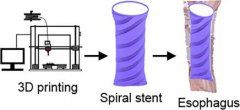
3D��ӡģ����ȴˮ·����еļ���ע������
��ͳ��ģ���ڣ���ȴˮ·��ͨ��������ײ����ڲ����磬��ͨ�����������ͷ���������ٺͷ�����3D��ӡ������ģ����ȴˮ·�����е�Ӧ����ͻ���˽������ʽ����ȴˮ·��Ƶ����ơ����ڣ�ģ�������ҵ������Ƴ�������ģ����ȴ���������ˮ·�����Ǿ���ƽ���Ľ��䣬������������ߵ���ȴЧ�ʡ�
��ô�����3D��ӡģ��������ȴˮ·��ʱ���Ƿ���һЩ���ɻ�ע�������أ� ����ע��ģ��������ҵDiamond Tool and Engineering ����3D��ӡģ�ߵĺ���������������������һЩ���顣
������������
���������մ��ݵ�Diamond Tool and Engineering��˾ר��Ϊҽ����ҵ������ܶ����Ͷ�ǻ��ע��ģ�ߡ�Diamond Tool and Engineering��˾Ϊ��ע��ģ�������˴���������ȴˮ·��ģ�������

Diamond Tool and Engineering 3D��ӡģ���������ƺ�����������������3DPrintedParts��˾�İ�������ɵġ�

3DPrintedParts��˾��ʾ��3D��ӡ�����ļ�ֵҪ������Ϊע��ģ���������IJ�Ʒ���Ӽ�ֵ�С�����3D��ѧ�ȵ��г��о���ģ�������û�����ͨ������3D��ӡ����˳���Ĺ�������������ȴͨ����ģ����о��ʹģ���ڵ��¶ȱ仯���Ӿ��ȣ��Ӷ���ʱ�䡢�ɱ������������Ż�ģ�ӹ����̣����������̼ӹ����ڡ������������Ρ��ӿ�ע�ܲ�Ʒ�����ڣ��Լ���߲�Ʒ��Ƶ�����ԡ�
3DPrintedParts������Ŷ��ڽ���3D��ӡģ��������ʱ���Դ�ͳ��������˼ά������ͻ�ƣ�3DPrintedParts �ܽ��˼���3D��ӡģ�������Ƶļ��ɺ;��飺
�����������ˮ��ˮ·֮�⣬����Ŷӻ�����ģ�ߵIJ�������������˾���ṹ��ȡ��ԭ����ʵ�Ľṹ������ṹ��ζ���ܹ���ʡ��ӡ���Ϻʹ�ӡʱ�䣬ͬʱ���ʹ�ӡ�ɱ���
��ʹ�ý���3D��ӡ�����������ṹʱ��������Ҫ�����ʱΪ�ýṹ����֧�ţ���������ȴˮ·������ǻ�ṹ������ȥ��֧�ŵ��ѶȺܴ��罫֧�Žṹ��������ǻ�ṹ��������Ӱ����ȴ���ʵ�����������ܹ������ʱ���ǵ���Щ���أ�����������֧�ţ���ô����������֧�Žṹ��ģ����ȴ���ܵ�Ӱ�졣3DPrintedParts��˾��ʾ�������ڲ�����֧�Žṹ������£��ɴ�ӡ����ˮƽ����֮��25�Ƚǵ������ṹ������ζ�������ܹ�������������ӹ�������£������������ļ��νṹ��
ע��߶����ȱ� �C һ����˵���߶���ں�Ȳ�����15��1��
��ӡ��ĩ��ȥ������- �ڽ�����ӡ�Ĺ����У���ȴͨ����ǻ�ڻᱻû���ۻ��Ľ�����ĩ����䣬���������ʱ����ǰ���ǵ�������⣬��������ǻ�ṹ�еķ�ĩ��ν����������ȴͨ������״ �C Բ������״��ˮ·���������������ǽ�ģ������ף�����������Ƶ���ȴЧ������һ��������Ч�ģ���ȴͨ����������������Ҫ���иı䡣
3DPrintedParts��˾��ʾ������3D��ӡģ����ȴˮ·��ģ����о������ǹ��εģ��������ʹ��ȴ���ڴ�35-40�����̵�6.7�룬���������ע��ģ�ߵ���ȴЧ�ʡ�
(���α༭��admin)

��һƪ��ŷ�������Ӣ�����켼�����ĺ���������һվʽ��3D��ӡ����
 �������ѧ��������ʳ����
�������ѧ��������ʳ���� Ashley Furniture�������
Ashley Furniture������� �������о���Ա��μ�����
�������о���Ա��μ����� ITAMCO���նɴ�ѧ����Ϊ��
ITAMCO���նɴ�ѧ����Ϊ�� �����չ�����һ3D��ӡ��˾
�����չ�����һ3D��ӡ��˾ ���ô�����������ҽ���豸
���ô�����������ҽ���豸- ���������ѧ��������ʳ�������ߵ�3D��ӡ
- ��Ashley Furniture�����������ʹ��3D��
- ���������о���Ա��μ����Ľ���ͯ3D��ӡ
- ��ITAMCO���նɴ�ѧ����Ϊ�����վ�����3D
- �������չ�����һ3D��ӡ��˾������3D��ӡ
- �����ô�����������ҽ���豸3D��ӡ����ָ
- ��ӡ�ȹ�˾�������ڽ�Ĥ��ֲ������3D��ӡ
- ��NASA 3D��ӡ�������������Ĵ�����ʷ
- ��Markforged��Carahsoft��������������
- ���ڿ����մ�3D��ӡ������Kwambio����ʼ
- ��ŷ�ؿ�Memento������Ƭ����3Dģ�͵���
- ���̵�ʮ�����ܻ�ӭ��3D��ӡSTL�ļ�����
- ����ѧ��ʹ��3D��ӡ���������˹�����
- ��3D��ӡģ�ͷ���ƽ̨Thingiverse�ƻ���
- ������һ��DLP 3D��ӡ����������nanoDLP
- ��ȫ�������iOSϵͳ���ֻ�3D��ģ����u
- ������3D��ӡ��������ˣ�����ۼ�ҲҪ13
- ��e-NABLE 3D��ӡ��֫ �ı�ǧ���˵�����
- ����˹��ѧѧ���������ɲ���3D��ӡ���ֵ�
- ��Ӣ��ҽԺ�ƻ���3-4��ʵ������3D��ӡ��


