3D��ӡ����۸�-��ѹ�����Ǹ���Ч�����������
��4��9�վٰ��2016����ʡ��������߷���̳�ϣ����Ը�У����ҵ���ר�ҡ�ѧ��Χ�ơ���ԭ��������������3D��ӡ��ҵ��չ���»�����������ֱ����ײߡ����У�3D��ӡ�ͻ����˲�ҵ��Ϊ������������Ĵ����Բ�ҵ��Ϊר�����۵Ľ��㡣
�廪��ѧ���ϳ��������Զ����о�����������һ���廪��ѧ���������о���������������ڱ�ʾ��չ�����������ƽ��й����������и߶˵ıؾ�֮·������ҵ���ҹ��Ļ�����ҵ�������������У�������������ɽ�ʡ���ϡ������ŷš���Լʱ�䡣3D��ӡ���������������������죬����Ϊ�����ܶ����ܣ�����Ҫ�봫ͳ�������ϣ����ܲ����ܴ�ľ���Ч�档3D��ӡ������Ϊ���꼤���3D��ӡ�۸�-��ѹ���Ǻܺõİ������ڴ˴���̳�ϣ���������ھ͡�3D��ӡ�۸�-��ѹ�� ԭ�������պ�Ӧ�á�Ҳ��������˷�����
3D��ӡ���������۸�(LC����Laser Cladding/�������۸�(EC����Electron beam Cladding) �����������ƫ���ĸ߶����������������ִ��ȼ�ѹ�������ϣ�ͨ�����¸�ѹ��ʽ��ѹ����ø߶����ͺʹ��ͽṹ�������ֽ��������۸�����-�ȼ�ѹ���ճ��εĴ��¹��ճ�Ϊ�۸�-��ѹ(C-E ����Cladding-Extrusion)������C-E�Ƚ����ι��������ڸ߶�װ������Ĺ��գ��ں��ա����������������˵�;���������й�����Ӧ��ǰ����
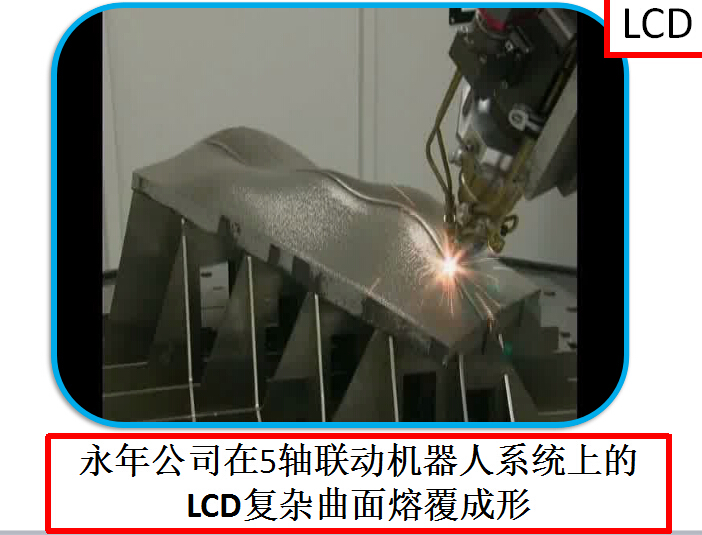
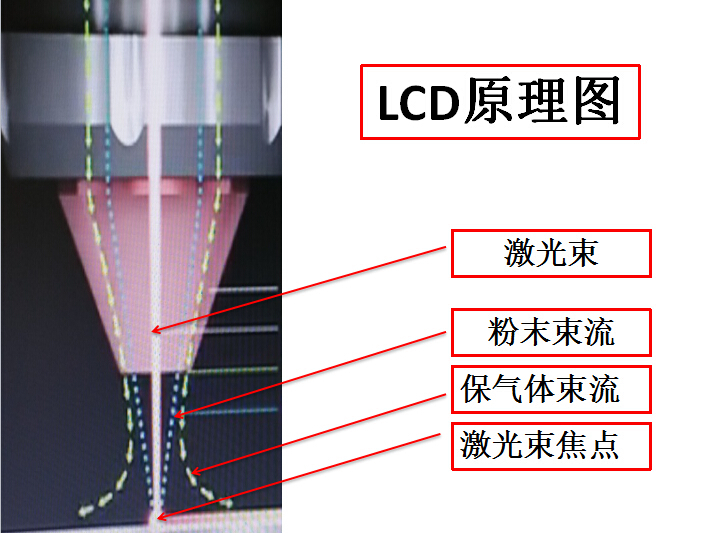
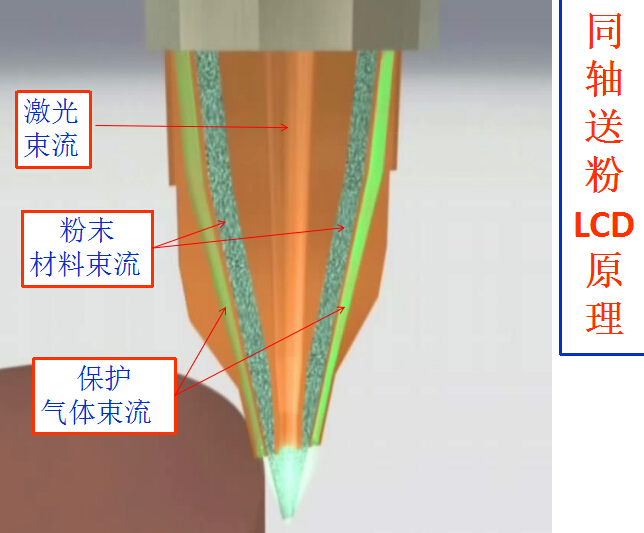
���У��۸�(Cladding)��ָ���ڸ������ܶȵ�����(�������͵�����)�����£��ڲ��ϱ��������ұ����̣�����3D��ӡ��ԭ�����ϣ�һ����һ����۸�(���ij���)�����γ�LCD����Laser Cladding Deposition(�����۸�����)���պ� EBAM����Electron Beam Additive Manufacturing(��������������)���ա���LCD��ͷ�У��������������۽����۸����ı��棬�γ��۳أ�ͬʱ������ĩҲͬ���͵��۳��У�Ѹ���ۻ��������۳���ȥ��Ѹ����ȴ������۸����������д˹��̼�LCD���̡�EBAM����������ƣ��������������ɵ��������������ۻ��ɽ���˿���ɡ�
3D��ӡ�۸����յ�����
����LCD��EBAM���ճ��ν����������ر������������ŵ����ԣ��۸����ι����Զ���֤�˽������ƫ�����۸����������ṹ��״����������õ���������ȼ�ѹ֮�裬�����Ǵ�������ɶͼ�����ϸ�������£�
A. �۸�������С��ұ��ϵͳ�����Ľ�����ĩ��˿��Ϊԭ���ϣ�����������ʮ�ֻ����ٶ����ұ�����������ϵͳ���õ����ֶ�Ϊԭ���ϣ���ͽ�ʡ�˾�Ͷ�ʺͽ������ڣ���ͳɱ���
B. �۸����ճ�������������������������սṹ��������������ʿɴӴ�ͳ���ɶ��յ�20~30%(�˵�ṹ��)��ߵ�50~60%����ʡ�����ı�����ϣ���ʡ���Ͼ��ǽ�ʡ��Դ;
C. ��ƫ��(Segregation-free)�������Խ�����ĩ��˿��Ϊԭ���ϵ�3D��ӡ�۸����յĹ�ͬ�ص㡣����������ĩ���۳���Ѹ���ۻ������̡���װ�������Σ��ʹӸ����������˾������������壬�����γ�֮����ƫ������Ϊ��óɷ־��Ⱥ����������ij��μ��ĵ춨�˻�������Ȼ��ƫ����Ҳ�����迪�����칤�գ���ʡ�������豸����Դ�Ͳ��ϡ�
D. LCD��EBAM���긴�ӵĽṹ�ij��Σ��������ij�������Ҫ���ŵ㡪�������ԡ����ɳ�����״���������ϼ�ѹ������Ҫ����������֤��ѹ���յ�˳�����С�ͼ3Ϊ��Sciaky��˾����EBAM������ɵ�6�ס�1.2�ס�1.2�״�������Ƭ��ͼ4Ϊ��Lasertec��˾����LCD�����������Ҷ�֡�
�۸�����LCD��EBAM �ġ����첻�㡱
�����۸��ͼ����ۻ�������ɵij��μ���������ȫ���ﵽ�߶˽ṹ���Ի�е�����ϸ��Ҫ���۸�������Ȼ����ٷ�ƽ����ȴ�������׳�ϸС��������ľ�����������ɱ�֤��b(���Ѽ���)����s (��������)�����������칤�յ�ǿ�ȣ��ӽ���ﵽ�����ǿ�ȡ�Ȼ�������۸����αϾ�����һ��Һ̬���̵ij��ι��̣�����һ�֡����첻�㡱����Ҫ�����ڳ��μ������Բ�������Ҫԭ������ȱ������-����������£���ʹ�������������������������Ķ�̬�ٽᾧ���̡�ֻ�ж�̬�ٽᾧ�����ܲ�����������֦�����ǽ���������պ����ƺͿն������һ������磬���Ϊ�����������֯�����ܵ춨�˽���ѧ������ѧ������������ʵ��֤����LCD���ι��ն���(��������)��(����������)�����ﲻ���ͼ���ˮƽ�����ճ������ak���ܴܺ��Ӱ�죬�ﲻ��Ҫ����LENS��������Sandia����ʵ���ң������ֲ��ϵļ����۸�������Ʒ������˻���Ʒ�Ƚϣ�����˵�����⡣���ǹ���4��ʵ����������һ��718���Ͻ��LENS����֮��ֵ��16%���ȶ����˻�ֵ��20%����ý϶࣬����3 ���ҹ�����������ѧ����ǿ���ڶ������Ͻ�Ĺ���ʵ��֤���������ۻ���Ʒ�������ʽ�Ϊ4%��Զ�ﲻ������8%��ˮƽ�����Ŷӵĸ��ºϽ�ļ����ۻ�(SLM����)ʵ����Ҳ֤����SLM�������ʦĺͶ��������ʦ״ﲻ���Ƚ��ȼ�ѹ��ˮƽ��
���깫˾�ɹ����
�����ۻ��豸��
1��ͨ���ͼ����ۻ��豸YLMs-300 �� С��������

2��С�ͼ����ۻ��豸YLM-120 �� ����������
���������豸��
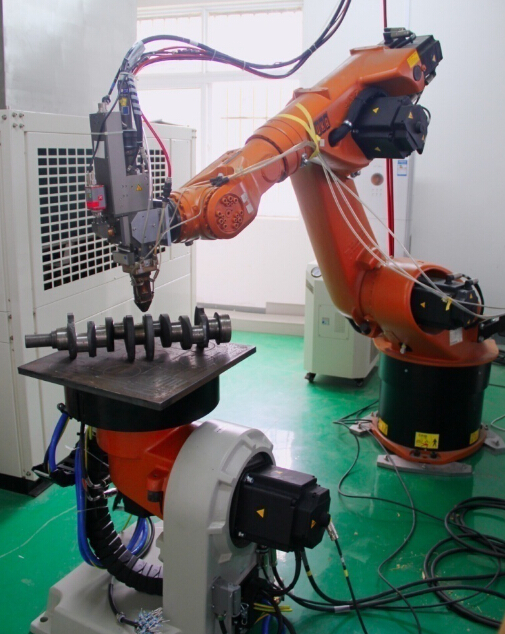
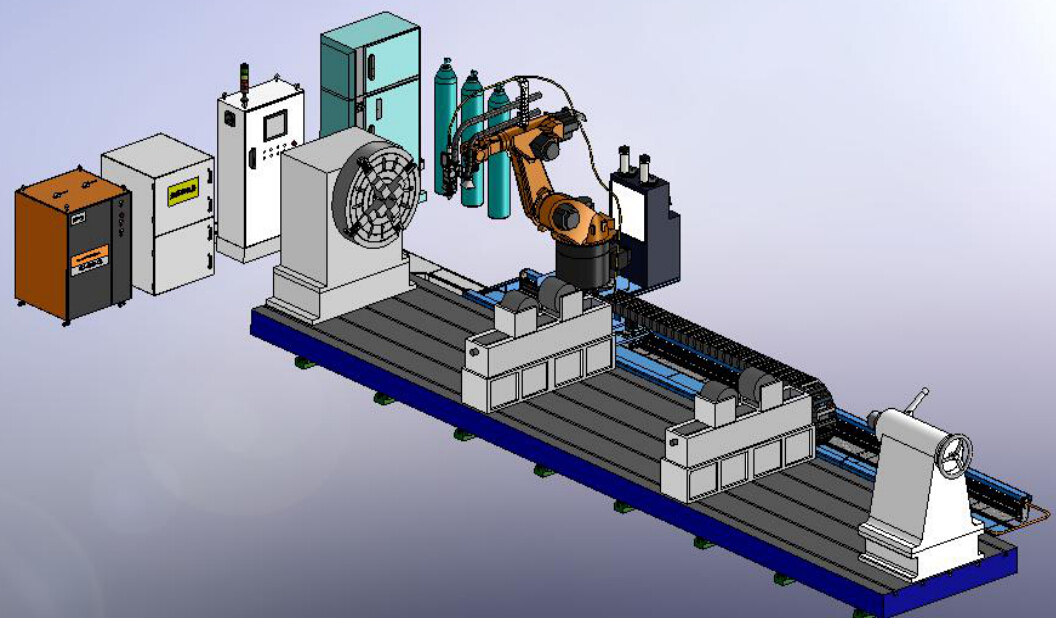
1����е�ۼ����۸��豸
�ص㣺���οռ���������ý����۸�ͷ��������ϵͳ����֤���ξ��ȣ����ξ��ȿ��Դﵽ0.5mm��
���ƣ���˾���������˷ֲ㼰��ʽת��������ȡ����KUKA���߱��������
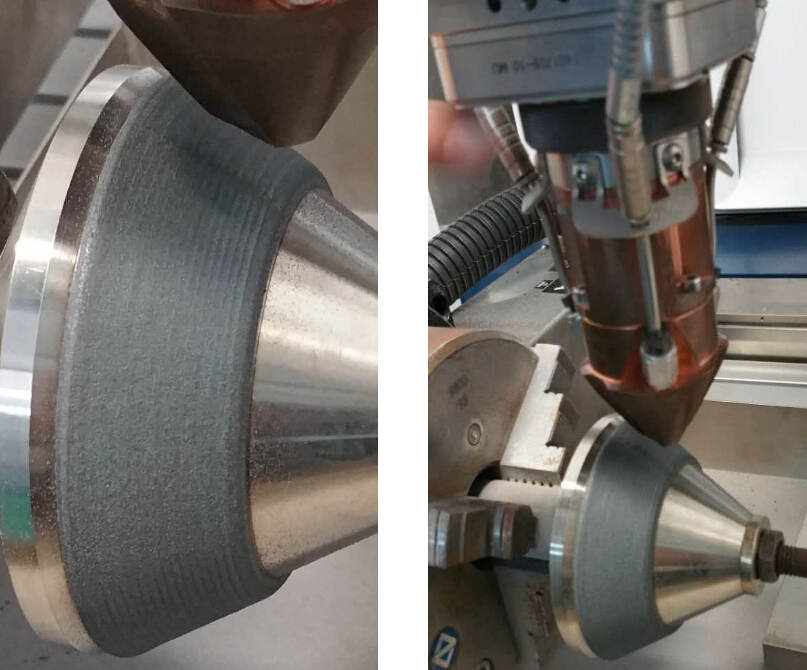
2.����ϳ��ʽ�۸��豸
�豸�ɹ�˾�������ɣ���Ҫ����ȫ����ȡ�¹����ڡ�����4000W���˼������������ܶȸߡ�������ʲ�����ΧС���ͷ۾��ȣ������������ȶ��ɿء�
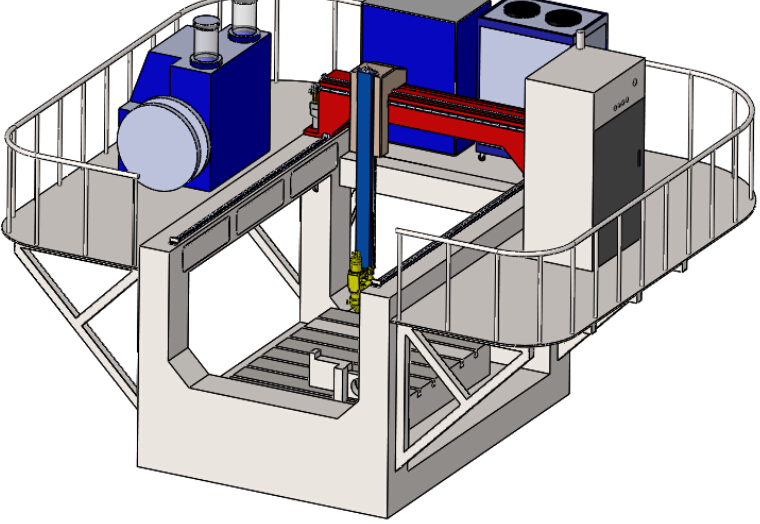
3.������ʽ�۸��豸
ӵ��2��1.5��0.7m�ij�����οռ䣬���ػ����ľ������ڻ������ֱۣ����ܱ�֤���εľ��Ⱥ�����
4.���ͳ���ʽ�۸��豸
���������������꼤����μ�������˾���³����廪��ѧ���ڡ�����,���²��ϳ����з�40���ꡣ��һ���廪��ѧ���ϳ��������Զ����о�����������һ���廪��ѧ���������о�������������ʡ��������רί�����³����й�3D��ӡ������ҵ������ϯ���ʣ����ڽ������3D��ӡ�����з���ר��֮һ��������ҿƼ����������Ƚ�������Ƚ�һ�ʡ��������������������ֽ��ʮ��е�������˶��������Ȼ��ѧ�ص���𡢹���863�ƻ�����ҵ�ĺ�����������ս��ڴ�����з��Ŷ�����ά��ӡ�����Ĺ��ա��豸�����Ƶȷ���ȡ���˷�˶�ijɹ����������ڼ�ѹ���ι��յ�3D��ӡ�������ڱ�����ҵ����������ʻ�������λ����ɽ�Ľ������꼤����μ�������˾��Ӫ������3D��ӡ�豸��Ʒ�������3D��ӡ�豸��Ʒ��ȣ��似���ѶȺ�Ӧ�ü�ֵ���ߣ��ɽ�������ĩֱ���ڻ����սᡢ�ո��������������ӵĽ����������ģ�ߡ����պ��졢������������Ӧ�ù㷺��
(���α༭��admin)

 δ����3D��ӡ��Ϊ��Ӧ����
δ����3D��ӡ��Ϊ��Ӧ���� ѡ�������ۻ�SLM�����д�
ѡ�������ۻ�SLM�����д� 3D��ӡ�ȳ��ѹ����²�����
3D��ӡ�ȳ��ѹ����²����� �ɻ���3D��ӡ��һ��������
�ɻ���3D��ӡ��һ�������� 3D��ӡ��Ϊ�����ڻ�������
3D��ӡ��Ϊ�����ڻ������� 3D��ӡΪ��Ӧ���������벻
3D��ӡΪ��Ӧ���������벻- ��δ����3D��ӡ��Ϊ��Ӧ��������Щ�ı䣿
- ��ѡ�������ۻ�SLM�����д�ӡǻ�������
- ��3D��ӡ�ȳ��ѹ����²�����η�չ��
- ���ɻ���3D��ӡ��һ�����������з�������
- ��3D��ӡ��Ϊ�����ڻ��������ϰ�������Ҫ
- ��3D��ӡΪ��Ӧ���������벻���ĸı�
- ������3D��ӡ���ͼ����������з��еĶԱ�
- ��ȫ�Զ�������3D��ӡ����������������2
- ����������Ӧ����ѡ���Լ����ۻ�����
- ��3D��ӡ������ҩ���Ƽ��е�Ӧ�ú���ս
 ����3D��ӡ���ͼ�
����3D��ӡ���ͼ�

