�ͼ
�塢С��
C-E�������Ƚ���3D��ӡ�������Ƚ���ѹ�����������ϵĵ䷶�������߶�������˵���ǿ����Եġ�
��������Ĵ��ŵ㣺
(1)�����ղ��������ֶ���Ҳ�ͽ�ʡ������ұ���������������һϵ�������豸���չ��̡�������·�߲��ø��������ĩ��Ϊԭ���ϣ���һ�ı䵼�²��ϵ������ʴ����ߣ�ԭ�������䡢�洢�ijɱ�����½�;
(2)�����ղ��������ɶͣ�������С��ұ��-�Ʒ�ϵͳ�Ʒۣ�����ĩ���۳����ۻ���Ѹ��������װ�����Σ���ɲ����ڳɷֺ�����ƫ���ģ����迪��ǿ�ȾͿɴﵽҪ��;����Ԥ�ͣ���״�Ϳɽӽ����սṹ�����������������ս�ʡ���������Ϳ�����Ԥ���豸���ʽ��ʱ��;
(3)����Ŀ���ü�ѹ���գ��ڰ�ͨ�õļ�ѹģ�У���ѹ����3D��ӡ���������ճ��Ρ���ѹ������������۸�������ɵ�����֮���ԣ��Ӷ�������սṹ���ij�����Ժ�ȫ���е�����Լ������ȶ��Ժ�һ����֮���IJ��衣
(4)C-E�����ڸ߶˽ṹ�������纽�ա��˵硢����������ĺ����㡢�����������췽�棬���к�ǿ�ľ���������Ҫ�����ڽڲġ����ܺͽ�ʡ��ʱ������������Ч�ʡ�
����飺�����꣬�������꼤����μ�������˾���³����廪��ѧ���ڡ�����,���²��ϳ����з�40���ꡣ��һ���廪��ѧ���ϳ��������Զ����о�����������һ���廪��ѧ���������о�������������ʡ��������רί�����³����й�3D��ӡ������ҵ������ϯ���ʣ����ڽ������3D��ӡ�����з���ר��֮һ��������ҿƼ����������Ƚ�������Ƚ�һ�ʡ��������������������ֽ��ʮ��е�������˶��������Ȼ��ѧ�ص���𡢹���863�ƻ�����ҵ�ĺ�����������ս��ڴ�����з��Ŷ�����ά��ӡ�����Ĺ��ա��豸�����Ƶȷ���ȡ���˷�˶�ijɹ����������ڼ�ѹ���ι��յ�3D��ӡ�������ڱ�����ҵ����������ʻ�������λ����ɽ�Ľ������꼤����μ�������˾��Ӫ�Ľ���3D��ӡ�豸��Ʒ��ǽ���3D��ӡ�豸��Ʒ��ȣ��似���ѶȺ�Ӧ�ü�ֵ���ߣ��ɽ�������ĩֱ���ڻ����սᡢ�ո��������������ӵĽ����������ģ�ߡ����պ��졢������������Ӧ�ù㷺��
(���α༭��admin)

 ��������DZ�����Ŀ��У�Ҳ
��������DZ�����Ŀ��У�Ҳ ����3D��ӡר������ǿ��Ϊ
����3D��ӡר������ǿ��Ϊ Materialise���ܲã�3D��
Materialise���ܲã�3D�� LPW��ϯִ�й�Phil Carrol
LPW��ϯִ�й�Phil Carrol �����֮�ġ���С���Դ
�����֮�ġ���С���Դ ��3D��ӡ���硷ר�ô�����
��3D��ӡ���硷ר�ô�������������
- ���۵㣺3D��ӡ�������ı�����Ȼ������
- ����������DZ�����Ŀ��У�Ҳ������ֱ���
- ������3D��ӡר������ǿ��Ϊʵ�������Σ�
- ��Materialise���ܲã�3D��ӡ��չ������
- ��LPW��ϯִ�й�Phil Carroll��ÿ���ܹ�
- �������֮�ġ���С���Դ����3D��ӡ��
- ����3D��ӡ���硷ר�ô�����ά���ϴ�ʼ��
- ��BTVר�����ʱ��CEOҦ־�桸����3D��ӡ
- ����С�ﲩʿ�������ѧ�ӣ���һ��רע��
- �����֮��|������Ժʿ��3D��ӡ��������
 3D��ӡ��ͷEOS��
3D��ӡ��ͷEOS�� 3DSystems��嫳�
3DSystems��嫳� δ������������
δ������������ �����ƶ��ˣ�3D��
�����ƶ��ˣ�3D�� �����췢����ԶӰ
�����췢����ԶӰ�ȵ�����
- ����ԣ�����3D�����ӡ�й������������
- ��ʱ���أ�һֻ3D��ӡЬƾʲô���ϿƼ���
- ��3D��������ʦ��ӯ�������Ƽ���ʼ������
- ���й�3D��ӡ�����Ӱ�����İ˴�������
- ������3D��ӡ��������ʵ�г���λ
- ��ʱ����Ӣ�� �̵�2015��3D��ӡʮ������
- ������3D��ӡר������ǿ��Ϊʵ�������Σ�
- ���Ի��߲㣺�ò������ܾ���Ѧ�ٲ�ʿ
- ��������ά���ػ����壺��һ��ʮ�����ջ�
- ��2018��ȫ��3D��ӡ������״���� FDMռ��


