����DMD�����۸�3D��ӡ�����ķ���ģ����������о�
�����۸�������20����80����������һ���µı��洦����������ָ�ڻ��������Ϳ����ͬ���ϣ���Щ�����Է�ĩ����ʽ���ͷ�װ�����͵�������ϱ��棬Ȼ��ͨ����������ʹ��ĩ�����ۻ����������ڻ����ϣ��γ�һ���µĸ��ϲ��ϵĹ��շ��������ֹ��տ��Ը��ƻ�����ϱ������ĥ�����ȣ���ʴ�����ԡ���ˣ��˼����кܸߵľ���Ч�棬Ŀǰ���������������������ѵõ��㷺Ӧ�ã������ں��պ��죬��е���ӣ��������죬�Լ�3D��ӡ�ȷ���������õ�Ӧ��ǰ����

ͼƬ��DMGMORI�����۸����ռӹ���ͭ�벻��ֲ���ɢ����
���⣬��ͳ��������˫�������Ͻ���Ľ�Ϸ�ʽ����û�е������ϻ�ұ�����͡������۸�������˫�����ļӹ���������ڴ�ͳ�ӹ����վ�����ͻ�������ơ�
![]() ��ĩ���Ƶ�ѧ��
��ĩ���Ƶ�ѧ��
�ڼ����۸������У���ĩ���ϵ�����dz���Ҫ���õ����Ϳ��Լ��ٷ�ĩ�˷ѣ���߷�ĩ�����ʵȣ����ͷ�ϵͳ��Ϊ�����۸������е�һ���dz���Ҫ�Ļ��ڣ����ͷ�������Ϊ�ͷ�ϵͳ�Ĺؼ���ɲ���֮һ����ֱ��Ӱ���۸��������������˹�����ѧ�߶��ͷ����������һϵ���о�����ȡ����һ���ijɹ���
Ŀǰ�����۸���������Ҫ��Ԥ�÷�ĩ����ͬ���ͷ۷���Ԥ�÷�ĩ���۸��������ף����Σ����Ѻ������ȱ�ݣ������ܺĽϴ�ͬ���ͷ۷��ܵ�����̶ȵ�������ͬ���ͷ۷��ַ�Ϊ�����ͷ���ͬ���ͷۡ������ͷ���ָ�ڼ�������һ�ల���ͷ����죬�����ͷ۷�ʽ�������ڸ�����ά�켣������3D��ӡ�����У���Ҫ����ͬ���ͷ۵ķ�ʽ��
ͬ���ͷ��ַ�Ϊ����ʽ�ͷۺ�����ʽ�ͷۣ�����ʽ�ͷ���������ĩ�������������ͣ������ͷ۷�ʽ��ĩ�����ʸߣ������͵ķ�ĩ�����Բˮƽ���������㣬Ӱ���ĩ��ۣ�������������ɽϴ��˷ѡ�����ʽ�ͷ��ǻ��ڹ���������ԭ������������Ķ������ͷ�ĩ�����ַ�ʽ��ĩ��Ͼ��ȿ����������͡�������������Ӱ��ϴ����Կ��Ʒ�ĩ���������Է�ĩ�������ʵ͡�Ŀǰ3D��ӡ�����е���ͷ��Ҫ��������ʽ�ͷ���ʵ�ִ�ӡ���̡���������ͬ���ͷ۵�һϵ�����⣬����������ѧ�ߺ���ʦ��������ͬ���ͷ��������ƺĽ����˷��ͷ�ʱ��ȱ�㡣
![]() ������
������
��ֵģ���ڶ��ͷ۵Ŀ����з�������Ҫ�����ã�����ͨ���Բ�ͬ�����о�������������Եĸ�����
����������д������¼�
1. ��������ͬ���ͷ۵�����ģ���У���ĩ��������������ֵԶС��0.1���ڴ�����·�ĩΪ�����еķ������Խ��ʣ��ʿ���������ɢ�ඨ�������ʲ�ģ�⡣
2. ��ӡ�ϲķ�ĩ�ڹ�������ϵ��������ʱһ�����Ӷ��Ĺ��̣�Ϊ����ͷ�����ķ�ĩ����������������û�жԴ˽�ģ����㡣
3. ��������������̬ģ�⣬���Ǽ��㾫��Ҫ����ɱ��������е�ģ�;�ΪRANSģ�͡�
- ͬ���ͷ�����������������������ֵģ��
������ͨ��ѧ��е����ϵͳ���̹����ص�ʵ���ҵ��Ű�����ڶ�����ʽͬ���ͷ�ģ�ͽ����˶�ά��ֵģ�⣨2008������Ҫ̽�����ӡ��ͷ������϶���Ǵ�С���ĩ������Ũ�ȷֲ���ϵ�����о�Ӧ��FLUENT����������ֵ��������Ϊ��ά��ԳƼ��㣬û�н�������У�����顣����Ķ������ȡ����������ײ������������������û�п��ǻ��Է�ĩ������Ӱ�졣
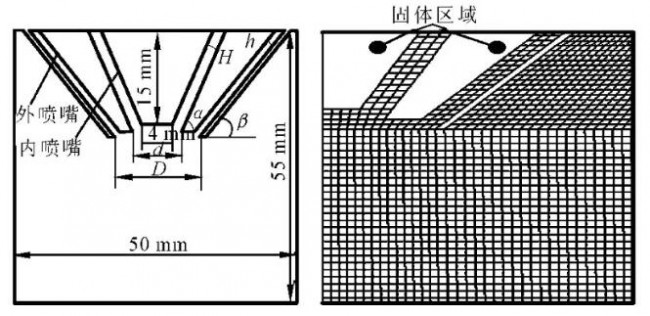
ͼ1��ĩ���������Ű���ȣ�
ͼ1�����ʾ��ʱ���촦�Ķ�ά����ͼ����ͼ���Ҳ���ʾΪ���Ӧ��������ͼ���ü����ص�̽������������������Ũ�ȼ������ṹ����������Ϊ�������հ�����Ϊ������������ͼ��֪��������ṹ���������߶Գƣ�Ϊ��С����ɱ�����ģ�������Գƽ���2Dģ�͡�
- ����ģ�Ͳ��ñ� ��-�� ģ�ͣ����ڽ�����������ñ��溯�������м��㡣��������ʱû�жԽ�����������ܵ���һ���ڵ㲻����log�����ڡ��Կ�����ģ�������ɢ��ģ�ͣ�DPM�������������Ϊ�������塣
- �������û�н�������ϼ��㣬��û�п����������㹦�ܡ�
- �����в�û�жԷ�ĩ�����ԣ������ĩ��С�ֲ�������ϸ������
- Ĭ�����۾�����ͬ�ٶ�,u=6m/s��
-Numerical simulation of the focused powder streams incoaxial laser cladding
̨������ɹ���ѧ����е����ѧԺ��Lin������2000�귢�������ף� Numerical simulation of thefocused powder streams in coaxial laser cladding�춨������ͬ���ͷ���ֵģ�͵Ļ�������ƪ�����е���ֵģ����ͬ��Ӧ��FLUENT��������������ײ����������������δ���ǻ��ף����㣨ͼ2������Ҫ̽���ڲ��������������ⲿ�������λ�ã����û�������
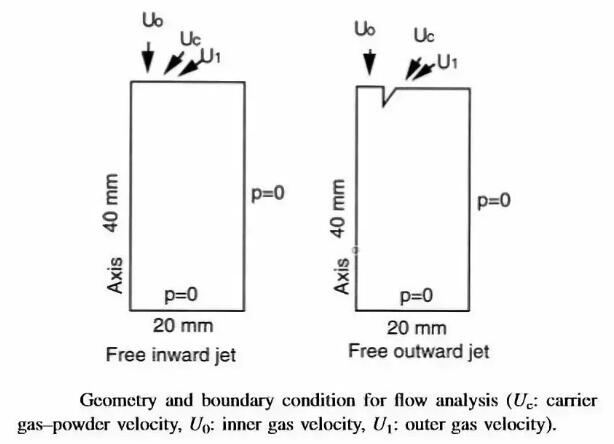
ͼ2 ��ĩ��������Lin.J��
�������ᵽ����ƪ����Ϊ����һϵ���о��춨�˻������������������£�
- ���ڲ�����ļ���ģ�����ƣ��˼����е�����ϵѡ��BFC��mapped mesh����
- ����ģ�Ͳ��ñ� ��-�� ģ�͡�
- �Կ�����ģ�������ɢ��ģ�ͣ�DPM�������������Ϊ�������塣
- �������̿�����û�п�����Ϊ��������������������仯��
- �����ĩ����·��ʱ����������������������������������������Χ����Է�ĩ��Ӱ�졣
- ��ĩֱ����С�ֲ�����Rossin-Rammler�ֲ���ֱ����Χ45um-105um/30�飩��
- ��ھ����ٶȷֲ���
�߽��������ã�
- �ٶ���ڣ�Uo=4m/sU1=8m/s��
- ��ĩ���ʣ�0.04g/s������ַ�ĩ��
- ѹǿ���ڣ��ײ�Ϊ���ڣ���P0=1atm��
- ���棨�Ҳ�Ϊ���棩������������
- ��Գƣ����Ϊ��Գƣ���
- Modeling of coaxial powder flow for the laser direct deposition process
���ǵ������۸��ĸ����ԣ��������е��������о���ĩŨ�ȷֲ�ʱ��δ���Ǽ���������������ȱ仯����û���漰����ӡ�ϲķ�ĩ�������̡�Wen��2009�������о�����ģ���ĩ����ͬʱ���ǵ�����Ϊ�����������ɵ������仯���������ӵ������̡�������ģ���������Ĺ����п��ǵ��˲�ͬ��������״�Լ�������Ӱ�졣
Wen�������۸����̷�Ϊ����ģ�ͣ�1.������ģ�⣬2.��������ģ�⣬3.���Ӽ��ȵ�ģ�⡣��ģ�͵ļ������������������������ڻ��ף����������ף����������Լ������������ӹܵ���������ͼ3����
��ģ��������ģ���У�Wenͬ��ѡ����RANS����õı�ģ�͵���̬ģ����̣����ڶ�������ʱ����������ֱ����Χ�趨��45um-150um�����ͬʱ����״����Ҳ�����������岻ͬ��������״������֮�⣬��ƪ����Ҳ����DPM������������ģ�⡣���������������ڽ���������Լ�����������俼�����ڡ�ͨ������FLUENT���ڻ�������ģ�ͣ�melting& solidification��ʵ�ֶ������̵�ģ�⣬��Ӧ��UFD�����弤���ܶ���ʵ�ֶԼ������Ŀ��ǡ�
��ģ������ģ�;�����Ӧ����ʵ���У�ˣ�����չʾ�������Ķ���ѧ������ѧ״̬���߽������趨��ͼ3��
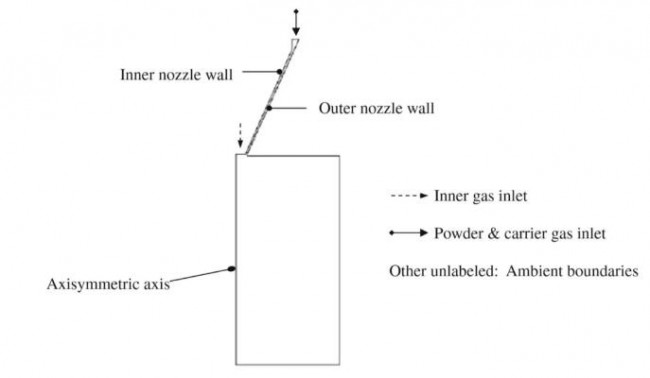
ͼ3��ĩ��������Wen. S.Y, etc.��
![]() �Ա����ܽ�
�Ա����ܽ�
���ǵ����㾫�������ɱ����Լ����۸������ķ���ģ����������RANSģ������õı���-��ģ�͡��������оٵ��о���������FLUENT����ӡ��ĩ�������ṹ����Ԥ��3D��ӡͬ���ͷ۵ļ����۸������з�ĩ����˹�п�������֪�����������£���������˹�п���Զ����1���������ڷ�ĩ���˶���Ҫȡ���������Ĺ��������������ⲿ��������Ӱ����Ժ��Բ��ơ�
���ݼ����Ŀ�ģ����ϵļ�ƪ��������������ѧ��������˲�ͬ�̶ȵļ�����衣����������ͨ��ѧ��е����ϵͳ���̹����ص�ʵ���ң�2008��û�п����κ�����ѧ���̣���Lin��2000����ģ������н������˳��������֮����������㡣Wen��2009��ͨ��FLUENT�е�UDFʵ���˶���ɢ���������ļ������ģ�⡣
���ϵļ�ƪ�����У�ֻ��Wen�ļ����п��ǵ���������״��������Ӱ�죬�������о�����������Ϊ���Ρ�Lin��Wen��ģ���ĩ�������Ӵ�Сʱ������Rossin-Rammler�ֲ�����������������Ϊ����Ϊ��С��ͬ�����塣
ͨ��ģ����������DMD�����۸�3D��ӡ�����е�Ӧ�ã����Զ��ҹ������з���ӡ���ṹ��ָ�����ã�Ҳʹ���Ǹ����˽�˴�ӡ�����ļ������ݽ�������ѧϰ����ơ�������3D��ӡ�Ŀ���������
�ο����ף�
�Ű���ȣ�ͬ���ͷ�����������������������ֵģ�⣬������ͨ��ѧѧ����42l9Sep.2008
Lin. J, Numerical simulation of thefocused powder streams in coaxial laser cladding, Journal of Materials Processing Technology, 105 (2000) 17��23, 2000
Wen. S.Y, etc., Modeling of coaxial powderflow for the laser direct deposition process,International Journal of Heat and Mass Transfer, 52 (2009)5867�C5877, 2009
������
������̫������Ʒ��沿������ѯ����ʦ������Colorado State University��������ѧʿ������������ѧ˶ʿ�������������������Ŀ��ר����������ģ�⣬���ȷ����ȡ���3D��ӡ�����ͷ��棬��FDM��DMD���;��з�����㾭�顣
(���α༭��admin)

 ������άͿ���״֧�ܹ���
������άͿ���״֧�ܹ���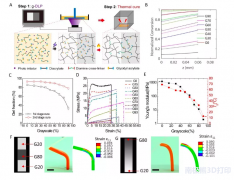 ���������Ŷӡ�Science��
���������Ŷӡ�Science�� ��ȼ������������������
��ȼ������������������ �����ܽ���������������װ
�����ܽ���������������װ ��������������ѧ������
��������������ѧ������ ���漼����3D��ӡ�ƶ�Һѹ
���漼����3D��ӡ�ƶ�Һѹ- ��������άͿ���״֧�ܹ�����������3D��
- �����������Ŷӡ�Science���ӿ��� 3D��ӡ
- ����ȼ����������������������
- �������ܽ���������������װ�������տ���
- ����������������ѧ�����з�ˮ����/��
- �����漼����3D��ӡ�ƶ�ҺѹԪ����������
- ����ѧ��ʹ�ó���������������3D��ӡ��֯
- ������DMD�����۸�3D��ӡ�����ķ���ģ��
- ��������ѡ�������ս��������ǿ�ۺ��︴
- ���ص۹�����ѧԺ���ͳɱ��绯ѧ�����
 ��ѧ��ʹ�ó�����
��ѧ��ʹ�ó�����- ��CLIP����Һ�����켼�����߸��ԵĹ�̻�
- ������3D��ӡ��������˫���Ӿۺϼ�����
- ���̵�2016�ϰ���Ŵ���3D��ӡ����
- ��3Dģ�Ϳ�Sketchfab�Ƴ�ʹ��VRͷ�����3
- ����������Ӣŵ����3D�����ӡѪ�ܼ���
- ���������£��¹�IFAM��������FDM 3D��ӡ
- �����ͽ���3D��ӡ����XJET���������
- ��������άͿ���״֧�ܹ�����������3D��
- �����۵����3D��ӡ�����о���Ӧ��
- ��SLM 3D��ӡ������ͻ�ƣ���������ǿ����


