金属3D打印技术及其专用粉末的研究进展(3)
时间:2017-02-11 22:19 来源:南极熊 作者:中国3D打印网 阅读:次
2.2 激光选区熔化技术( SLM)
SLM 是金属 3D 打印领域的重要部分,其发展历程经历低熔点非金属粉末烧结、低熔点包覆高熔点粉末烧结、高熔点粉末直接熔化成形等阶段。由美国德克萨斯大学奥斯汀分校在 1986年最早申请专利,1988年研制成功了第1台SLM 设备,采用精细聚焦光斑快速熔化成30 ~51 μm 的预置粉末材料,几乎可以直接获得任意形状以及具有完全冶金结合的功能零件。致密度可达到近乎 100%,尺寸精度达 20 ~ 50 μm,表面粗糙度达20 ~30 μm,是一种极具发展前景的快速成形技术。
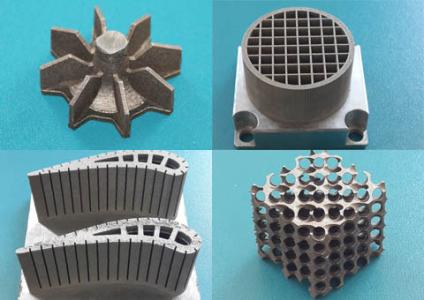
 SLM成型材料多为单一组分金属粉末,包括奥氏体不锈钢、镍基合金、钛基合金、钴-铬合金和贵重金属等。激光束快速熔化金属粉末并获得连续的熔道,可以直接获得几乎任意形状、具有完全冶金结合、高精度的近乎致密金属零件,是极具发展前景的金属零件3D打印技术。其应用范围已经扩展到航空航天、微电子、医疗、珠宝首饰等行业。
SLM成型材料多为单一组分金属粉末,包括奥氏体不锈钢、镍基合金、钛基合金、钴-铬合金和贵重金属等。激光束快速熔化金属粉末并获得连续的熔道,可以直接获得几乎任意形状、具有完全冶金结合、高精度的近乎致密金属零件,是极具发展前景的金属零件3D打印技术。其应用范围已经扩展到航空航天、微电子、医疗、珠宝首饰等行业。
SLM工艺有多达50多个影响因素,对 成型效果具有重要影响的六大类:材料属性、激光与光路系统、扫描特征、成型氛围、成型几何特征和设备因素。目前,国内外研究人员主要针对以上几个影响因素进行工艺研究、应用研究,目的都是为了解决成型过程中出现的缺陷,提高成型零件的质量。工艺研究方面,SLM成型过程中重要工艺参数有激光功率、扫描速度、铺粉层厚、扫描间距和扫描策略等,通过组合不同的工艺参数, 使成型质量最优。
SLM成型过程中的主要缺 陷有球化、翘曲变形。球化是成型过程中上下两层熔化不充分,由于表面张力的作用,熔化的液滴会迅速卷成球形,从而导致球化现象,为了避免球化,应该适当地增大输入 能量。翘曲变形是由于SLM成型过程中存在的热应力超过材料的强度,发生塑性变形引起,由于残余应力的测量比较困难,目前对 SLM工艺的翘曲变形的研究主要是采用有限元方法进行,然后通过实验验证模拟结果的可靠性。 SLM 技术的基本原理是: 先在计算机上利用Pro /e、UG、CATIA 等三维造型软件设计出零件的三维实体模型,然后通过切片软件对该三维模型进行切片分层,得到各截面的轮廓数据,由轮廓数据生成填充扫描路径,设备将按照这些填充扫描线,控制激光束选区熔化各层的金属粉末材料,逐步堆叠成三维金属零件。
SLM 是金属 3D 打印领域的重要部分,其发展历程经历低熔点非金属粉末烧结、低熔点包覆高熔点粉末烧结、高熔点粉末直接熔化成形等阶段。由美国德克萨斯大学奥斯汀分校在 1986年最早申请专利,1988年研制成功了第1台SLM 设备,采用精细聚焦光斑快速熔化成30 ~51 μm 的预置粉末材料,几乎可以直接获得任意形状以及具有完全冶金结合的功能零件。致密度可达到近乎 100%,尺寸精度达 20 ~ 50 μm,表面粗糙度达20 ~30 μm,是一种极具发展前景的快速成形技术。
SLM工艺有多达50多个影响因素,对 成型效果具有重要影响的六大类:材料属性、激光与光路系统、扫描特征、成型氛围、成型几何特征和设备因素。目前,国内外研究人员主要针对以上几个影响因素进行工艺研究、应用研究,目的都是为了解决成型过程中出现的缺陷,提高成型零件的质量。工艺研究方面,SLM成型过程中重要工艺参数有激光功率、扫描速度、铺粉层厚、扫描间距和扫描策略等,通过组合不同的工艺参数, 使成型质量最优。
SLM成型过程中的主要缺 陷有球化、翘曲变形。球化是成型过程中上下两层熔化不充分,由于表面张力的作用,熔化的液滴会迅速卷成球形,从而导致球化现象,为了避免球化,应该适当地增大输入 能量。翘曲变形是由于SLM成型过程中存在的热应力超过材料的强度,发生塑性变形引起,由于残余应力的测量比较困难,目前对 SLM工艺的翘曲变形的研究主要是采用有限元方法进行,然后通过实验验证模拟结果的可靠性。 SLM 技术的基本原理是: 先在计算机上利用Pro /e、UG、CATIA 等三维造型软件设计出零件的三维实体模型,然后通过切片软件对该三维模型进行切片分层,得到各截面的轮廓数据,由轮廓数据生成填充扫描路径,设备将按照这些填充扫描线,控制激光束选区熔化各层的金属粉末材料,逐步堆叠成三维金属零件。
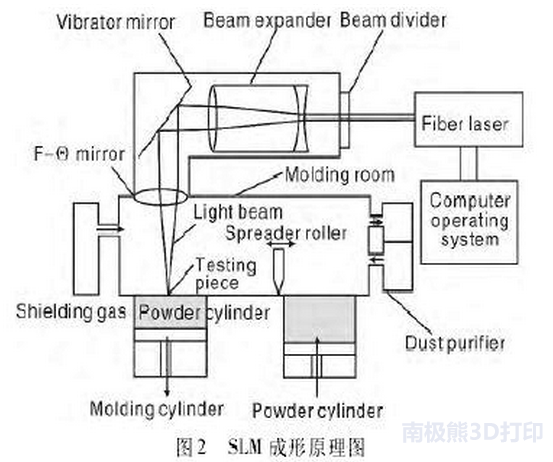
图 2 为其成形原理图: 激光束开始扫描前,铺粉装置先把金属粉末平推到成形缸的基板上,激光束再按当前层的填充扫描线,选区熔化基板上的粉末,加工出当前层,然后成形缸下降1 个层厚的距离,粉料缸上升一定厚度的距离,铺粉装置再在已加工好的当前层上铺好金属粉末,设备调入下一层轮廓的数据进行加工,如此层层加工,直到整个零件加工完毕。整个加工过程在通有惰性气体保护的加工室中进行,以避免金属在高温下与其他气体发生反应。 广泛应用激光选区熔化技术的代表国家有德国、美国等。他们都开发出了不同的制造机型,甚至可以根据实际情况专门打造零件,满足个性化的需要。利用EOSING M270设备成形的金属零件尺寸较小,将其应用到牙桥、牙冠的批量生产中既不会影响人们对其的使用,也不会产生不适感,且它的致密度接近100%,精细度较好。与此同时,利用 SLM 技术生产出的钛合金零件还能够运用到医学植入体中,促进了医学工作的发展。
(责任编辑:admin)

 3D打印市场规模不断扩大,
3D打印市场规模不断扩大, 工信部:去年全球3D打印产
工信部:去年全球3D打印产 2020年,全球3D打印产业规
2020年,全球3D打印产业规 工业级3D打印设备占主流,
工业级3D打印设备占主流, 3D打印,制造业的未来
3D打印,制造业的未来 三年后市场规模可达56亿,
三年后市场规模可达56亿,最新内容
热点内容


