利用3D打印机实现树脂成型生产线自动化
在会场上,3D Systems现场演示了USB外壳、助听器及耳机等的耳塞部分、歧管、管状部件等的成型过程(图1)。
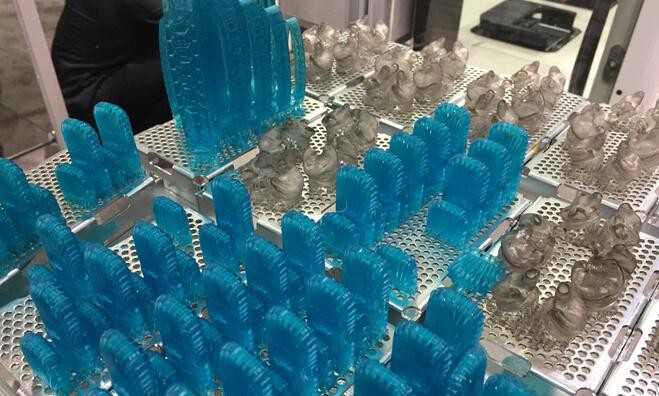
图1:成型的树脂部件样品
概念生产线为模块型结构。也就是说,各工序采用模块化设计。该概念生产线由3个模块工序构成:(1)打印工序、(2)清洗工序、(3)硬化工序。
(1)打印工序采用光造型(SLA)技术,使用的材料是紫外光固化树脂(图2)。具体操作时,将液体状的紫外光固化树脂注入树脂槽,向树脂液表面照射紫 外线激光。这样,紫外线激光照射之处的树脂液就会固化,成为树脂部件的一部分(薄层)。另外,固化的部分会贴附在平板上。
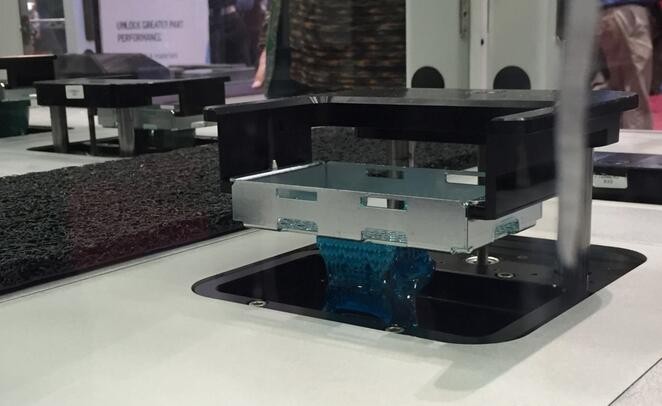
图2:打印工序。采用光造型技术制造树脂成型体。
照射一次紫外线激光可得到厚度为10~30μm的固化层。第一层固化后,支撑树脂成型体底部的网状金属平板就会抬升与固化高度相当的 10~30μm(注:树脂成型体是向下堆积的),接着再向树脂液的表面部分照射紫外线激光,制造第二层固化层。通过如此反复照射紫外线激光,直至固化层堆 积至所需高度。堆积完成后,具有所需部件形状的树脂成型体便完成了。
在完成成型后,由安装在天花板上的机器人将各平板上的树脂成型体从树脂槽中逐一提起,放到置物台上。
该打印工序设有8个树脂槽,可用各个树脂槽成型不同的树脂部件。也就是说,基本可同时混流生产8种树脂部件。
接着进入(2)清洗工序(图3)。该工序有4个清洗槽,每个清洗槽的尺寸都够清洗2个树脂成型体。由小型垂直多关节机器人从置物台抓起各平板上的树脂成型体,从第一个清洗槽到第四个清洗槽依次浸入。由此来去除树脂成型体上附着的多余树脂液。

图3:清洗工序。通过浸泡树脂成型体来去除多余的树脂液。
完成清洗后,转入(3)硬化工序(图4)。这是向树脂成型体再次照射紫外线激光,提高硬度及强度的工序。垂直多关节机器人将各平板上清洗后的成型体抓 起,放入“紫外线烘箱”(3D Systems公司的产品)中照射紫外线激光。经此工序调整硬度及强度后,树脂部件就最终完成了。
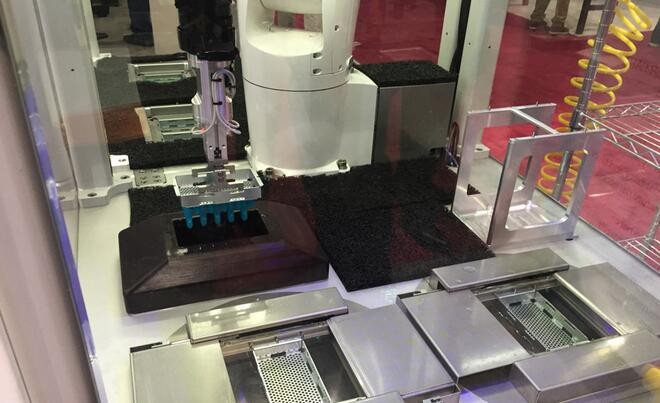
图4:硬化工序。通过再次照射紫外线激光使树脂成型体变硬。
整个流程的加工很快,有的产品只需要10~30分钟。此外,由于不需要模具,因此该概念生产线适用于多品种少量生产及大规模定制。
(责任编辑:admin)

 3D打印市场规模不断扩大,
3D打印市场规模不断扩大, 工信部:去年全球3D打印产
工信部:去年全球3D打印产 2020年,全球3D打印产业规
2020年,全球3D打印产业规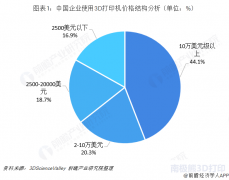 工业级3D打印设备占主流,
工业级3D打印设备占主流, 3D打印,制造业的未来
3D打印,制造业的未来 三年后市场规模可达56亿,
三年后市场规模可达56亿,

